车架横梁是材料较厚、强度较高板材的冲压件,冲裁时的冲裁力和成形时弯曲力都较大,模具所承受的各种力也很大,因此要求模具个各零部件能承受相应的力的能力也比较高,因此模具在结构设计及选材上就必须满足承受各种力的要求,一般底板材料选用铸铁HT250或HT300,工作部分的材料需选用高强度耐磨的合金钢材料CR12MOV。
横梁的冲裁模通常为修边冲孔模,它的结构形式为倒装复合模,如图7-30所示,刃口凹模9在上模,件13是冲孔凸模,件17是凸凹模。此种结构模具一般采用弹性压料装置将板料压紧进行冲裁,同时,弹性压料装置由弹簧4通过顶销16推动压料板10,将卡在修边凹模中的制件推出。冲孔废料直接由凸模从凸凹模内孔推出。
横梁的压弯成形模结构一般采用凸模在上模,凹模在下模的结构形式,如图7-31所示。压弯过程中顶板9始终将工件贴紧凸模,并在凸模的作用下将工件压入凹模,同时顶板上的定位销6对工件进行定位,并有效防止毛坯在压弯过程中的滑动偏移。压弯完成后,顶板在气垫的作用下将工件从凹模中顶出,同时弹簧2通过顶料销3将工件从凸模上卸下。
随着生产向多品种小批量的生产方式的转变,各大生产厂家都在向着尽可能减少横梁模具投入的方向发展,因此出现了用数控冲孔切割外形的工艺来替代修边冲孔工艺,从而减少修边冲孔模的投入,同时通过换型实现用一套压弯成形模来完成多个横梁品种的压弯成形,从而实现压弯成形模的通用性,以减少压弯成形模的投入。其换型的原理就是通过增减或更换图7-31中的换型垫片7来实现不同品种横梁压弯成形的通用。
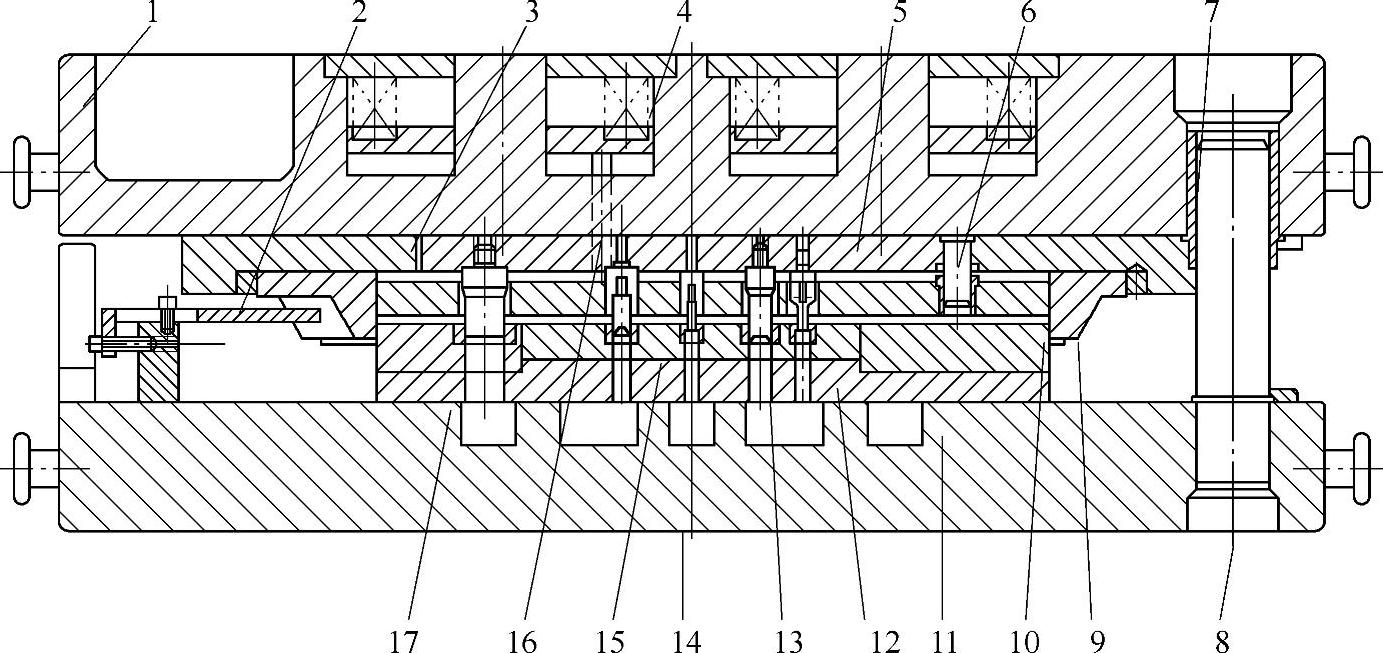
图7-30 修边冲孔模结构图(www.daowen.com)
1—上底板 2—侧定位 3—刃口凹模固定座 4—弹簧 5—冲头固定板 6—卸料板导柱 7—导套 8—导柱 9—刃口凹模 10—压料板 11—刃口凸模固定座 12—冲孔凹模固定板 13—冲孔凸模 14—下底板 15—制件 16—顶销 17—凸凹模
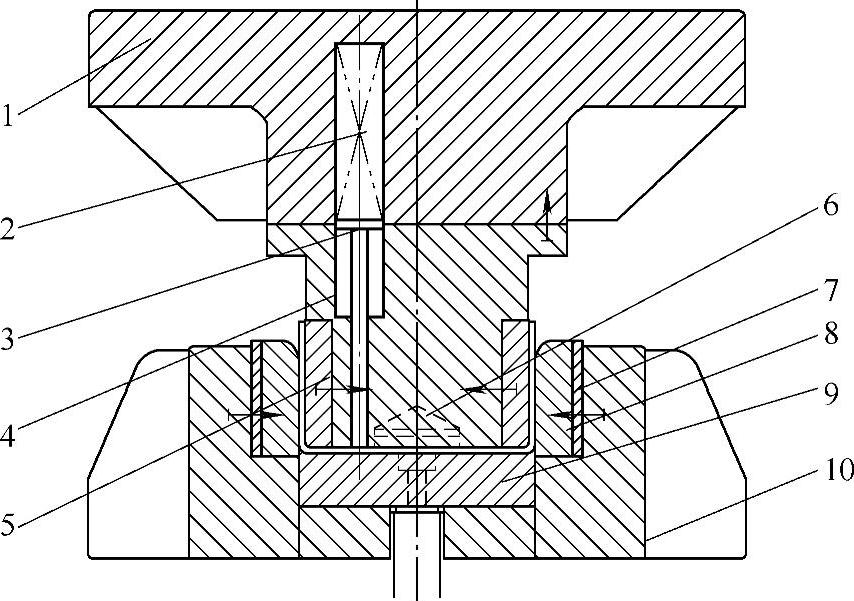
图7-31 压弯模结构图
1—上底板 2—弹簧 3—顶料销 4—凸模固定座 5—凸模镶块 6—定位销 7—换型垫片 8—凹模镶块 9—顶板 10—下底板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





