产品造型的质量稳定性是指冲压零件在一定范围内适应边界条件波动(如压边力变化、材料性能变化等),保持质量稳定的能力,与零件的成形性直接相关。局部带有处于成形极限(开裂成形极限和起皱成形极限)状态的零件,生产时往往质量稳定性差。
例如,在6.2.5节提到的某车型行李箱盖外板,在完成最终选材后,零件在批量生产过程中出现了质量稳定性差问题。
解决生产质量稳定性差问题的做法是,通过对该件批量生产实际过程进行检测,对实物进行应变成形分析,即成形极限(FORMING LIMIT DIAGRAM)分析,进而提出生产质量稳定性差改进方案。首先,对该件需要进行分析的区域(见图6-23),用酸腐蚀划出网格作为分析的基本输入。然后,按实际生产条件设定各种参数,如压边力、拉深力、涂油厚度等,在连续生产若干件之后,将备好的试样板材完成首道拉深工序。当确定拉深件一切正常后,利用检测仪器对拉深后的各区域进行数据采集,分析整理,完成实物FLD分析并出具报告。
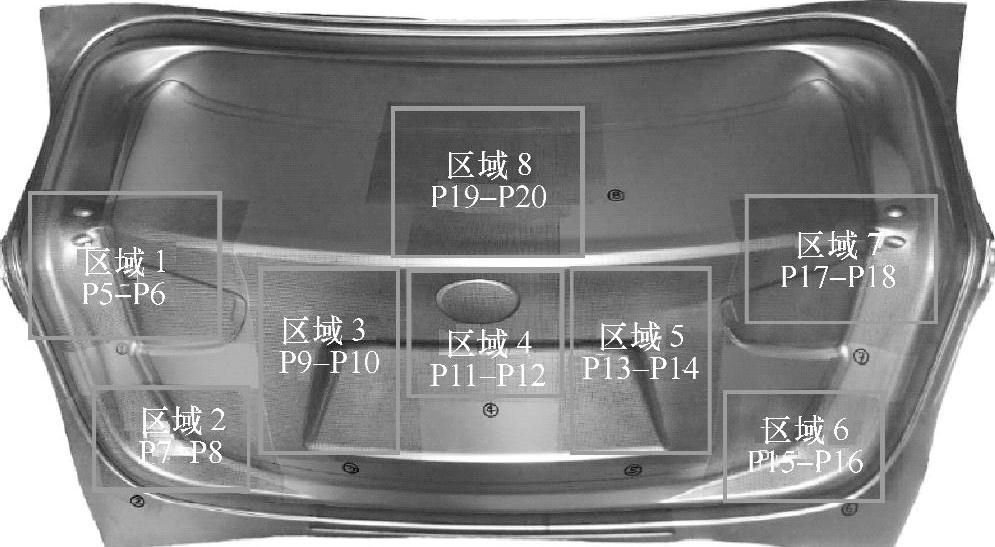
图6-23 实物测量区域汇总图
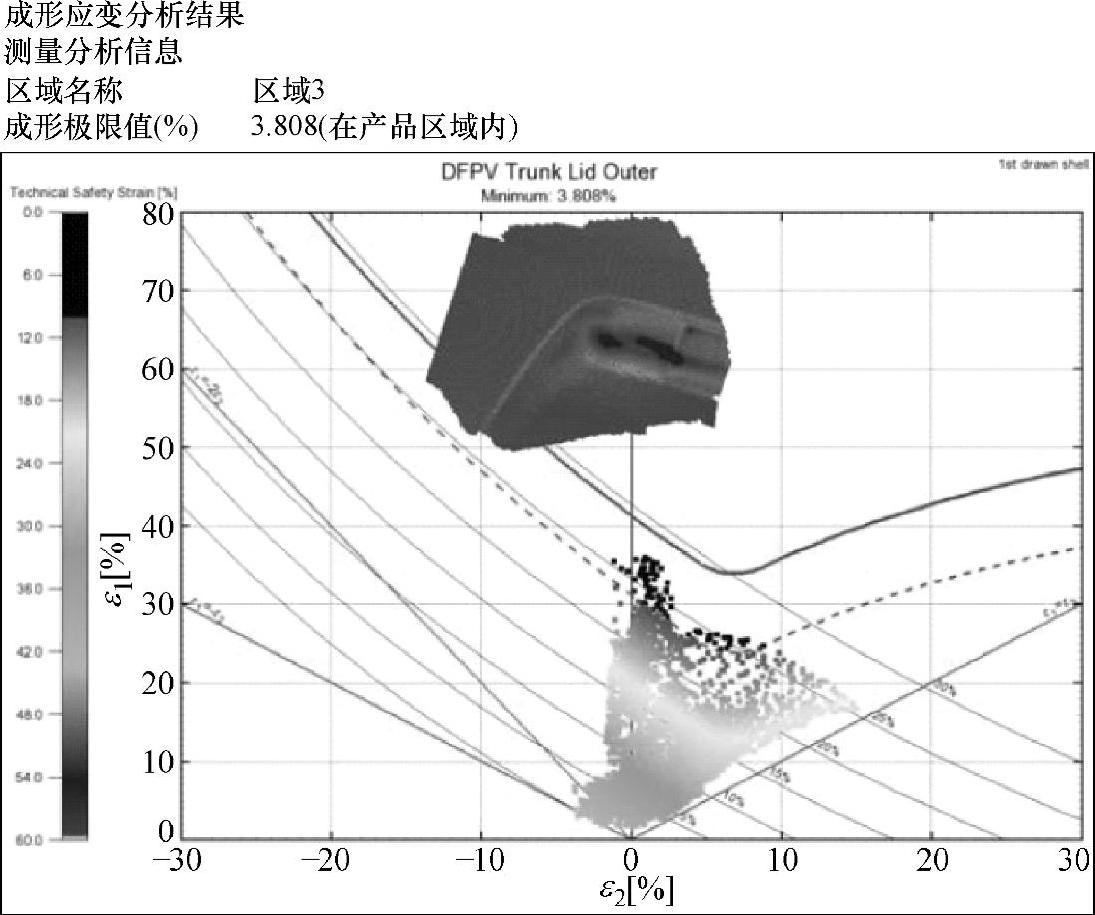
对图6-23所示的影响生产稳定性的区域3进行跟踪观察,其FLD成形应变分析结果如图6-24所示,对区域3的成形极限FLD值和最大厚向减薄率的分析结论与改善建议如图6-25所示。
 (www.daowen.com)
(www.daowen.com)
图6-24 局部区域3的FLD成形应变分析结果
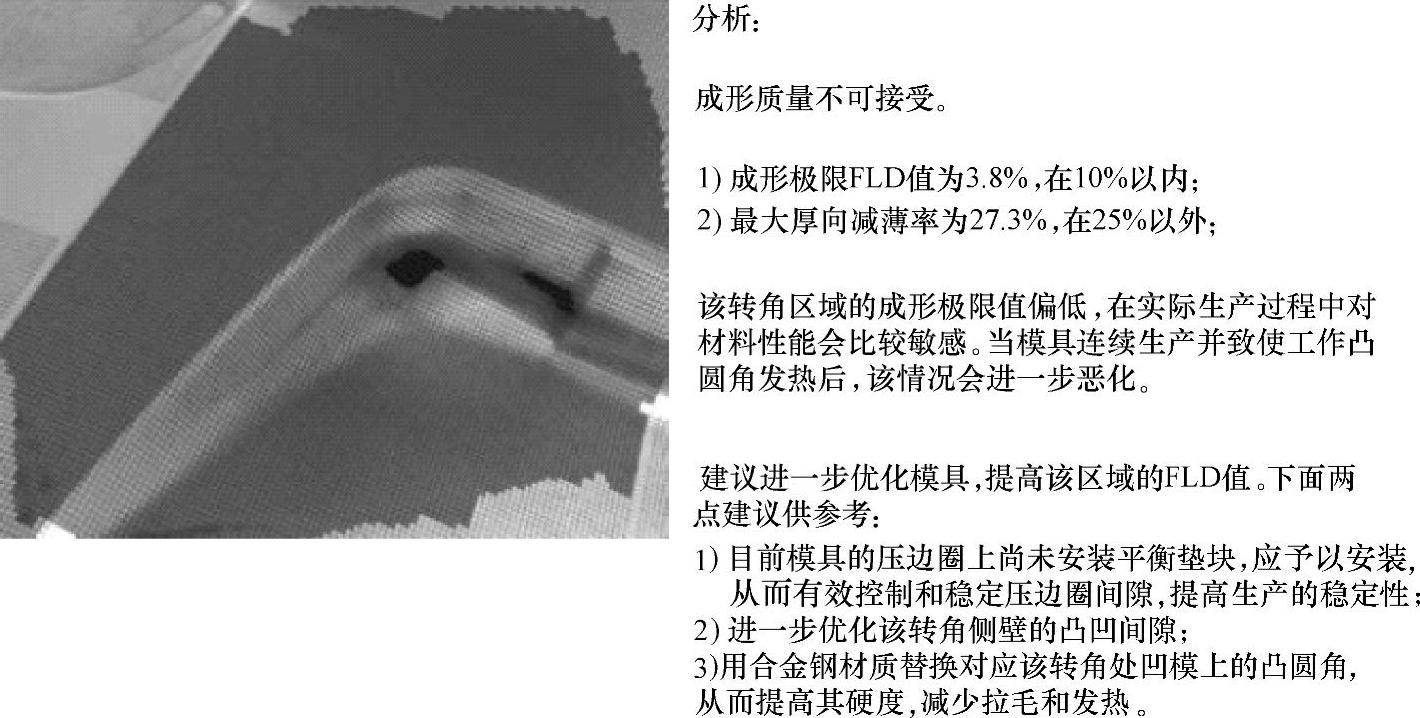
图6-25 对区域3成形的分析结论与改善建议
实物FLD分析结果显示,牌照底部区域(区域3)仍然不能满足批量生产要求,其成形安全裕度仅为3.8%,也就是说实际生产中任何一个条件或累计条件,发生3.8个百分点的变化就不能生产出合格零件。
如上所知,该冲压件在材料方面已无多少选择余地,只有对局部形状可做进一步更改,在不影响零件装配、造型的前提下,适当放大牌照底部、上部的R角,最终保证了批量生产的质量稳定性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






