1.车架纵梁的结构
国家法规和标准对汽车总长、总高、总宽、轴荷、转向直径等的限定往往会影响到纵梁的外形。
货车车架后部,在汽车总宽的限定下,扣除车轮和悬架的宽度,即为车架的最大宽度。在其前部外侧,必须留出转向轮的运动空间,其内侧则须为发动机提供装置空间。据此,即可确定车架宽度。当前后宽度无法统一时,即须将其分别确定。纵梁在水平方向可能是直的,也可能是弯的。在轿车上,还需考虑车身悬置的方便,常须将车架中部加宽。这样,总量水平弯度还要大些,弯曲情况也更为复杂一些。
在汽车总高的限定下,纵梁上表面受驾驶室底板、车厢底板、轿车车身底板的限制,其前部还受散热器及车头布置的限制。纵梁下表面在前后轴处必须便于悬架系统的布置,并为其留出足够的运动空间。在轿车的中部,则须留出足够的离地间隙。这样纵梁常为变截面。有时其前段还须向下弯曲。在轿车的前后悬架处,还须向上拱起。
双向弯曲的纵梁,材料利用率低,制造难度大,且不利于受力。但出于整车布置的需要,常为轿车所采用。在货车上,应注意纵梁形状的简化,以利于系列化和生产。等截面直纵梁在这方面具有突出的优势,其缺点是自重太大,并常受整车布置的限制,主要为重型货车所选用。轻型和中型货车,其车架纵梁一般前部为变截面,中后部为等截面。
车架纵梁截面主要有槽形、箱形、工字形、Z形等几种。
槽形截面抗弯强度好,零件安装紧固方便。采用冲压工艺,可方便地制成变截面梁,有时还可做成双向弯曲的梁,适于大量生产。广泛应用于货车和客车。箱形截面扭转刚度及强度都较大,多用于轿车。在客车和轻型越野车上也常应用。工字形截面可用不同强度、不同厚度的板料组焊而成,以取得极大的弯曲强度,并可减轻重量。常用于超重型货车。Z形截面适用于当发动机尺寸较大时,便于整车前部布置,无须加大车架前部宽度。为少数载货车采用。
选用冷弯型材作坯料,工厂即可不用大型冲压设备和模具。
一台车架总成有左右两根车架纵梁,左右梁结构对称。因功能和受力情况要求不同,不
同车型的车架纵梁结构形式也不一样。货
车及部分客车车架纵梁的主要几种结构形
式如图7-2所示。图7-2A~图7-2C所示结构为轻型及中
型货车所采用;图7-2A、图7-2C和图7-
2D所示结构为重型货车所采用;图7-2E
结构为重心低、舒适性好的中、高档面包
车和客车所采用。重型货车车架纵梁普遍采用双梁结构,
纵梁与加强梁料厚匹配目前国内主要有:
“7+5”、“7+7”、“8+5”、“8+6”、
“8+7”、“8+8”等几种。与中型车车架(www.daowen.com)
纵梁相比,其主要变化是“加强、加长、
加宽”等,产品特征如下:材料:高强度钢板,抗拉强度RM在
510~780MPA之间,甚至更高。结构:双大梁结构,即纵梁+加强梁。料厚:纵梁:7.0MM,8.0MM;加强
梁:5.0MM,6.0MM,7.0MM,8.0MM。
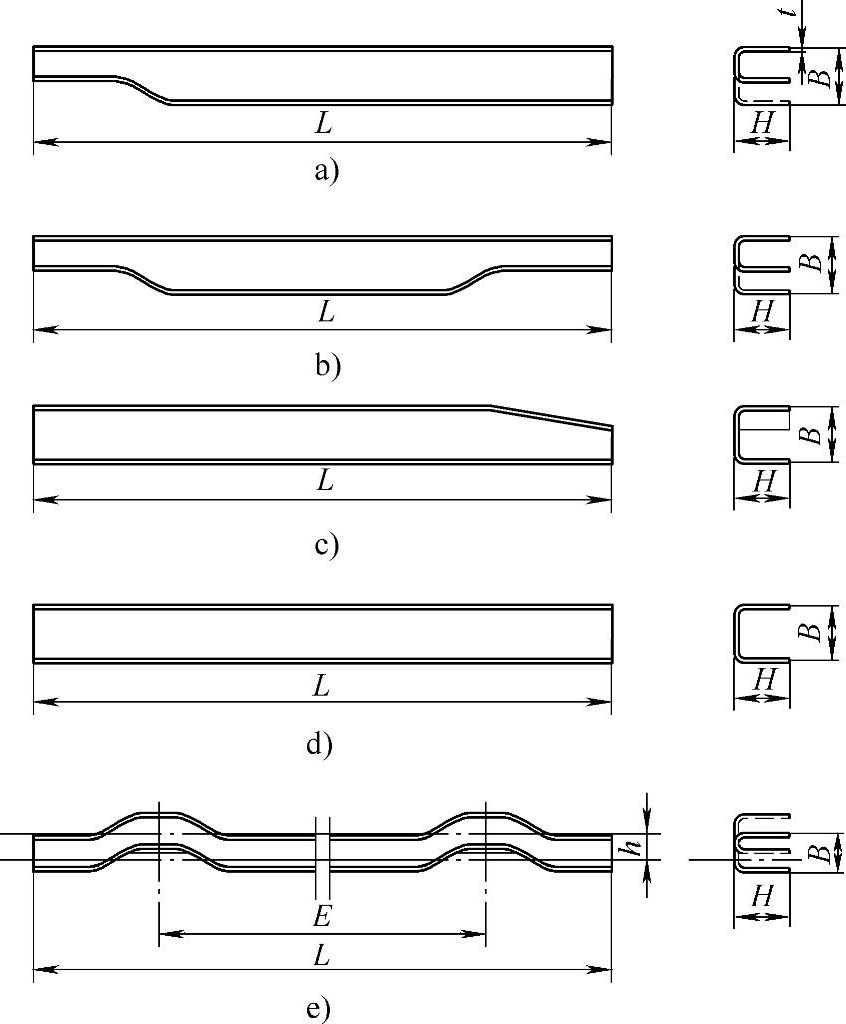
图7-2 载货汽车及部分客车车架纵梁的几种结构形式
纵梁断面尺寸:250MM,280MM,300MM,甚至更大长度:5600~11500MM。
纵梁类型:通常有几种类型,如图7-3所示。
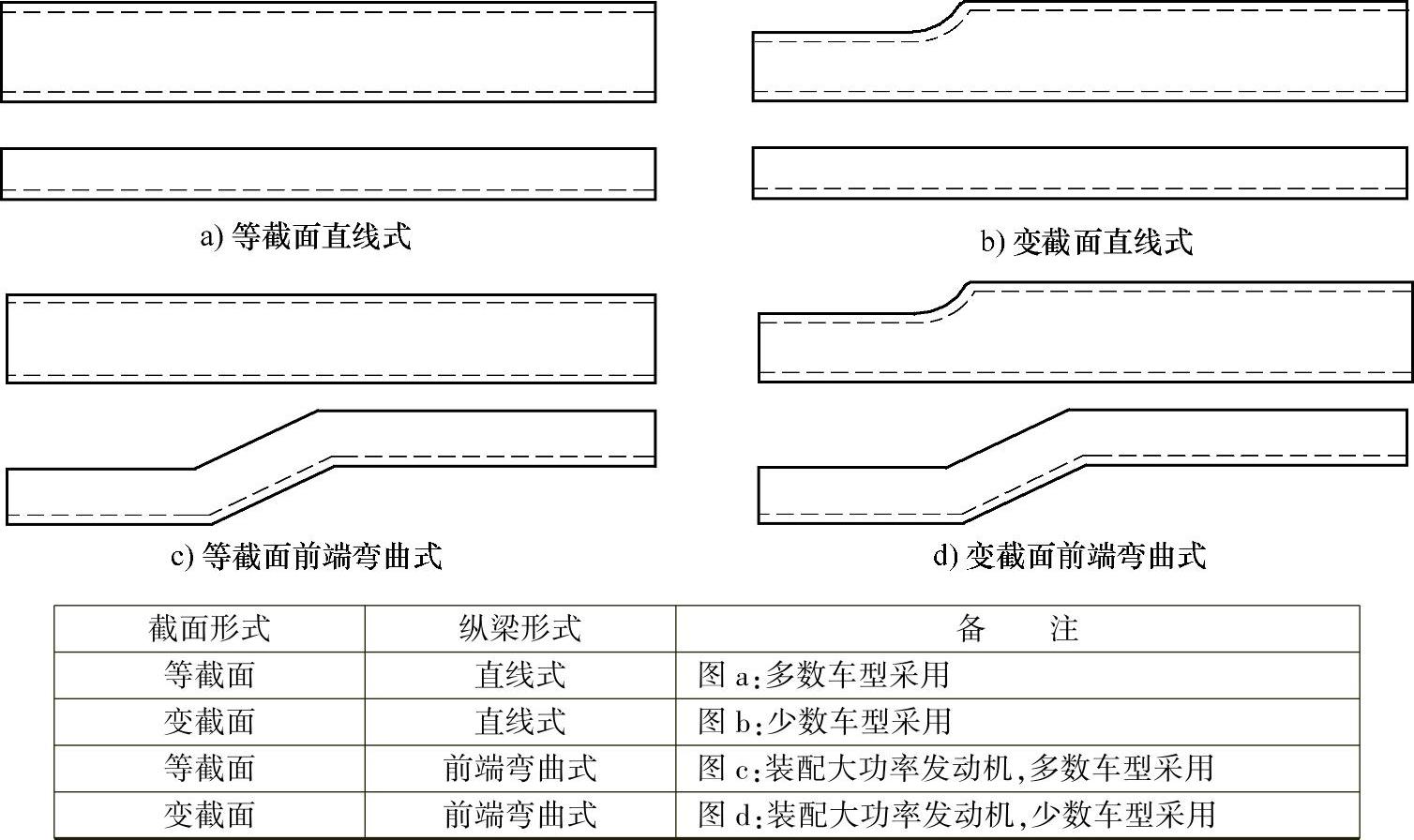
图7-3 重型货车车架纵梁常用结构形式
2.车架纵梁的作用
货车的驾驶室翻转支架、发动机悬置支架、钢板弹簧支架、转向机支架、储气筒支架等直接铆接或用螺栓连接在车架纵梁之上,与这些支架连接的零件及总成的各种作用力都直接传递至车架纵梁。车架纵梁承受垂直弯曲应力、水平弯曲应力、扭转应力作用,这就要求纵梁具有足够的强度,一般从材料和形状上提高其强度,货车车架纵梁一般选用高强度或超高强度的热轧钢板。随着汽车载重量的增加,纵梁腹面截面宽度尺寸、翼面宽度尺寸及材料厚度也相应加大,加大腹面截面宽度则垂直弯曲强度变大,加大翼面宽度尺寸则水平弯曲强度变大(但过大将引起失稳)。通常腹翼面宽度比为3∶1左右。
3.车架纵梁的技术要求
车架纵梁的成形形状和孔位精度直接影响车架总成及整车的装配质量,因此,车架纵梁的腹面纵向直线度、翼面纵向直线度、腹面平面度、扭曲挠度、表面质量、腹面开口尺寸、翼面高度尺寸及孔位精度等都有相应的技术要求,表7-1及图7-4所示为车架纵梁辊压及三面数控冲孔工艺的技术要求。
表7-1 载货车车架纵梁辊压及三面数控冲孔工艺的技术要求
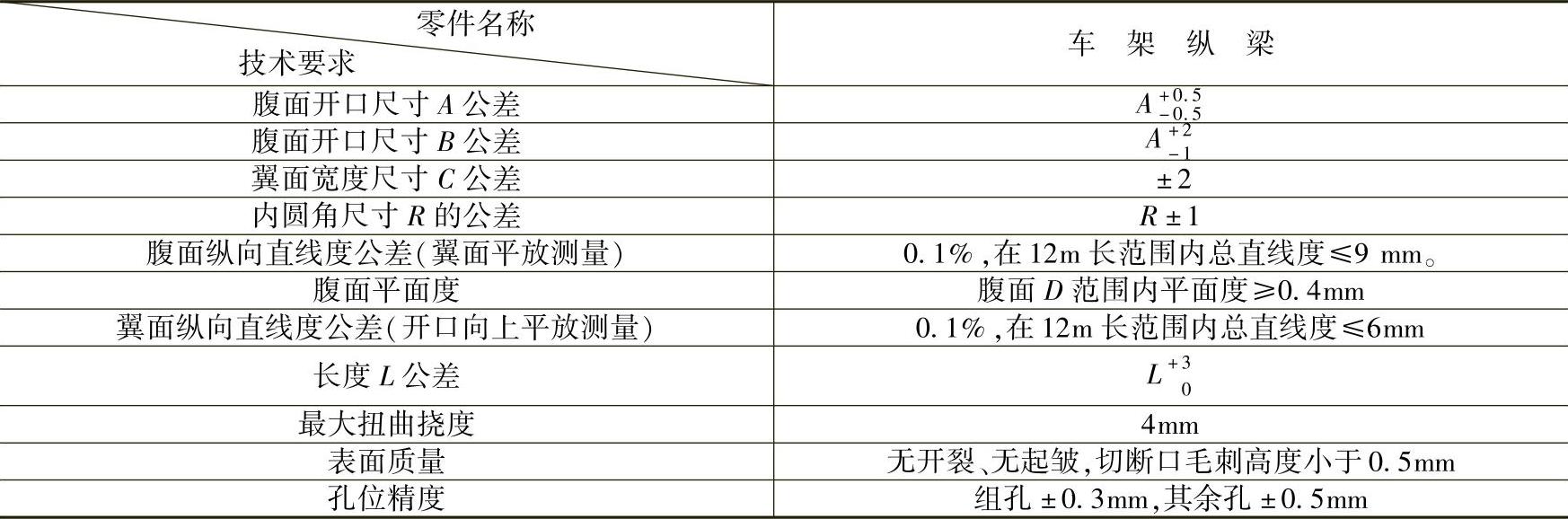
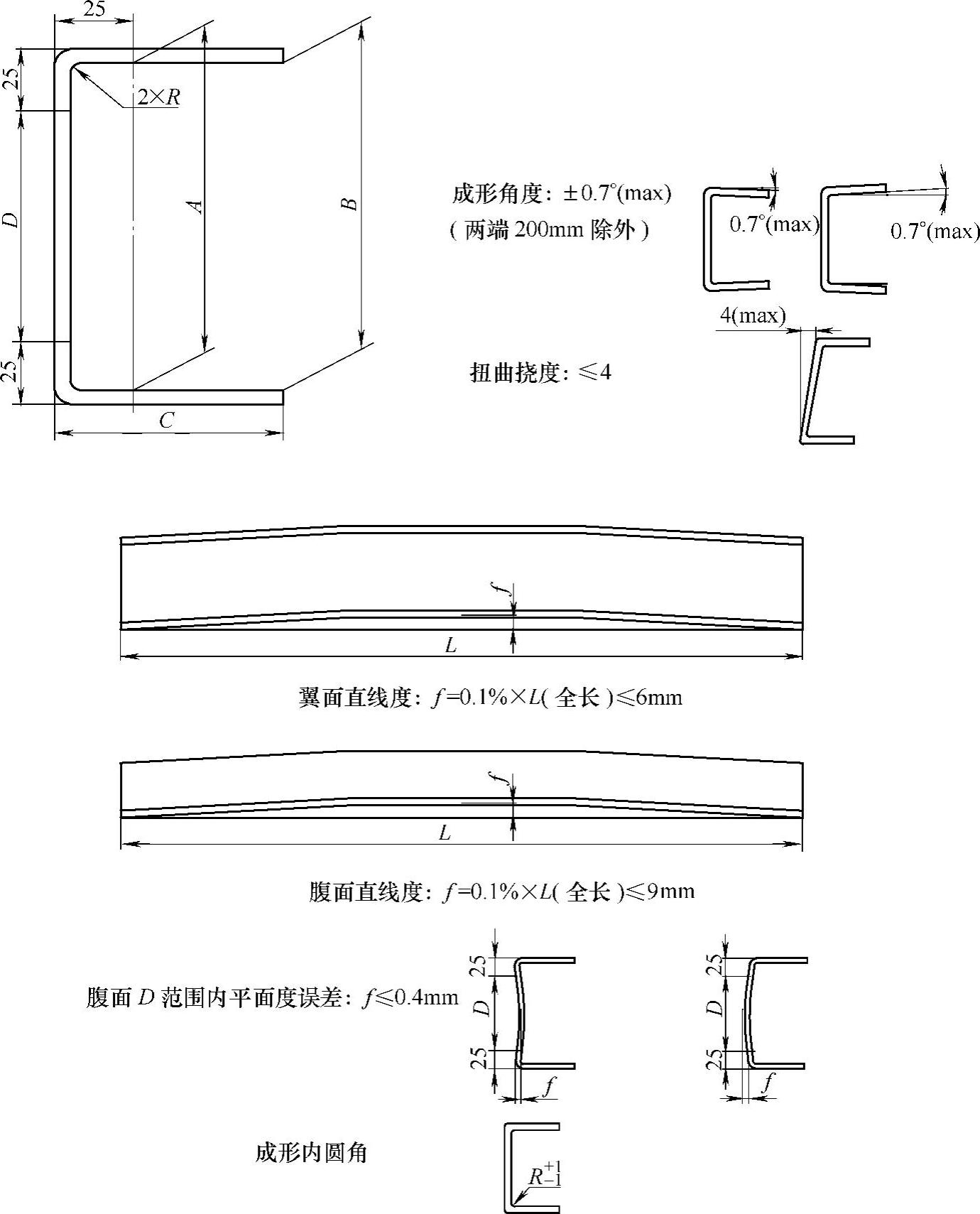
图7-4 车架纵梁辊压成形工艺技术要求
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






