【摘要】:图8-77 轮辋卷圆失稳示意图4)设备的选型:目前的情况下,国内多选机械卷圆机。旋压轮辋、辊压成形轮辋的制造工艺是完全一样的,轮辋在生产过程中出现的轮缘不均或轮缘不对称问题,影响如下。4)扩口后轮辋发生扭曲,出现端面不平整或扩口时上、下端面没有镦平。7)扩口、三次辊压成形每道工序的工序尺寸不合理,导致生产过程中稳定性差。
型钢轮辋在卷圆时出现轮辋大R处轴向错口过大的问题,对焊时出现轴向错口,端切后出现端面不平,甚至后序开裂。
产生问题的原因主要在以下几个方面。
1)选择轮辋送料时的导向面不对,尺寸公差的影响导致送料时,送料方向与卷圆辊轴线不垂直,合理的选择是将轮辋大R的立面作为导向面。
2)材料的同板差要稳定,厚度公差尽可能的小,材料的性能指标要稳定。
3)在设计时,轮辋卷圆的中性层选择要合理,卷圆时要夹住轮辋大R处的立面,防止出现失稳,如图8-77所示。
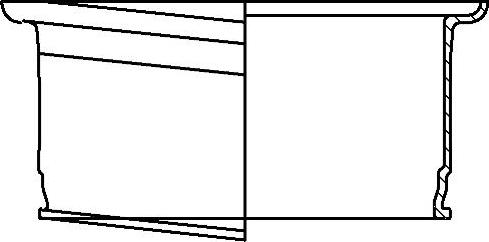
图8-77 轮辋卷圆失稳示意图
4)设备的选型:目前的情况下,国内多选机械卷圆机。
旋压轮辋、辊压成形轮辋的制造工艺是完全一样的,轮辋在生产过程中出现的轮缘不均或轮缘不对称问题,影响如下。
1)它影响车轮的动不平衡量。
2)轮缘在最高点附近端头起棱。(www.daowen.com)
3)轮缘过大或过小无法打平衡块或平衡块打不住。
4)这样的零件往往摆差值大。
它的起因如下。
1)剪床剪切时,材料出现大头小尾,卷圆后出现端面不平。
2)对焊时轴向定位不可靠,焊接之后出现错口。
3)端切圆弧不对称,切的过深、过浅。
4)扩口后轮辋发生扭曲,出现端面不平整或扩口时上、下端面没有镦平。
5)一次辊压成形侧导向装置导向位置不正确,过于偏向短肩或长肩。
6)型辊调整间隙、轴向间隙不合适,导致一侧走料多,一侧走料少。
7)扩口、三次辊压成形每道工序的工序尺寸不合理,导致生产过程中稳定性差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






