1.激光拼焊板的冲压成形性
激光拼焊板一般是由两块以上不同材料和不同厚度的钢板拼焊到一起,成形时往往薄的或软的一侧材料首先开始塑性变形,厚的或强的一侧材料在成形过程中变形不充分,原因是两边作用力反作用力相等的情况下薄的或软的一侧材料先达到材料的变形屈服应力,而厚的或强的一侧材料未达到变形屈服应力前所有塑性变形都由薄的或软的一侧材料承担。因而整个成形过程中薄的或软的一侧材料承担着更多的塑性变形。故一般情况下,激光拼焊板成形中往往薄的或软的一侧材料塑性变形更大,也更容易产生开裂,并且,成形中焊缝还将产生移动,一般焊缝大部分区域朝厚的或强的一侧材料移动。图11-8所示为门内板拼焊板成形后的焊缝移动,图11-9所示为合格焊缝的杯突试验,图11-10和图11-11是焊缝成形开裂和起皱的照片图。

图11-8 门内板拼焊板成形后的焊缝移动
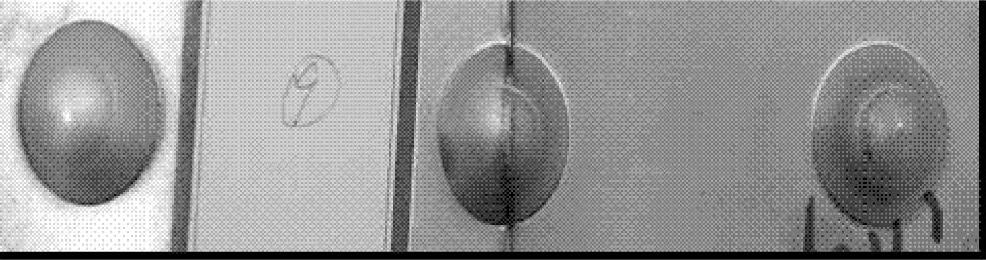
图11-9 合格焊缝的杯突试验

图11-10 焊缝成形开裂
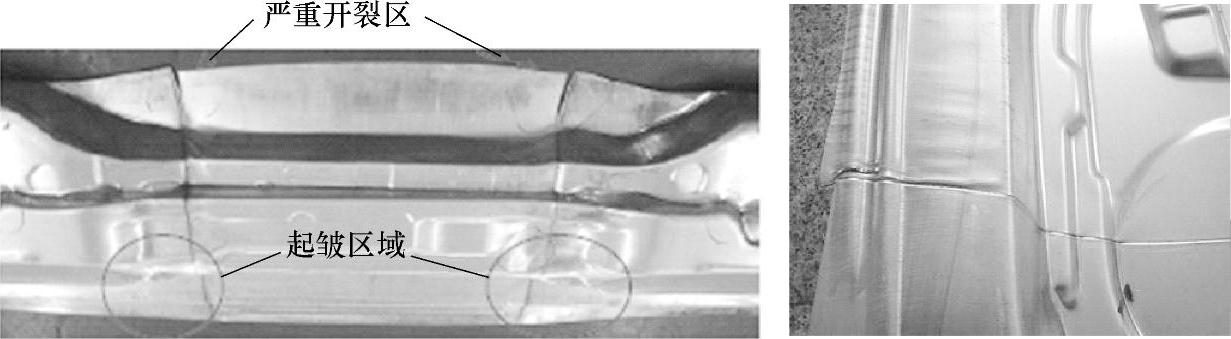
图11-11 焊缝成形开裂和起皱
另外,由于激光拼焊是两边金属经过高能激光快速高温熔融、然后空冷的过程,其焊缝区的金相组织大部分都转变成了马氏体组织,焊缝两边相邻部位也有相当部分的组织转变成了马氏体,该区域的强度和硬度比原来两边母材提高很多,而塑性及其伸长率大大下降,即很脆。因而焊缝区域承担塑性变形的能力很差。当在该区域承受剧烈变形或异常受载时,焊缝容易出现开裂。图11-12所示为激光拼焊板焊缝区组织特征。
图11-13和图11-14所示分别为焊缝和母材的拉伸试验应力-应变关系。图11-15所示为焊缝宽度区域硬度分布。
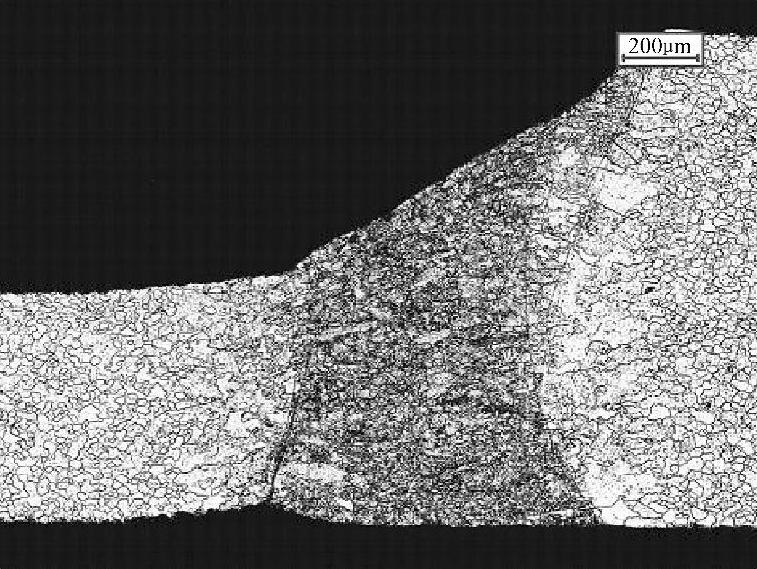
图11-12 激光拼焊板焊缝区组织特征
2.激光拼焊板冲压模具设计制造关键技术
由于激光拼焊板往往是由两块以上不同厚度、不同材料的钢板拼焊成一整块板,再加之需要考虑不同材料的成形差异性以及激光焊缝的特性,因而,激光拼焊板冲压模具设计具有与传统冲压模具明显的区别。拼焊板是一面为平齐,另一面厚板与薄板连接处有高度差台阶(见图11-16)。这样,拼焊板模具型面也相应在另一面具有高度差台阶(见图11-17),另外,厚板薄板两边受载变形

图11-13 焊缝拉伸试验应力-应变关系
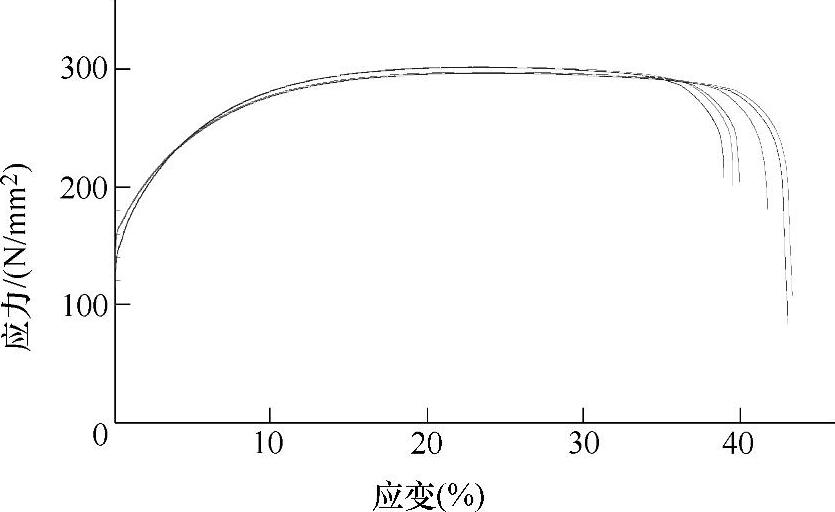
图11-14 母材拉伸试验应力-应变关系(https://www.daowen.com)

图11-15 焊缝宽度区域硬度分布
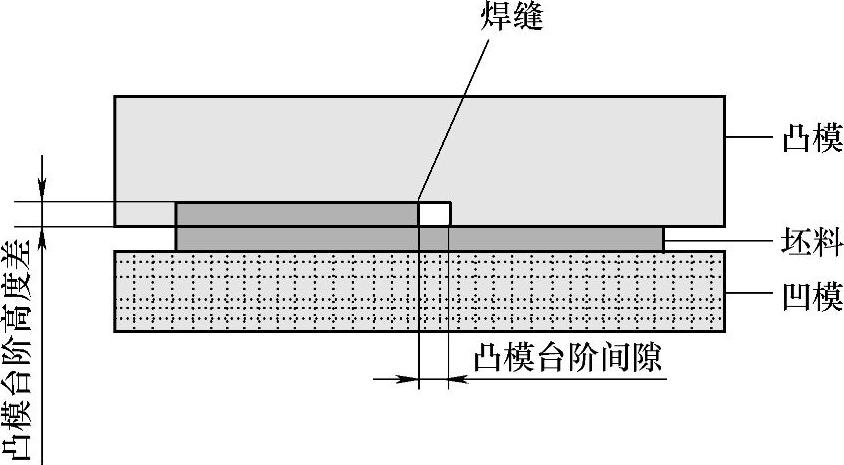
图11-16 激光拼焊板及其模具厚度差台阶
的能力也不一样,往往是薄板承受更多的变形,因而造成焊缝横向不均匀移动。模具设计时模具焊缝台阶设计位置与零件焊缝设计台阶位置一般不在同一位置,需要考虑实际零件成形时焊缝的移动方向及移动量,同时还需考虑实际冲压定位及冲压波动的窜动间隙。图11-18所示为拼焊门内板拉深模具实物示例。

图11-17 拼焊门内板模具型面结构设计

图11-18 拼焊门内板拉深模具实物示例
激光拼焊板冲压还要考虑焊缝脆性,冲压焊缝是其薄弱区,相对较易出现开裂。所以焊缝区域模具设计要尽量控制焊缝区域的剧烈变形。
拉深筋设计时,激光拼焊板模具应考虑厚板或强板在成形过程中变形不充分的特点,将其对应部分的拉深筋尽量设计为相对较弱的拉深筋,以利厚板或强板的充分流动。在焊缝压边部位适当设计拉深筋,(尤其是成形中边部横向伸长变形时),以便控制焊缝低的伸长率引起的开裂。
此外,激光拼焊板坯料形状尺寸的确定需考虑激光拼焊拼焊加工特点的可行性,激光拼焊板一般是先剪切或落料出每块母板,然后再激光拼焊。激光拼焊时需要有合适的定位和夹持。另外,焊缝形式只能是直线、折线、曲线,实际上折线、曲线都有一些特殊要求。如大于90°的折线。
模具材料方面,焊缝较硬,容易刮伤拉毛模具和零件,较好的措施是在压边入模区域采用镶块结构。尤其是高强度激光拼焊板零件,型面整体考虑用模具钢更好。同时,也结合模具合适的热处理工艺。
激光拼焊板模具设计除了上述主要与传统设计的不同特点外,其他设计方面与传统冷冲压相同,主要过程为:根据产品数模确定工艺工序,如主要的拉深、冲孔、切边、整形、翻边;根据分析及产品数模确定坯料形状尺寸、回弹控制及补偿、工艺补充、压边面、拉深筋等设计,设计模具形式、型面、结构、模具材料等;制定技术要求,如模具硬度、尺寸及表面精度等;配件明细、装配要求等。图11-19和图11-20所示分别为激光拼焊板前纵梁回弹的控制示例。
图11-19 激光拼焊板前纵梁回弹

图11-20 激光拼焊板前纵梁回弹控制
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






