
1.型钢轮辋的工艺流程
型钢轮辋的工艺流程为:①剪切;②酸洗;③卷圆;④压平;⑤对焊;⑥刮渣;⑦挤压焊缝表面;⑧端切;⑨扩张;⑩压缩;⑪精整;⑫车内径;⑬冲气门孔;⑭挤压气门孔毛刺;⑮质量检查。
1)剪切。多倍尺料在模具和压力机的作用下,剪切成异型断面的单倍尺条料,剪切的异型断面形状满足焊接要求。由于型材轮辋卷圆过程中模具间隙和材料中性层的变化,使断面不平,满足不了焊接的要求,有的工厂在下料时将此缺陷弥补过来,也有的工厂在焊接之前增加一道切口工序,这样对焊前开口尺寸稳定,但多了一道工序,多切20MM宽的一段料,材料消耗增加。在剪切时用异型断面的刀来切,节省20MM宽的一段料,对焊前开口尺寸稳定性、精度差。
2)酸洗。洗掉型材表面的氧化皮及锈蚀。采用酸洗工艺,零件表面质量好,成本低,但废酸液处理难,易对环境产生污染,环保的费用高。目前有的采用喷丸技术,但效果并不理想,喷丸的灰尘影响对焊,使焊缝产生微裂纹,灰尘带入生产线对模具造成损伤,同时这类零件喷丸成本高于酸洗,但喷丸能强化零件表面,改善零件表面质量和性能,目前多数厂家带氧化皮进行生产,在合成之后进行喷丸去氧化皮、尖角毛刺和合成焊缝表面的氧化硅等杂物。
3)卷圆(见图8-12)。在卷圆机的作用下,卷成两端带直段的圆筒形零件,满足后序要求。目前有机械式和液压式两种,机械式卷圆机传动中速度恒定,所以对材料性能的波动、材料尺寸公差的波动要求不高,这种设备在国内车轮厂用的效果比较好。而液压式卷圆机对材质要求高,材质的质量直接导致卷圆开口尺寸、直段的变化。
4)压平(见图8-13)。通过V形支架和带栓型工作台的液压机,压平焊接对口部位,消除卷圆后零件的回弹,使直段、开口尺寸稳定,消除轴向错口,满足焊接要求。
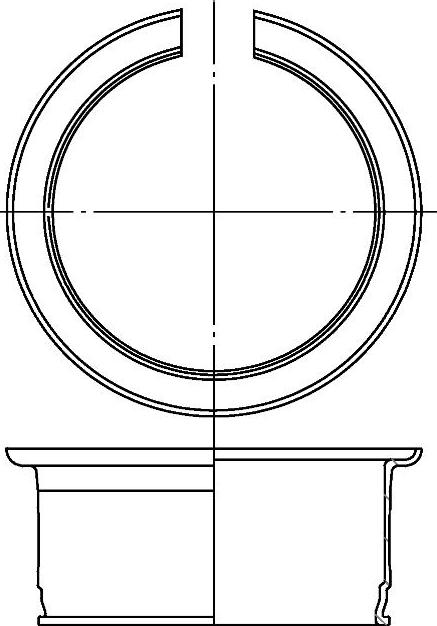
图8-12 型钢轮辋卷圆工序图
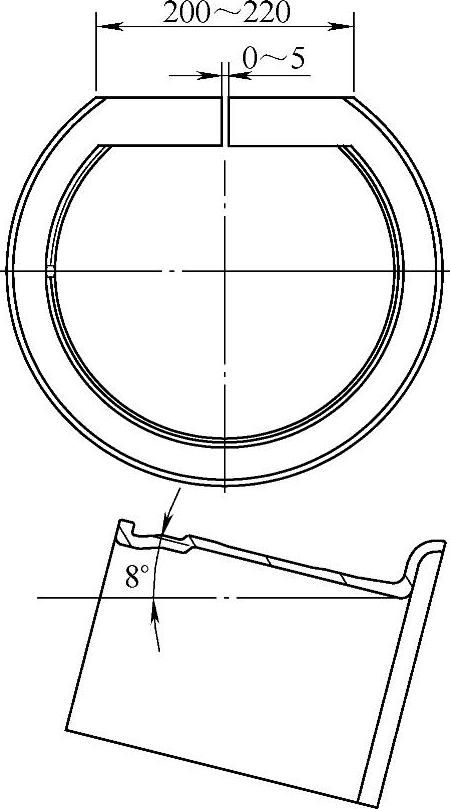
图8-13 型钢轮辋压平工序图
5)对焊(见图8-14)。将开口的圆筒形零件焊接在一起,焊接温度为800~900℃,通过后序扩张验证对焊焊缝的强度。
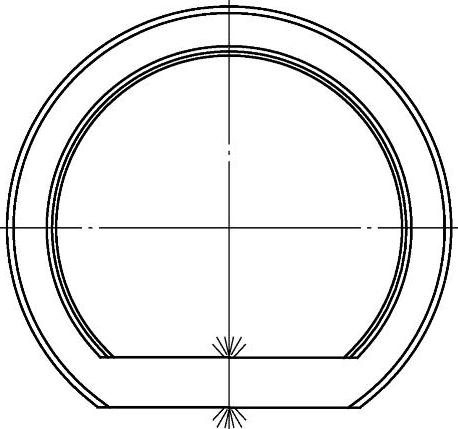
图8-14 型钢轮辋对焊工序图
对焊是车轮生产的重要工序,如果材质、开口尺寸、平直段不稳,会导致焊接开裂直至造成废品。由于型钢车轮的特殊性,目前焊接采用交流闪光对焊工艺,交流对焊工艺适应材料的能力强。
6)刮渣(见图8-15)。采用异型断面的刮刀,摆30°角进行双面刮渣,这种摆角式刮渣机不受切向力,生产效率高。
7)挤压焊缝表面(见图8-16)。用液压机挤压焊缝表面,达到焊缝致密、光洁的目的,同时进行初步的复圆。由于轮辋断面公差大,在挤压焊缝表面之后往往还要进行焊缝表面精打磨,这样减少了轮胎胎圈座的磨损。
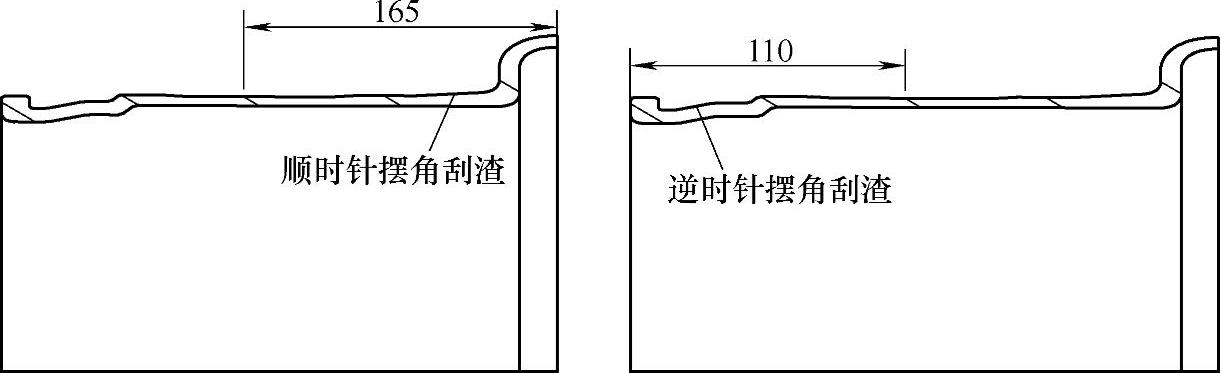
图8-15 型钢轮辋刮渣工序图

图8-16 型钢轮辋挤压焊缝工序图
8)端切(见图8-17)。切掉轮辋R处由于对焊产生的桃形,它的存在影响外观质量,切后保证端面平齐,同时将端切的毛刺打磨干净。
9)扩张(见图8-18)。前序加工轮辋带有锥度,在轮辋中线至锁圈槽区域径向扩张,检验焊缝的强度,减少轮辋体的锥度。
10)压缩(见图8-19)。消除轮辋大R处的喇叭口状,使整个轮辋的扩张量趋于一致、稳定。(www.daowen.com)
11)精整(见图8-20)。它是轮辋生产的关键工序,通过精整来保证轮辋的产品尺寸及精度。
12)车内径(见图8-21)。由于轮辋型材轧制存在较大误差,通过车削降低轮辋内径的尺寸误差,提高同轴度,保证轮辋与轮辐之间稳定的过盈量。
13)冲气门孔(见图8-22)。按产品设计要求,在轮辋中间部位冲出气门孔,模具比较简单,但设备必须采用栓形悬臂工作台。
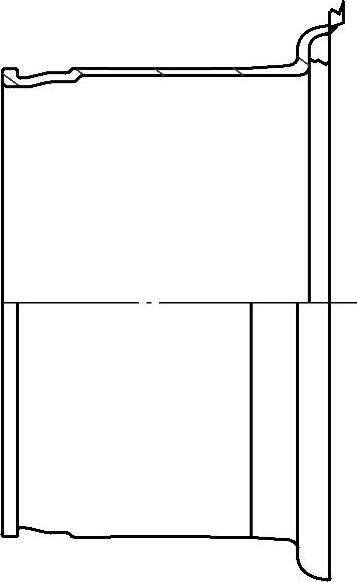
图8-17 型钢轮辋切端头工序图
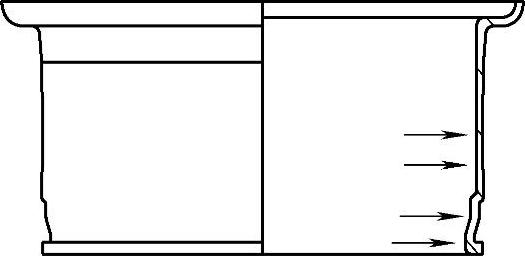
图8-18 型钢轮辋扩张工序图
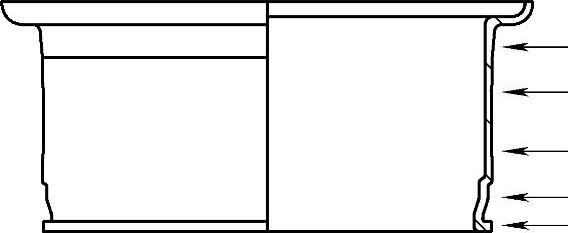
图8-19 型钢轮辋压缩工序图
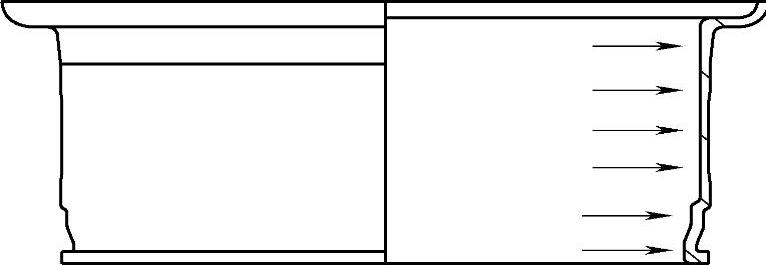
图8-20 型钢轮辋扩张工序图
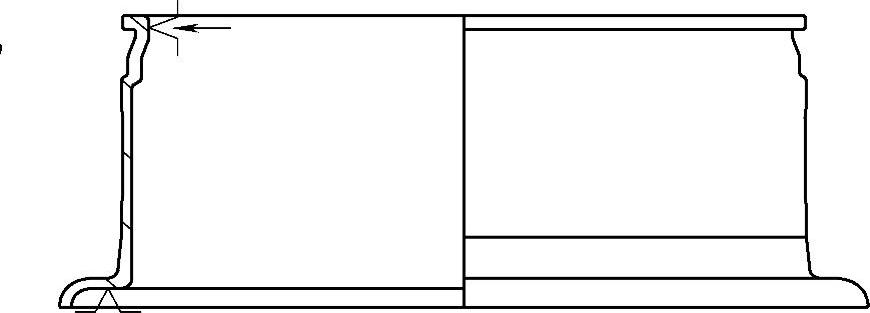
图8-21 型钢轮辋车内径工序图
14)挤压气门孔毛刺。按产品要求,挤压气门孔周边尖角形成倒角,防止毛刺划伤轮胎。
15)质量检查。检查零件的外观质量,另外抽检装配尺寸、功能尺寸和精度。
2.轮辋制造新技术的发展
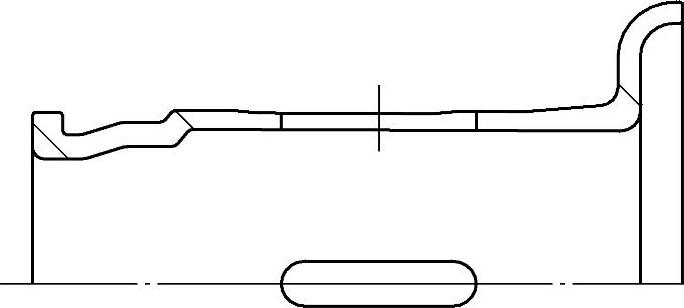
图8-22 型钢轮辋冲气门孔工序图
1)不断优化型材断面的形状,提高破坏部位抗疲劳的能力,减少轮辋开裂,例如挡圈槽部位的改善。
2)改善卷圆辊的锥角,减少型材卷圆后的锥度,可降低轮辋的开裂。
3)摆角刮渣机取代了转角式刮渣机,改善了安全性,提高了生产效率。
4)挤压焊缝工序与复圆工序合二为一,降低成本,取得明显效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




