1)从图9-11可以看出,该后桥半壳的内圆角半径R=22-16=6MM。弯曲变形时,相对弯曲半径R/T越小,切向变形程度越大,当相对弯曲半径减小到一定程度,可能使毛坯外层纤维的伸长变形超过材料允许的界限,而使纤维断裂,使零件遭到破坏。因此弯曲工艺受到最小弯曲半径R的限制。由手册查得,要求冷压时RMIN/T≥1,因此当T=16MM时,RMIN=16MM,显然冷冲压工艺要达到R=6MM是不可能的。而材料在热状态时,屈服强度变得较低,材料延伸率比冷压时增加近一倍,所以塑性变形的情况较好,可以达到内圆角R6MM的要求。
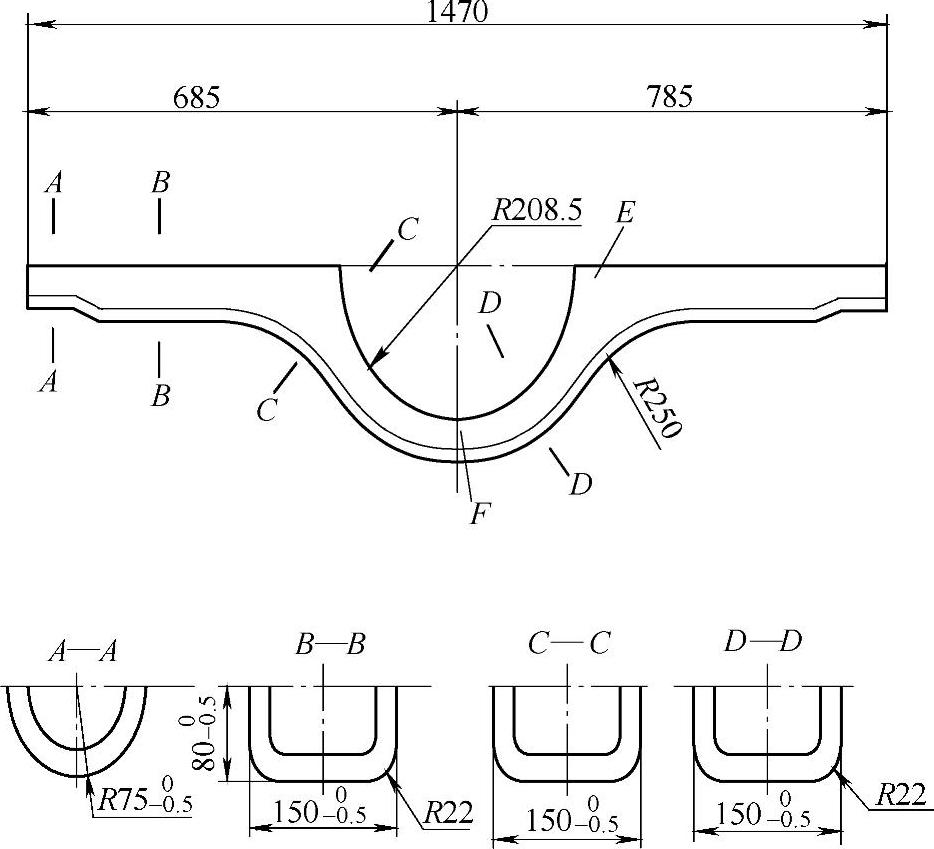
图9-11 457冲焊驱动桥后桥半壳零件图(https://www.daowen.com)
2)该零件从形状上看,属于左右不对称件,就其U形弯曲部分看,利用热压成形并不困难。从图9-11可知,桥壳中央圆弧处与其他部位横截面差别较大,在成形过程中,材料在型腔中的流动是不均匀的,各个点在成形过程中材料所受的力也不同。F部位在成形时水平方向受压缩,使材料变厚,容易产生皱褶;E部位是在与弯曲线平行方向受拉深,使材料变薄,容易出现凹坑;R250MM位置部分属于弯曲拉深复合成形,存在着复杂的变形机理,其成形存在一定的困难。根据装配要求,R75MM半圆尺寸有公差要求,桥壳成形后会有回弹现象,需在模具设计时加以考虑,保证尺寸精度。其次,零件成形后沿长度方向会不平整,也要在模具设计时加以考虑。
由于16MNL板料在800~950℃高温区间具有良好的热塑性,其成形所需的成形力几乎只为室温下成形力的20%。在室温下按校正弯曲—成形力计算得出成形力为45000KN左右,因此通过近似计算,在900℃高温下该零件所需成形力为9000KN左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





