与零件成形工艺相对应,覆盖件模具主要包括拉深模、切边模、翻边模和整形模等几种类型。覆盖件模具无疑是覆盖件生产过程中最重要的因素之一,模具的质量很大程度上决定了覆盖件质量的优劣。纵观美国、德国、日本等汽车生产强国,它们无一例外都有强大的模具产业为整车厂提供精良优质的汽车模具,形成了成熟的模具设计制造体系。汽车覆盖件成形模具类型大体上包括以下几种。
1.拉深模
覆盖件拉深模按结构类型划分主要有单动拉深模和双动拉深模两种。单、双动拉深模的选择原则:一般形状复杂、拉深深度较深、需要压料力较大的覆盖件采用双动拉深模;反之则采用单动模具。图4-17和图4-18分别为单动拉深模和双动拉深模的典型结构。
拉深模铸件主要由三大件组成:凸模、凹模和压料圈,其余部件均为标准件。考虑模具材料成本、设备加工条件、模具强度等问题,拉深模又可派生出多种结构:凸模可分为整体凸模和分体凸模,凹模也可分为整体凹模和分体凹模等。
2.修边模
一般所称的修边模包括了修边冲孔模,冲孔合并在修边模中对修边模的结构影响不大,只是增加了冲孔的凸模和凹模。根据修边镶块的运动方向,修边模可分为以下三类。
1)修边镶块与压力机方向一致作垂直运动,这类模具称为垂直修边模。在考虑拉深件的工序时应首先注意到覆盖件的翻边展开的修边应尽量地采用垂直修边模。
2)修边镶块作水平运动或倾斜运动的修边模称为斜楔修边模。由于压力机的上下运动经斜楔传给装有修边镶块的滑块,因此结构较复杂,冲模工作部分所占面积也较大。
3)一些修边镶块作垂直方向运动,而另一些修边镶块作水平或倾斜方向运动的修边模称为垂直斜楔修边模。这类模具内部结构复杂,必须慎重处理废料的分块以及垂直方向运动和水平或倾斜方向运动的修边镶块的交接。
修边模主要由上、下底板、压料板、修边镶块、冲孔部件、固定座等组成,大都采用铸件和标准件,铸件上非重要部位应挖减轻孔,重要部分应加筋,增加强度。图4-19为修边冲孔模的一般结构。
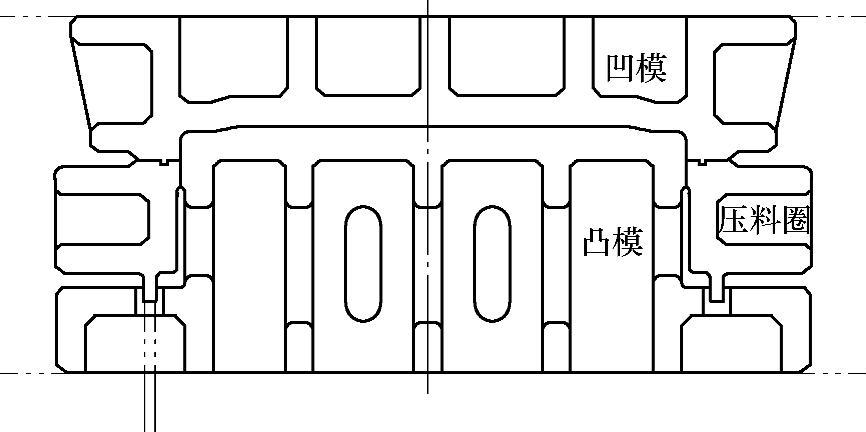
图4-17 单动拉深模的典型结构
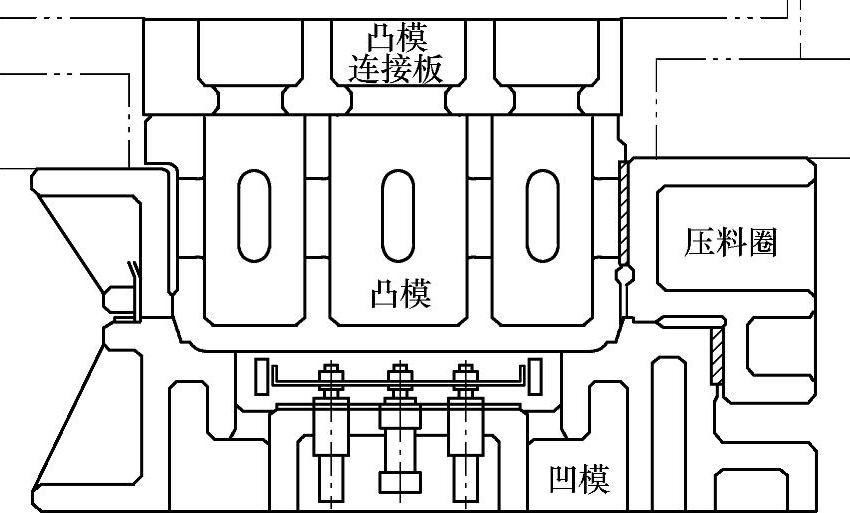
图4-18 双动拉深模的典型结构
3.整形翻边模
翻边是覆盖件冲压的重要工序之一。翻边的同时一般都有整形的发生,所以又叫翻边整形模,根据翻边镶块的运动方向,翻边模可分为以下五类。
1)翻边镶块与压力机方向一致作垂直运动,这类模具称为垂直翻边模。这类冲模结构比较简单,制件翻边后包在凸模上,退料时需要退料器同时退料,否则会造成退料后制件变形。
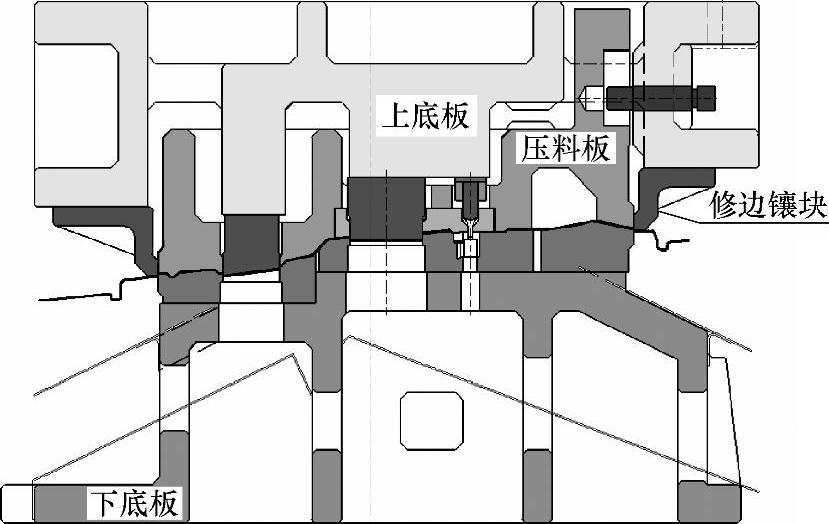
图4-19 修边冲孔模的一般结构
2)翻边凹模单面向内作水平运动或倾斜运动的翻边模称为斜楔翻边模。由于压力机的上下运动经斜楔传给装有翻边镶块的滑块,因此结构较复杂。翻边后制件能够取出,因此翻边凸模是一整体。
3)翻边凹模多面向内作水平运动或倾斜运动的翻边模称为斜楔开花翻边模。翻边后制件包在翻边凸模上,无法取出,因此必须将翻边凸模做成活动的,扩张成翻边状,这类冲模结构比较复杂。
4)翻边凹模对称两面向外作水平运动或倾斜运动的翻边模称为斜楔向外翻边模。翻边后制件能够取出。
5)覆盖件窗口的封闭向外翻边的翻边模称为内外全开花翻边模。翻边后制件包在翻边凸模上无法取出,必须将翻边凸模做成活动的,缩小成翻边形状。这类冲模结构很复杂。
翻边模主要由上底板、下底板、压料板、翻边镶块、凸模等组成,大都采用铸件和标准件,铸件上非重要部位应挖减轻孔,重要部分应加筋,增加强度。图4-20和图4-21分别为向下、向上翻边模的典型结构。
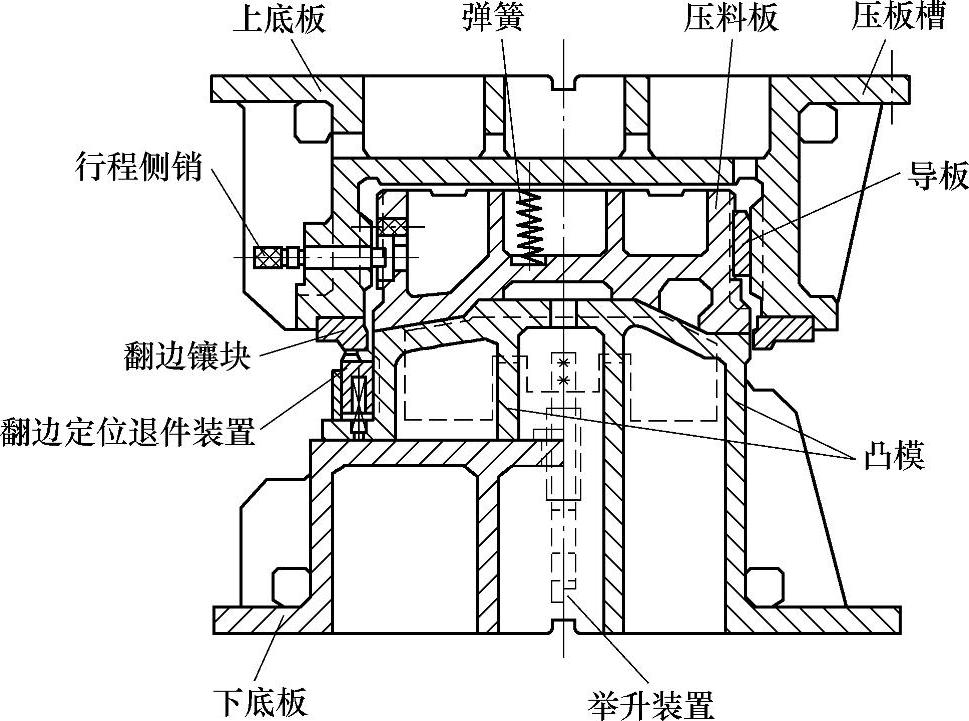
图4-20 向下翻边模的典型结构
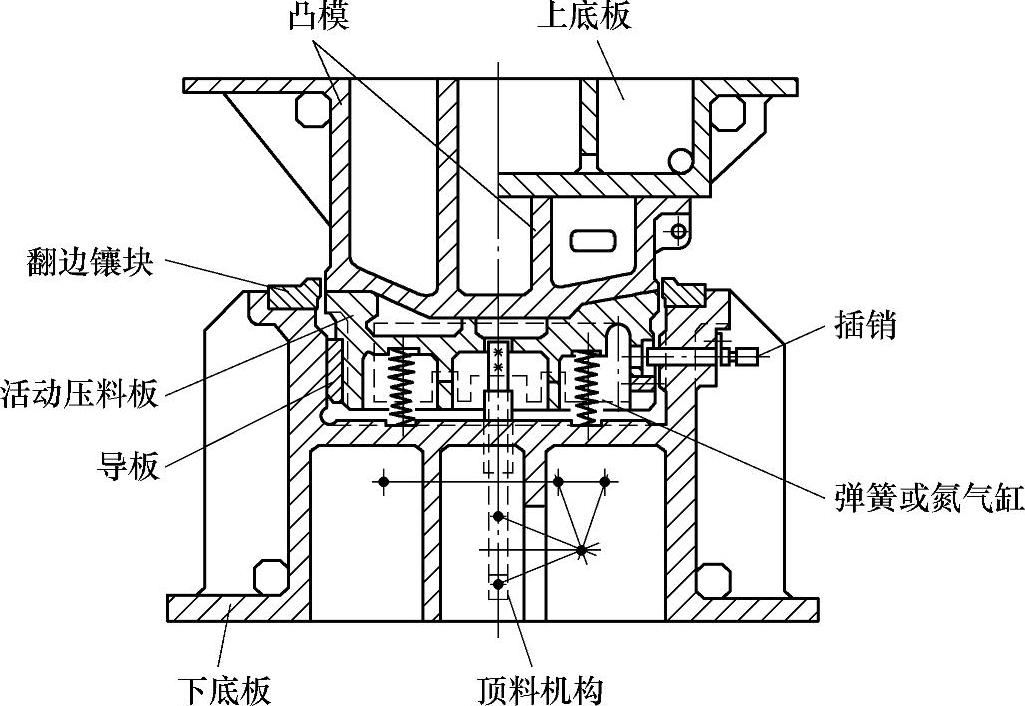
图4-21 向上翻边模的典型结构
4.斜楔模
一般的冲压加工为垂直方向,而当制件加工方向必须倾斜时,应采用斜楔机构,即斜楔模。斜楔模一般所用的斜楔结构如图4-22~图4-26所示。(www.daowen.com)
水平动作斜楔——结构相对简单,但有时不利于制件的送入和取出,甚至不可能送入和取出。
倾斜动作斜楔——加工方向不是水平的,与水平侧冲相比,制件流向为前后方向时,操作性差,且结构复杂。
吊装斜楔——加工方向倾斜角度大,倾斜侧冲不能使用时使用。行程短且取放件操作性较好。
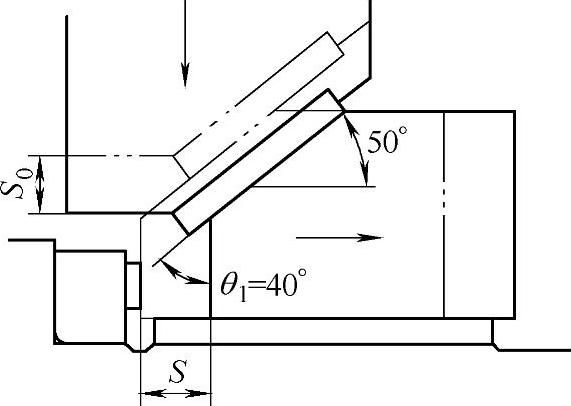
图4-22 单动斜楔(水平动作)
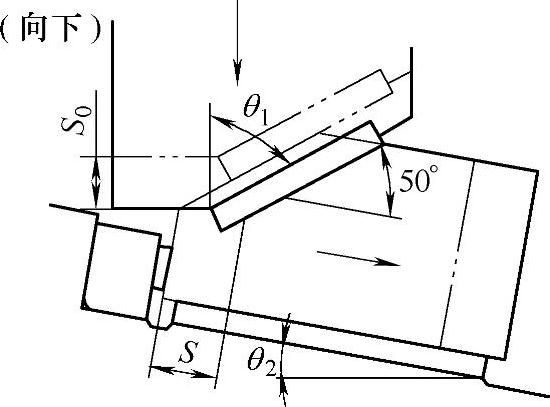
图4-23 单动斜楔(向下倾斜动作)
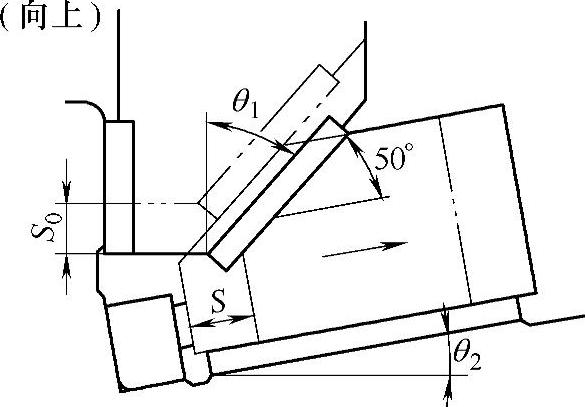
图4-24 单动斜楔(向上倾斜动作)
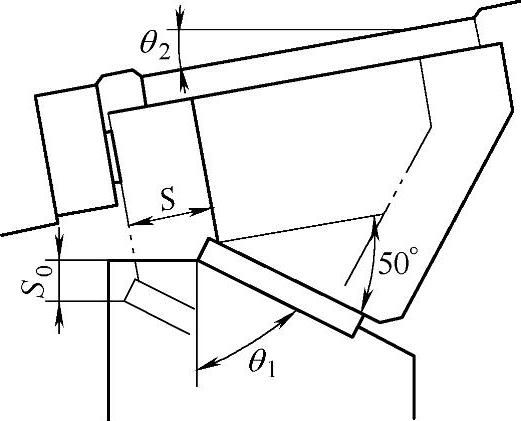
图4-25 吊装斜楔
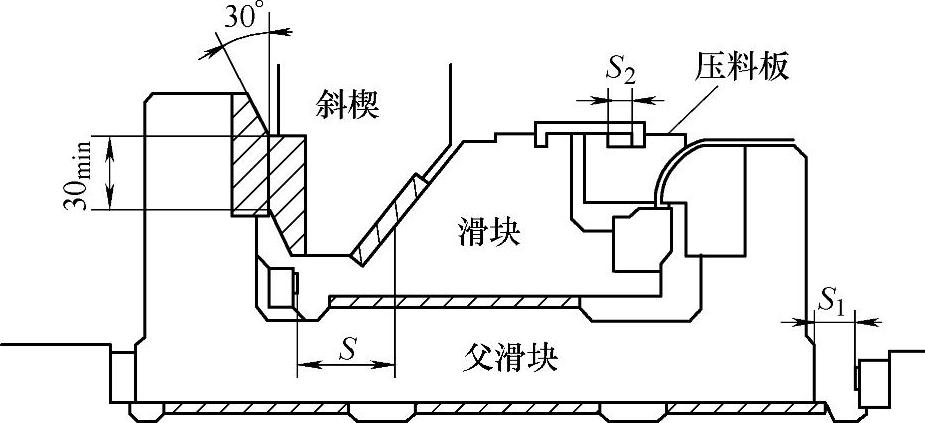
图4-26 双动斜楔
摆动结构——用于含有上翻边的模具,不能使用压力机缓冲装置,或加工范围小,不必使用压力机缓冲的情况下,如图4-27所示。
旋转凸轮结构——旋转凸轮是指在负角成形时,通过凸模的旋转,达到消除取件困难而设计的凸轮机构,如图4-28所示。
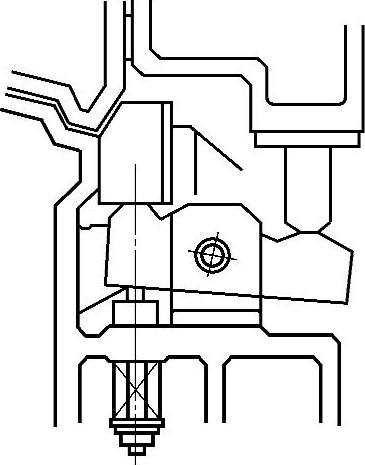
图4-27 摆动结构
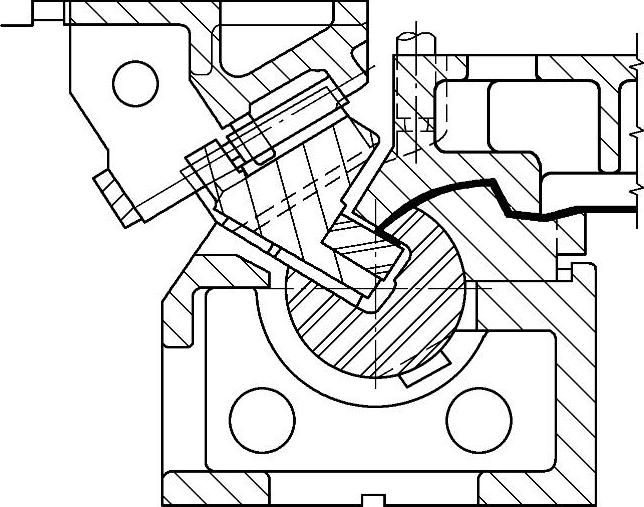
图4-28 旋转凸轮
5.压合模
为了提高产品的表面质量,其内外覆盖件的连接不是采用点焊的方法,而是通过压合工艺连接起来的。压合模工作过程分为两个部分:预包、压合。预压合结构是压合模的主要工作结构,也是压合模成败的关键。预压合过程要用预压合CAM来实现,它是一个往复运动,预压合动作完成后,预压合CAM回位让出空间,由压合凹模向下运动完成压合过程。因压合模有以上工作动作,各动作之间要求协调,故压合模结构一般较为复杂。图4-29为压合模的模具结构。
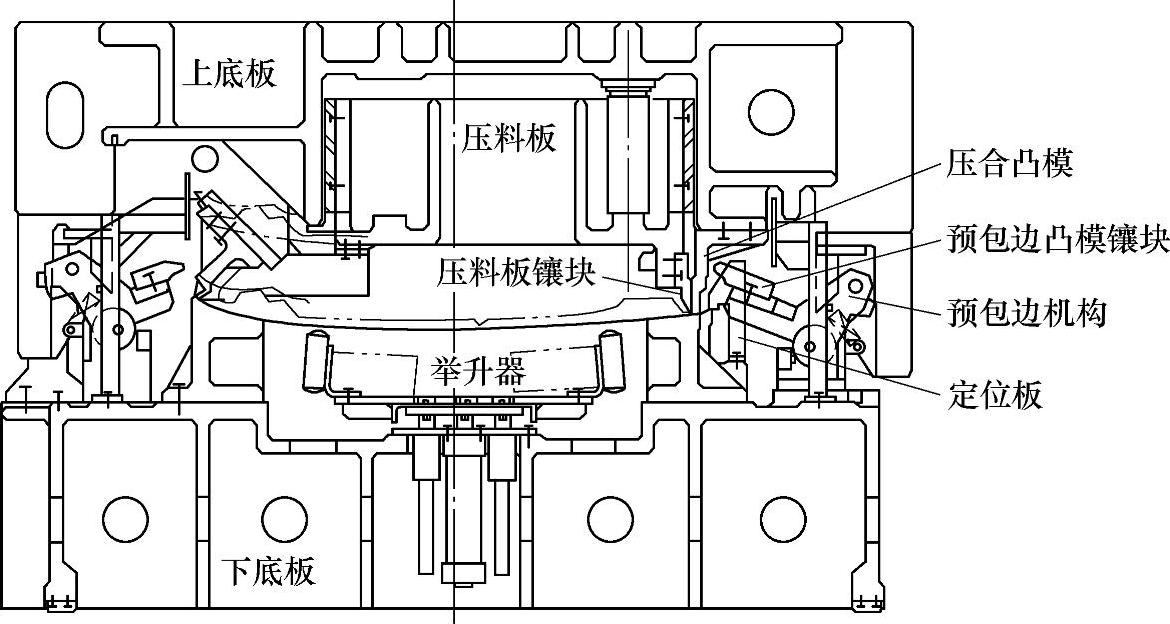
图4-29 压合模的模具结构
常见预包边机构如图4-30~图4-32所示。
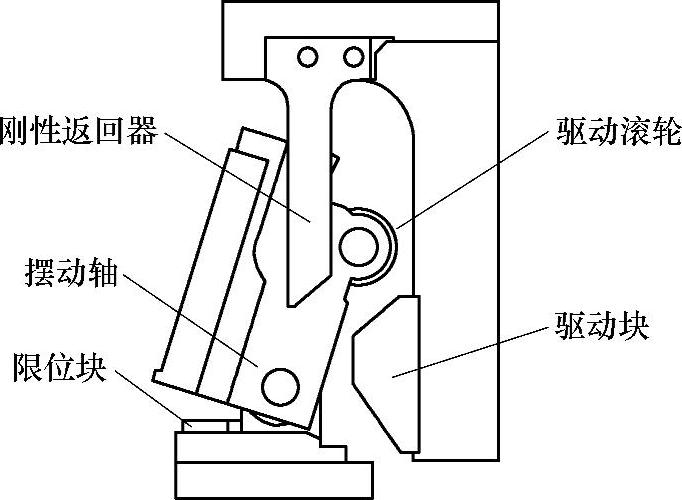
图4-30 单摆折边模
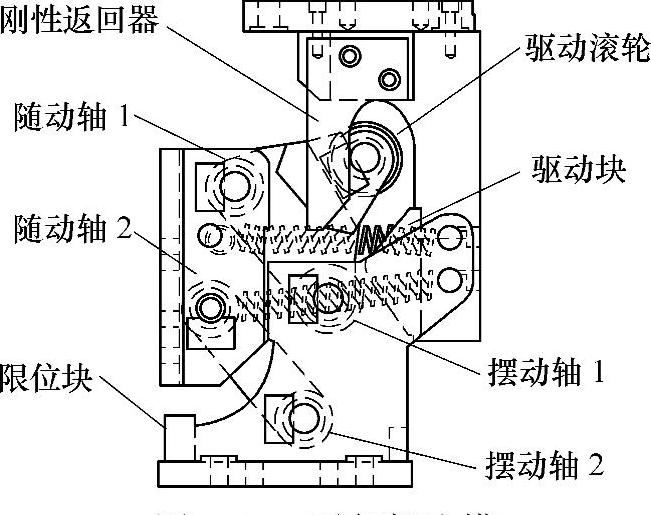
图4-31 平行折边模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






