冲焊式桥壳目前有两种结构:焊三角板桥壳和不焊三角板桥壳,图9-1和图9-2所示分别为两种桥壳的半壳结构。这两种结构形式在加工上各有优缺点。
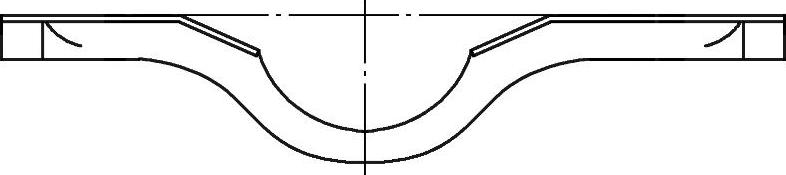
图9-1 焊接三角板桥壳半壳
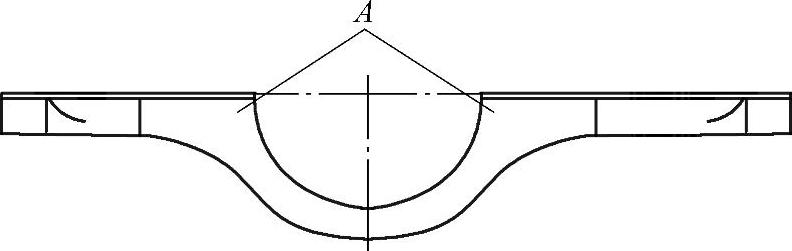
图9-2 不焊三角板桥壳半壳
轻型车桥壳板料厚度一般为4~8MM,上面两种结构形式都可以利用冷压成形。成形时U形部位会有张口回弹,图9-1所示结构回弹稍小,图9-2所示结构在A处会有较大回弹。
中重型车桥壳板料厚度一般为10~16MM,板料厚度超过10~12MM的钢板成形时,为降低成形力和回弹量以及减少成形工序,一般都采用热冲。对于热成形来说,成形力小、回弹少是其优点。但另一方面,因为此时板料强度下降,成形中对于断裂的抵抗力降低,另外表面易出现氧化层,且成形后的冷却过程中由于温度分布不均匀和受周围环境的制约,还会产生不均匀变形,桥壳热成形后要有抛丸清理工序。
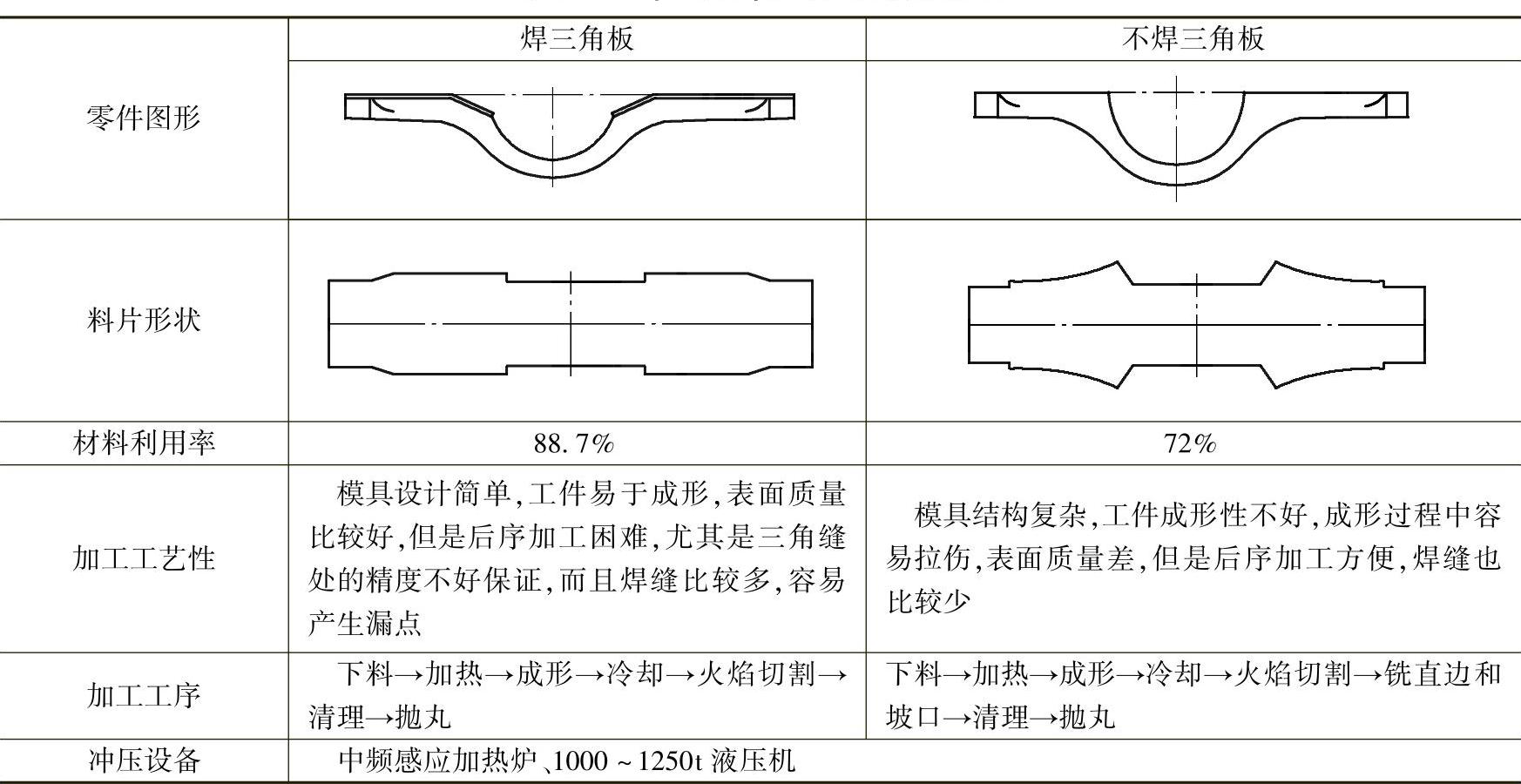
下面分别对轻型车和中重型车焊三角板和不焊三角板两种结构形式的冲焊式桥壳进行图表对比分析。见表9-1和表9-2。
表9-1 轻型车冲焊式桥壳加工
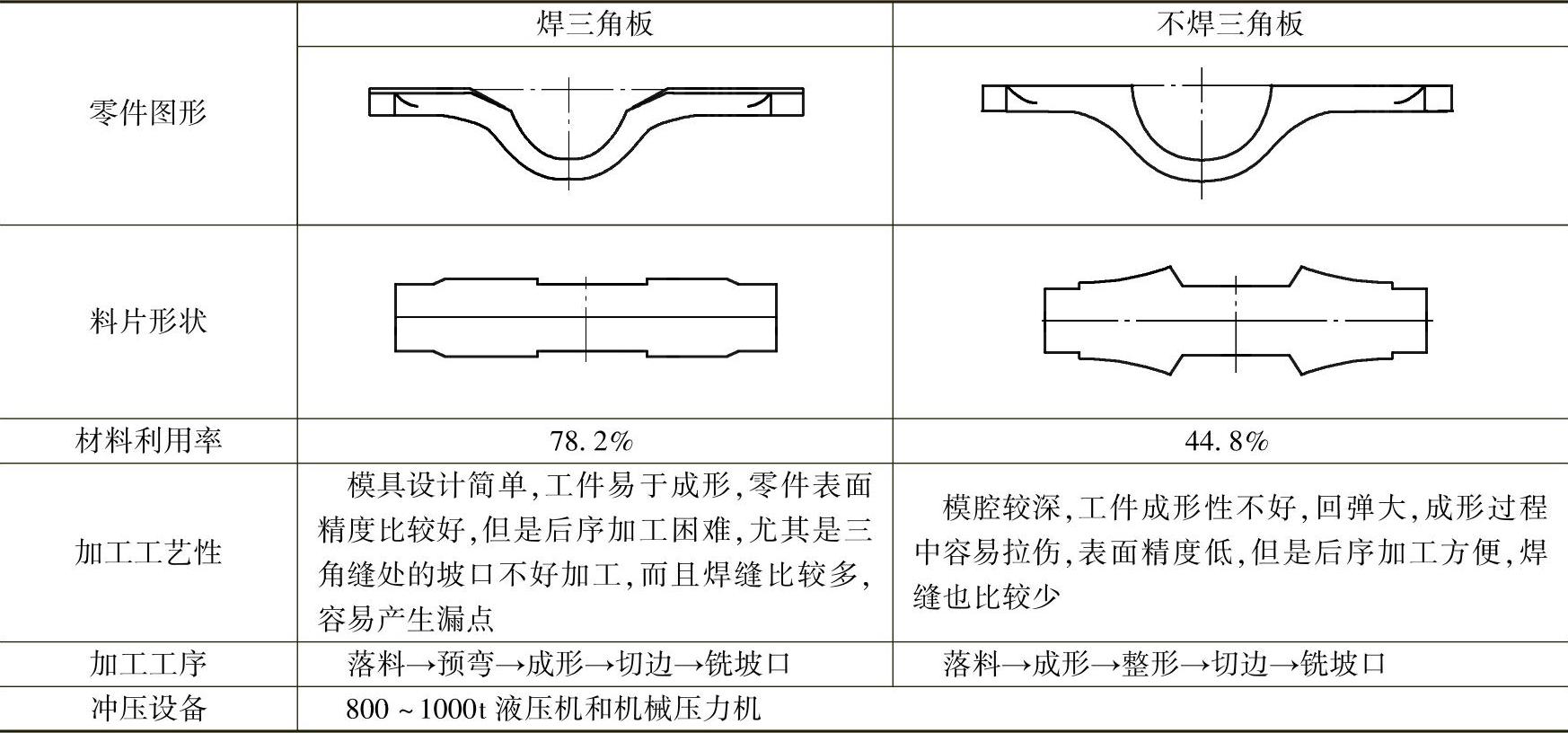
表9-2 中重型车冲焊式桥壳加工
汽车冲压桥壳材料的基本要求如下。
1)冷成形桥壳材料:一般选用16MNL。
2)热成形桥壳材料:一般选用16MNL,Q345。(www.daowen.com)
3)汽车桥壳常用材料种类与力学性能(见表9-3和表9-4)。
表9-3 冲焊桥壳采用热轧钢板16MNL(现在牌号510L)的化学成分(质量分数,%)

16MNL抗拉强度:510~610MPA相当于156HBW。
桥壳为加热成形,金相组织为铁素体+珠光体(见图9-3),有明显的带状组织,晶界被炭化。桥壳本体硬度为163HBW。
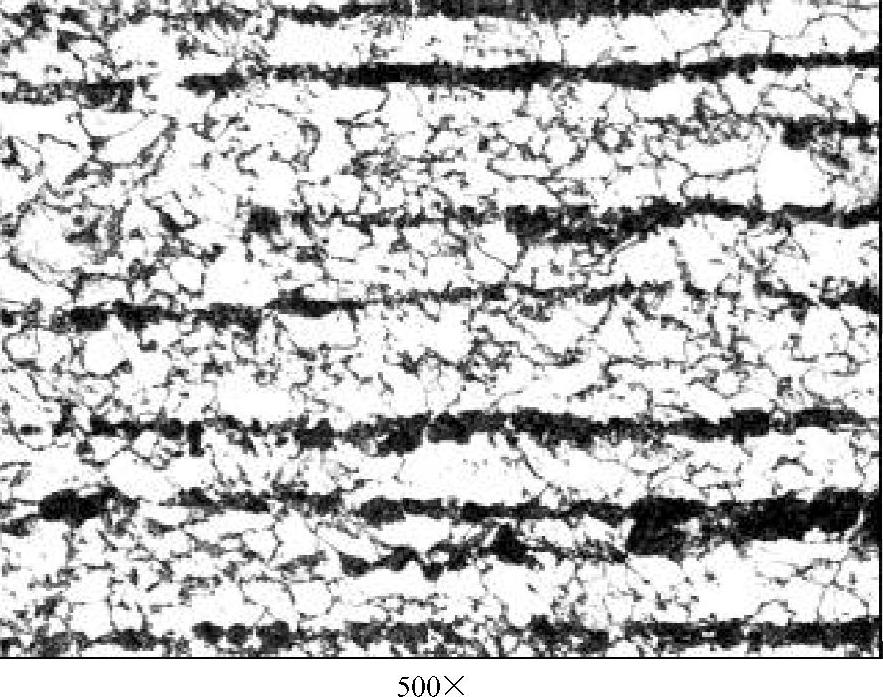
图9-3 冲焊桥壳热成形金相组织(铁素体+珠光体)
表9-4 内胀桥壳采用无缝方钢管Q345的化学成分(质量分数,%)

Q345抗拉强度:510~610MPA相当于156HBW(新标准不要求抗拉强度)。
金相组织为贝氏体+低碳马氏体+铁素体(见图9-4),桥壳本体调质后硬度为215HBW。
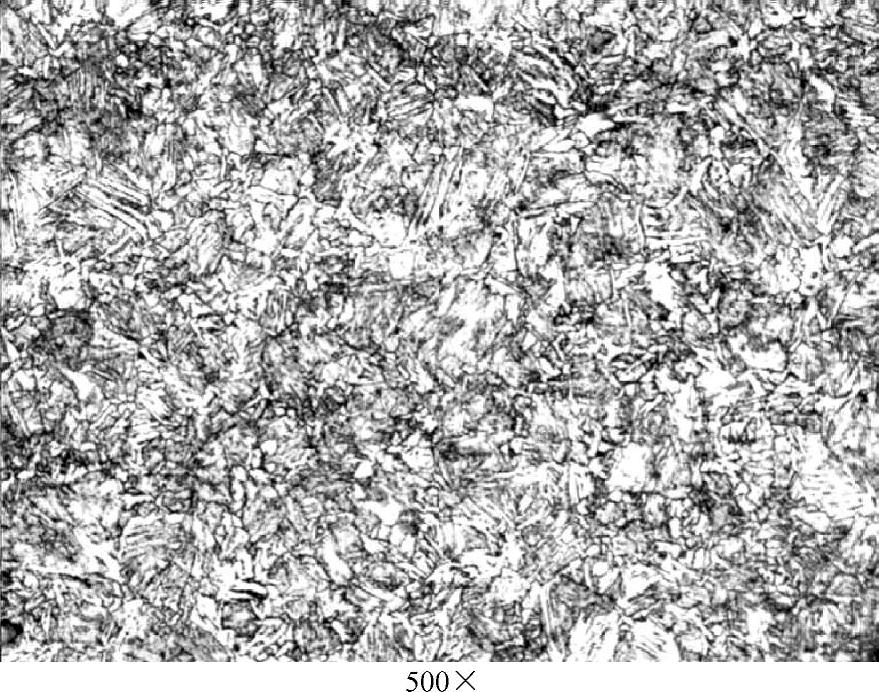
图9-4 内胀桥壳调质后的金相组织(贝氏体+低碳马氏体+铁素体)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






