转台式拉弯机的基本原理是台面连同模具旋转,从而完成型材的拉伸和弯曲。而拉伸作动筒固定在床身上。该设备适用于成形精度高、半径小的型材拉弯件,也适用于在中空型材内加芯轴和填充材料的拉弯成形。图10-41所示是一种典型的转台式拉弯机简图。
制造双曲度零件应采用两个模子。完成沿第一个模子弯曲型材的工作后,停止机床,在台面上装上第二个模子,使台面作反面旋转,型材即沿第二个模子弯曲。
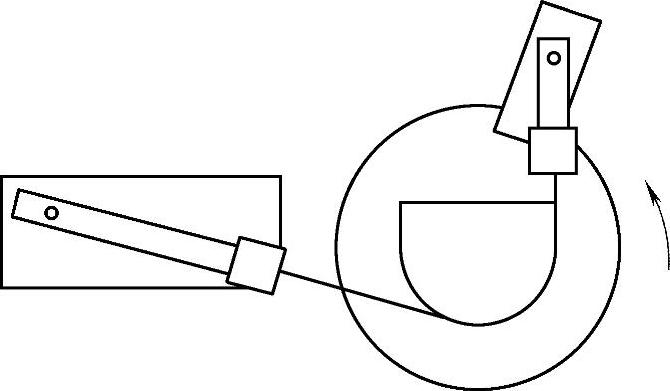
图10-41 一种典型的转台式拉弯机简图
制造圆环时,毛料应沿小节距的螺旋线弯曲。切去夹在夹头内部的直线部分后,将其两端合拢并对头焊接之。此时,拉弯模上的型材槽也做成螺旋形,杆上的夹头做成在垂直平面内也是可以转动的。制造复杂型材时,应采用柔软的垫块,以防止型材失去稳定性。采用最广的是以木块固定在柔软带子上的垫块。
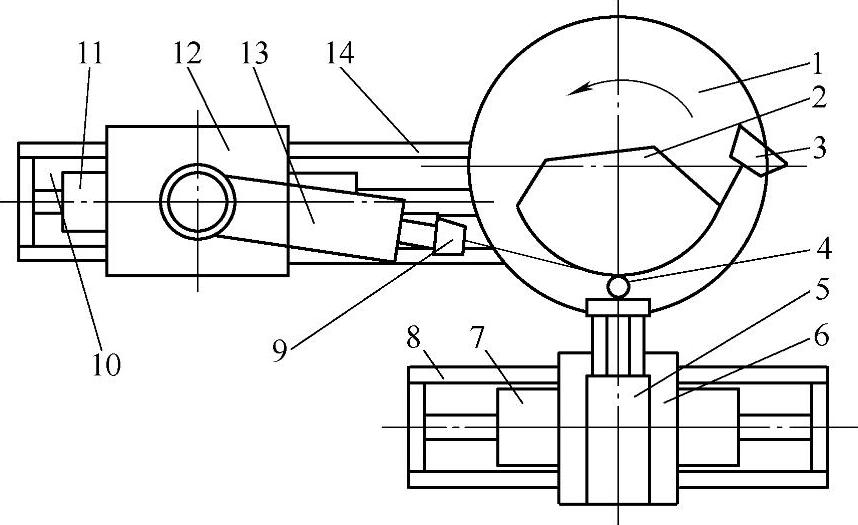
在一些情况下,转台面拉弯机上装有特殊的带滚子或压块的压紧夹具,它与主要的拉伸装置一起用来制造高而复杂的型材,并防止型材各部分的额外变形。借助于压紧装置也可以进行毛料横剖面上的附加成形。压紧滚轮应该紧贴在拉力作用下的成形毛料的弯曲部分。图10-42所示的是一种转台侧压式拉弯机原理图,这种拉弯机由旋转台面、拉伸装置和侧压装置三部分组成。
转台1安装在底座的立轴上,由电动机或液压马达经蜗杆和齿轮带动,可以正、反向转动。在台面上安装拉弯模2和后(或补拉)夹头3。拉弯模的安装位置应使夹头的轴线与模具的工作面在起始位置相切。
 (www.daowen.com)
(www.daowen.com)
图10-42 一种转台侧压式拉弯机原理图
1—转台 2—拉弯模 3—后夹头 4—侧压轮 5—侧压液压缸 6—滑枕 7—跟踪液压缸 8—侧压床身 9—夹头 10—双活塞杆 11—主拉伸缸 12—滑块 13—旋转支臂 14—床身
拉伸装置由床身14、主拉伸缸11、滑块12和旋转支臂13四个部分组成。床身与转台的底座连成一个整体。拉伸液压缸的双活塞杆10分别固定在床身的两端,工作时活塞固定,缸体运动。滑块12与缸体连接,沿床身的滚动导轨前后移动。在滑块12的立轴上安装着旋转支臂13。旋转支臂13的前端装着另一夹头9。旋转支臂13可以绕立轴在水平面内自由转动,使拉力的作用方向在拉弯过程中始终与拉弯模的工作面相切。
侧压装置由侧压床身8、跟踪液压缸7、滑枕6和侧压液压缸5四个部分组成。侧压床身与拉弯机的主床身平行,跟踪液压缸7的活塞杆两端分别固定在床身的两侧,在缸体的上方固定着可沿床身导轨滑动的滑枕6,由缸体带动沿导轨左右移动。侧压液压缸5安装在滑枕上,在其活塞杆的端部安装着侧压轮4,在跟踪液压缸7的带动下,跟踪着切点。
两个夹头和侧压轮都可以沿其导向滑板调整上、下位置,以适应模具的不同安装高度。
机床工作时,先将毛料的两端装在夹头3和9上,调整好两个夹头的相对位置,使毛料在起始位置与模具工作面相切。此时打开液压阀门,通过主拉伸缸11对毛料进行拉伸。当预拉力达到材料的屈服极限时,通过侧压缸将侧压轮压在毛料的切点上,然后转动台面使毛料在拉伸力和侧压力保持一定值的条件下逐渐沿模具型面拉弯。主拉伸缸11在毛料的牵动下逐渐排出后腔的液体而向前移动,并使毛料保持需要的拉力。侧压轮在跟踪液压缸7的带动下压在毛料的切点上直至拉弯过程结束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






