辊压成形车轮是指轮辋由条料经过卷圆、对焊、焊缝表面处理、辊压成形、扩张精整、冲孔等工序加工而成的产品。其轮辐是经过落料、拉深、成形、翻边校辐底、冲孔等工序加工而成的产品;轮辋与轮辐组装、焊接最终形成单件式辊压成形车轮产品,通常也称为轿车车轮,包括普通辊压成形车轮(见图8-9)、零偏距辊压成形车轮(见图8-10)、全表面辊压成形车轮(见图8-11)。
1.产品结构
辊压成形车轮轮辋断面是通过型辊和专用设备冷辊压成形的产品,它体现了轮辋的主要加工工艺。
图8-9所示辊压成形车轮称为正偏距车轮,小型乘用车均装有这种车轮。
零偏距车轮多装在房车和拖车上,国内生产的该种车轮出口欧美市场。
全表面辊压成形车轮轮辐搭接在轮辋的外面,A、B两处焊接,在A处外表面焊接后将表面车削干净,然后进行电泳或喷涂工艺,外表看来犹如一体,这种车轮在越野车上装得比较多,如美国的金通车轮。
2.产品术语
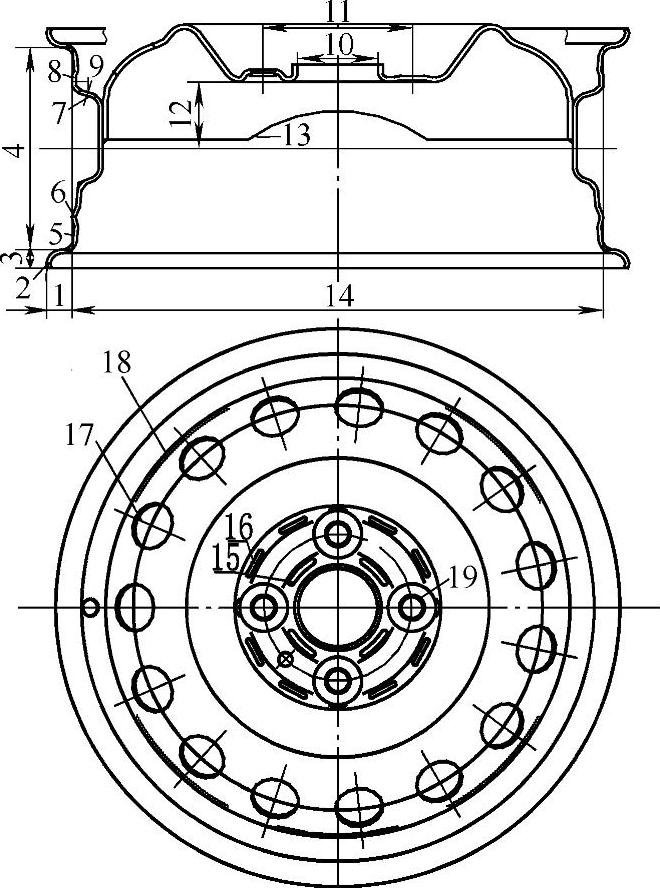
图8-9 辊压成形车轮产品结构图
1—轮缘高 2—轮缘 3—轮缘宽 4—轮辋体宽 5—轮辋胎座角 6—凸峰 7—气门孔 8—气门孔位置 9—平峰 10—中心孔 11—螺栓孔分布圆 12—偏距 13—豁口 14—轮辋直径 15—辐底内平面 16—辐底外平面 17—散热孔 18—合成焊缝 19—锥面(球面)螺栓孔
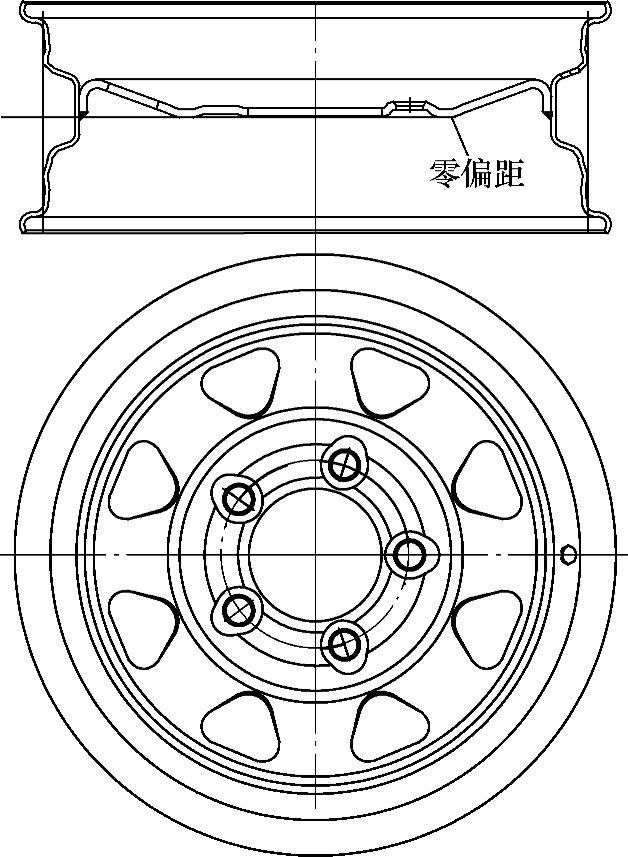
图8-10 零偏距辊压成形车轮产品结构图
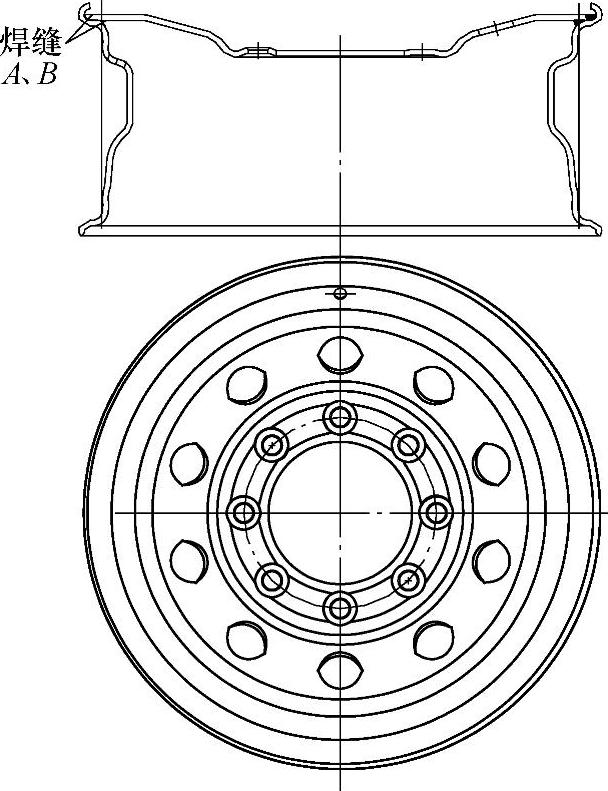
图8-11 全表面辊压成形车轮产品结构图
3.产品的标注形式
以6J×15H2车轮为例
6——车轮宽度(IN);
J——J形断面;(www.daowen.com)
×——辊压成形轮辋;
15——车轮直径(IN);
H2——轮辋双峰结构。
4.产品检验
除了商用车车轮上述检验项目外,还要进行中心孔耐压试验、螺栓孔球面耐压试验、焊缝剪切强度试验、冲击试验、气密性检测、疲劳试验的维勒曲线等检验。产品的功能和性能一是靠材质保证,二是靠工艺及装备保证。工艺是保证产品质量、控制制造成本的重要环节。
5.车轮材料
钢材是构成车轮的主材,对车轮的安全性至关重要,近几年车轮轮辋材料由B320LW提高至RCL550;轮辐材料由B380CL提高至RS600甚至还高一些。车轮材料的升级一方面是提高材料强度,减少材料厚度,降低了车轮的重量;另一方面改善材料的抗疲劳性能,提高了车轮的抗疲劳性能。高强度钢车轮弹性好,车轮更安全。辊压成形车轮轮辋材料的化学成分、机械性能对比见表8-8和表8-9。
表8-8 辊压成形车轮轮辋材料化学成分表(质量百分数,%)

表8-9 辊压成形车轮轮辋材料机械性能表

辊压成形车轮轮辐材料的化学成分、机械性能对比见表8-10和表8-11。
表8-10 辊压成形车轮轮辐材料化学成分表(质量百分数,%)

表8-11 辊压成形车轮轮辐材料机械性能表

从上述车轮材料对比来看,车轮生产用材料已向高强度钢方向发展,国外车轮材料的RM已达到800MPA。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





