
尽管受到投资成本、工艺的可靠性等因素的困扰,在国内一些中、小企业还是把优化现有生产工艺作为企业发展策略的首选,但国外以及国内的一些大型企业已开始广泛研究和开发板材成形新技术、新工艺,以提高材料利用率、减少零件制造工序和降低成本。为了优化冲压工艺,降低生产成本,汽车厂都在进行着不懈的探索。一些工艺方法正在不断应用到生产实际当中。
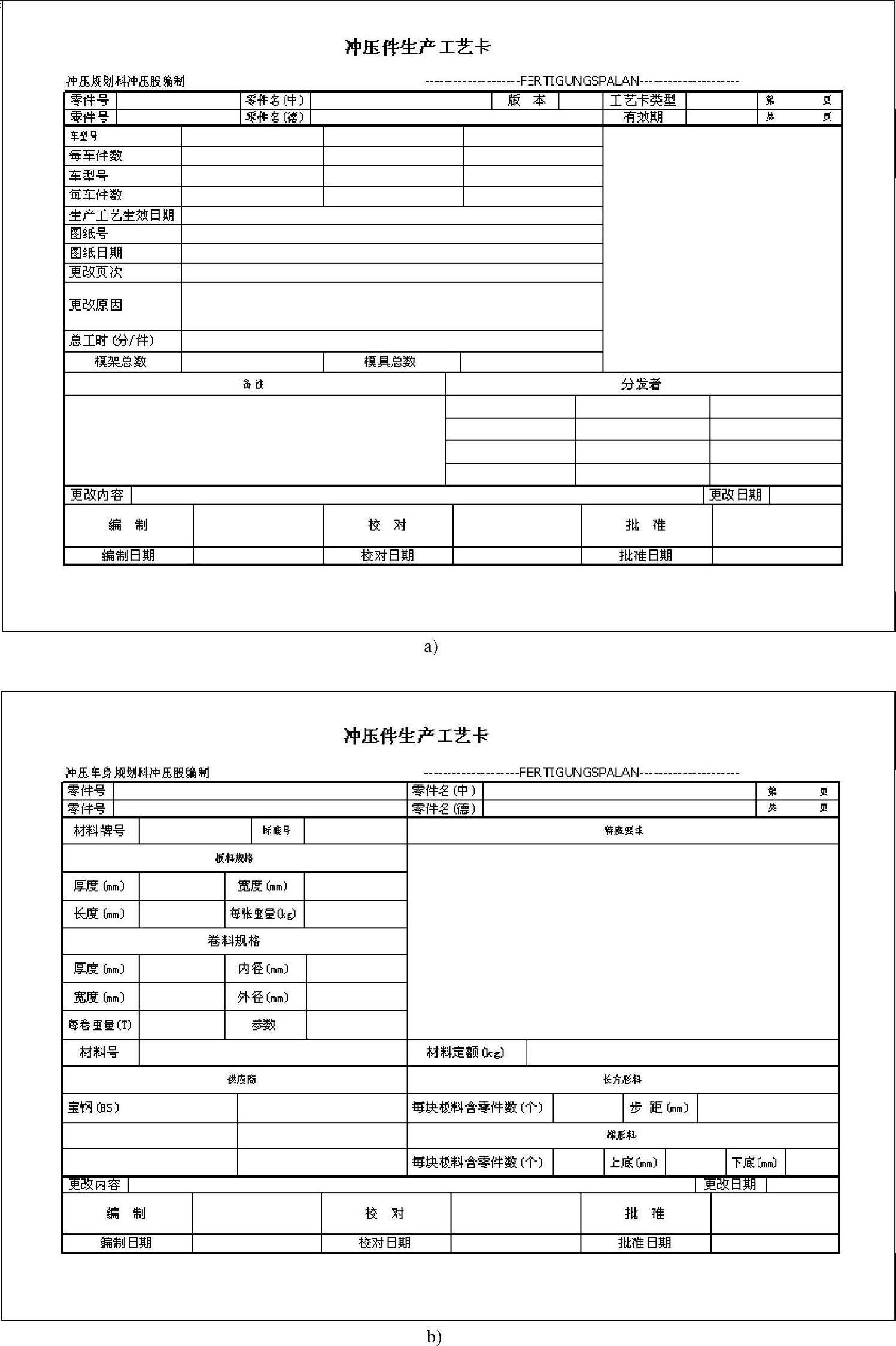
图4-5 工艺卡示例
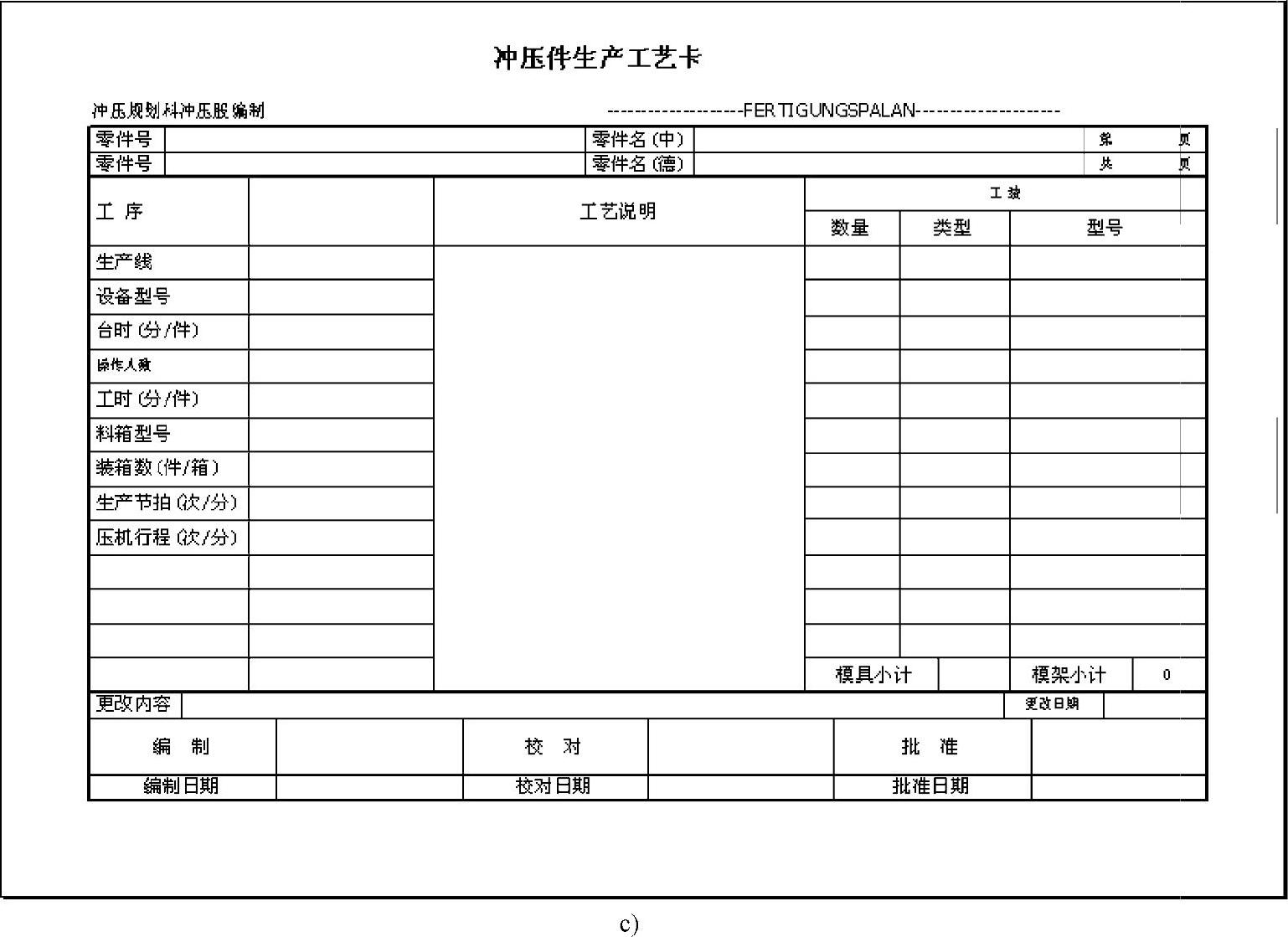
图4-5 工艺卡示例(续)
1.采用整体冲压成形技术
相对以往侧围零件由几个零件拼焊而成的工艺,采用整体侧围冲压成形技术不仅可以减少零件和模具数量,降低成本,而且可以提升车身刚度,在碰撞时具有更高的安全性。此外,整体零件也有利于提高车身装配尺寸精度。目前国内外汽车公司采用整体侧围已经成为一种趋势。
2.利用先进设备所具有优势,减少模具数量
目前,很多汽车制造公司引入了一些先进的设备,极大地提高了生产效率,也在一定程度上提升了工艺水平。例如,通过对前盖内外板板材形状的研究发现,前盖内外板料片形状比较相似:除了单弧形就是中间弧形和部分直线的组合,因此,为了降低汽车模具制造费用,提高落料生产效率,汽车公司在引进的先进高速开卷线中配备了圆弧形刀。(高速圆弧形落料刀架刀口见图4-6),对于料片形状比较相似的前盖内、外板(除了单弧形就是中间弧形和部分直线的组合),采用带圆弧的标准化形状进行模拟,可节约一道落料模。
图4-6 高速圆弧形落料刀架刀口
3.利用一模双件或者一模四件技术,减少模具数量
为了提高生产效率,减少模具数量,一模多件成形技术被广泛采用,左右对称件合模,如左右前翼子板组合、左右门板组合、前盖和后盖外板组合等,对于门外板零件,一模四件的方案也已经在一些车型上加以使用。采用这种工艺使整车模具数量大大减少,同时,采用一模双件通常可以使模具费用降低至少30%左右,这对降低冲压的成本起到关键作用,而且压力机利用率大幅提高,但是板材的材料利用率有所降低。
4.在产品设计阶段充分利用CAE技术提高产品的工艺性
目前,CAE技术在汽车覆盖件成形工艺方案阶段的应用已经十分广泛,随着这项技术的不断成熟,现已被应用到产品造型设计阶段。产品工艺性的好坏直接影响着工序和模具数量的多少,通过CAE技术预先对产品的工艺性进行分析,针对工艺性不好的部分,进行工艺更改,可以有效降低模具和工序数量。例如某车型天窗加强板,零件上部分区域圆角过小,很难一次拉深成形,如果严格按照产品数据进行工艺方案设计,必须增加一道整形工序。因产品对于该圆角没有功能要求,所以可以采用更改产品数据的方法,最终达到了减少一付模具的目的。CAD/CAE技术的发展为产品和工艺的并行设计提供了强大的技术平台。新车型开发时,对零件的冲压工艺性的把握是降低模具工序数的关键。
5.运用白光扫描设备与技术缩短模具优化过程
白光扫描技术是一项近几年才引进的先进技术,它具有很多优势和用途。
1)白光扫描便于检查模具形面精度和零件形面变化(见图4-7)。通过白光扫描,可以很快发现是哪道工序模具出了问题,便于采取相应的措施,在相应工序和相应部位进行补偿处理。

图4-7 白光扫描检查模具形面
2)用软件模拟冲压过程(见图4-8),进行表面质量分析、评价。
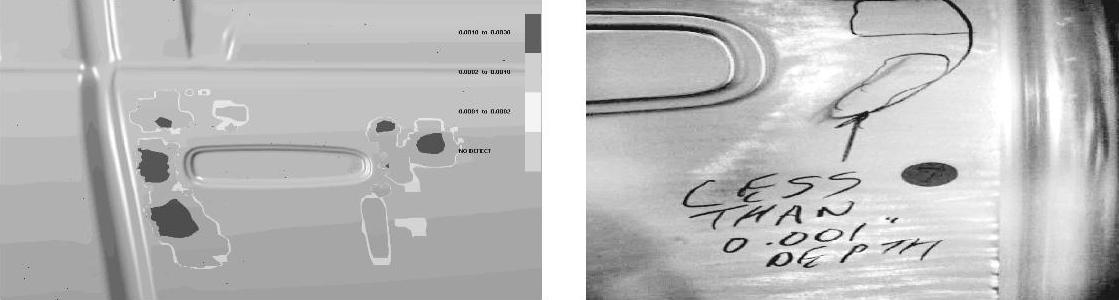
图4-8 用软件模拟冲压过程
3)进行3D模具结构设计(见图4-9),在数字化压机线上模拟。
①模具通过性检查。
②送料高度检查。
④搭建机械手。
⑤在线外进行自动化生产编成。
4)缺陷管理。对于在设计、编程、机加工、装配、调试、零件生产、拼焊和车身制造过程中的问题,要有信息反馈,建立问题信息库,用于指导下一项目包含产品开发阶段经常性地开展WORKSHOP和FMEA的活动,如图4-10所示。
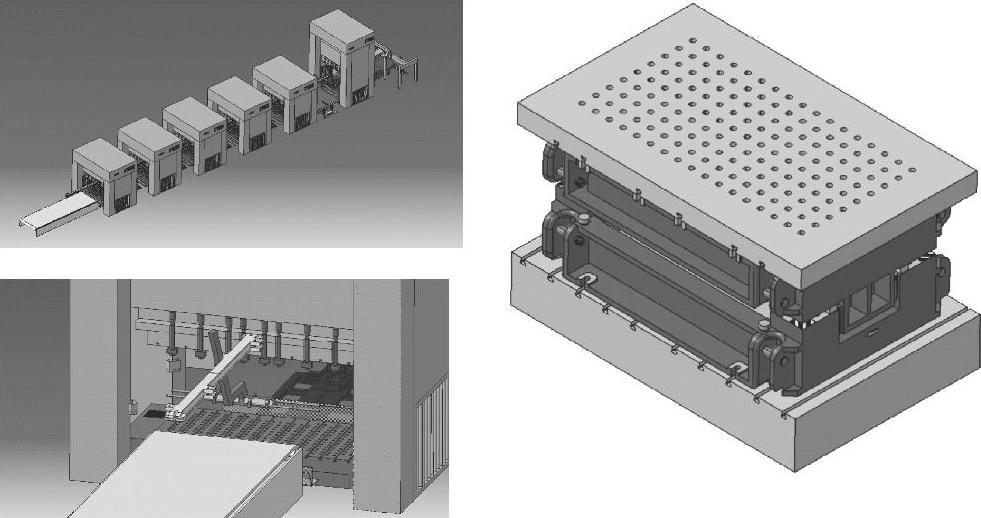
图4-9 进行3D模具结构设计
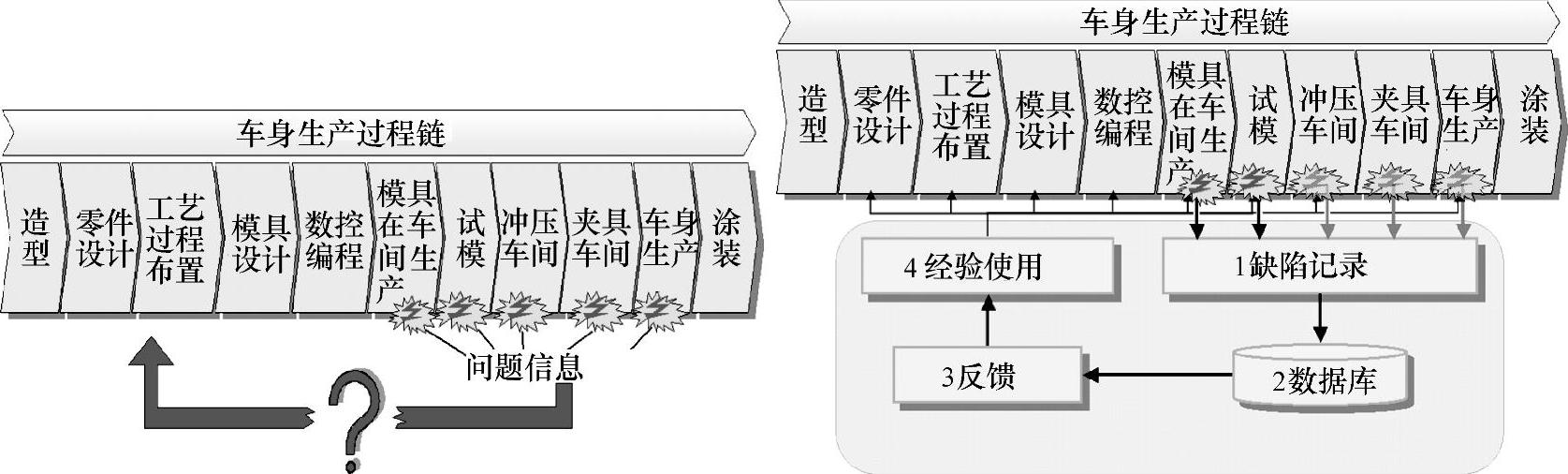
图4-10 缺陷管理(www.daowen.com)
6.冲压同步工程技术
同步工程(SIMULTANEOUS ENGINEERING简称SE)是对产品开发及其相关过程(包括制造过程和支持过程)进行并行、一体化设计的一种系统化的工作模式,也适应于现代科技高速发展和激烈竞争的新的产品开发模式。该技术是模具开发过程中的技术准备和生产准备。模具加工和调试各工序之间的并行工程,即生产准备。将加工工艺及数控程序设计并行,通过先进的三维造型,模拟仿真和有限元分析软件将汽车覆盖件产品设计问题最大限度地消除在前期三维数模设计阶段,大大缩短后期模具制造的时间。
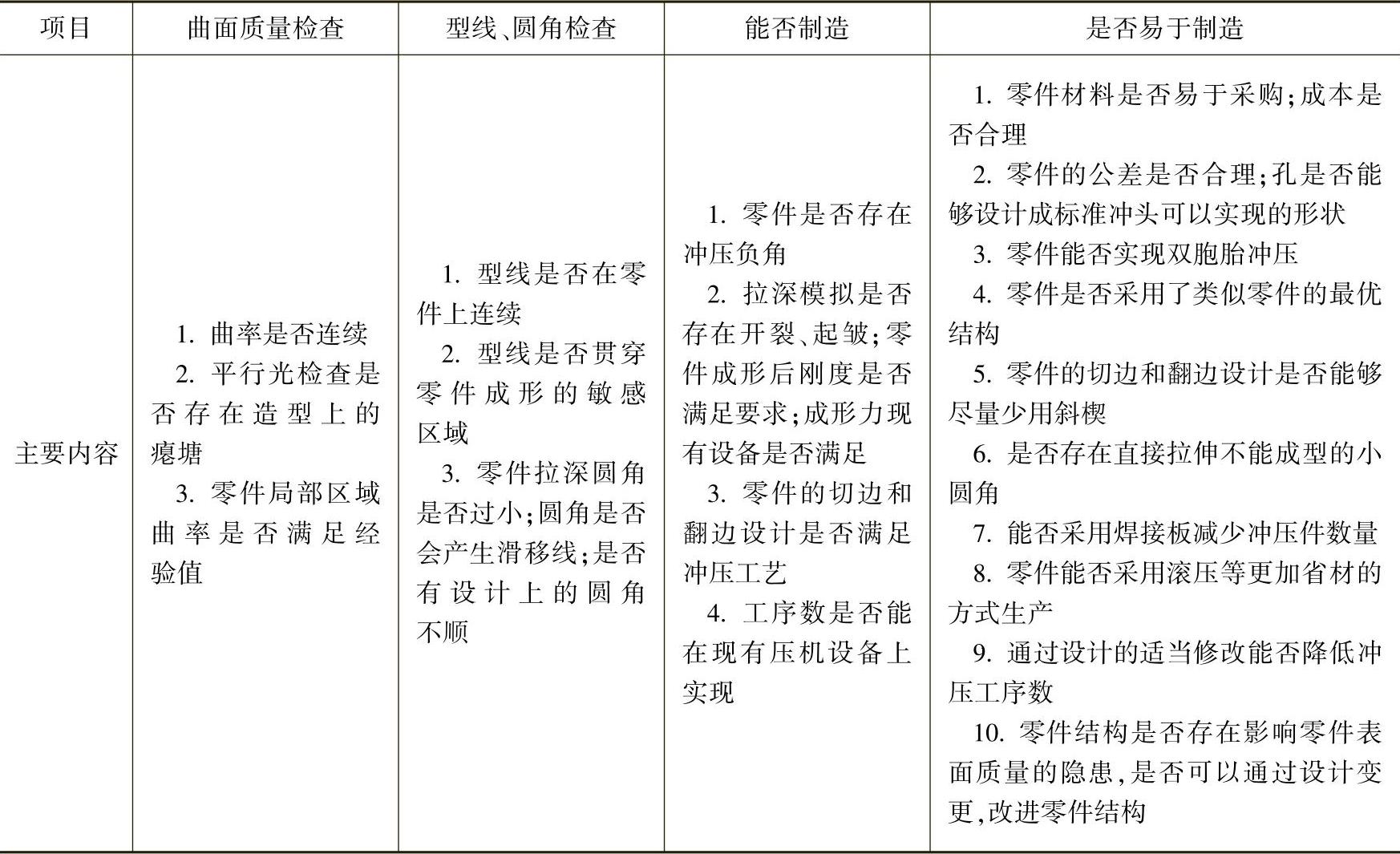
可制造性分析是同步工程的重要环节。运用可制造性分析技术可以为新车型开发提供零件技术支持,减少零件设计时间,提高零件制造性能。在此过程中将规划经验和知识融入设计,可以优化零件结构。比如,由模具设计人员进行曲面质量检查,确保外覆盖件没有造型上的瘪塘进行型线;进行圆角和缝道检查,确认其工艺合理性;进行零件可制造性,易制造性研究,并提出零件优化意见;向设计部门推荐工艺性好、成本低的结构;同设计部门一道,制定合理的尺寸公差,优化产品,使零件满足低成本制造的要求。在这里可以引入精益规划的概念。从精益思想价值流的观点分析,产品开发是企业增值活动的前端。产品开发的前期规划介入可以降低开发过程中的浪费,缩短开发周期。精益规划的主要指导思想之一是汽车质量不仅取决于设计质量,而且依赖与规划质量和制造质量,即产品质量=规划质量×设计质量×制造质量。产品设计阶段同步工程工作内容主要包括:曲面质量检查,型线、圆角检查,零件可制造性和易制造性研究。详细内容见表4-4。
表4-4产品设计阶段同步工程主要工作内容
针对可能存在的问题,采取工艺措施,保证零件质量可靠、零件刚度控制、零件起皱、伤碎控制、外覆盖件滑移线控制、零件回弹控制、零件翻边质量控制等。
7.更加注重冲压板材利用率的提升
目前,汽车行业的竞争越来越激烈,尤其是价格战愈演愈烈,作为应对策略,汽车厂纷纷想办法降低成本。除了模具设计、制造成本外,冲压件板材成本一直在整车成本中占据着重要比重,提高冲压板材利用率可以降低整车材料成本。
冲压模拟技术的发展使材料利用率的优化成为可能。在过去对材料利用率的控制主要是基于经验。现在我们可以充分利用冲压模拟软件对工艺方案进行筛选,使零件材料利用率处于较高的水平。某款老车型前盖外板采用方料,材料利用率只有60%左右,而通过模拟和优化,在同类型的一款新车型前盖外板上采用弧形料,材料利用率提高到了80%。
目前汽车厂在进行模具工艺审核时,已经逐渐开始将料片材料利用率作为一个考察指标。如果模具厂商的工艺方案不合理,即使模具便宜,单考虑到材料浪费,可能综合成本更高。以前盖外板为例,前盖板材质量为9~14KG,如果材料利用率提高10%,则每个零件可以节约1KG左右。按年产20万辆计算,一年可以节约钢材200T,合计人民币120多万。通常,提高材料利用率的途径包括以下几个方面。
(1)应用新技术新设备
1)摆剪的应用。利用梯形料,节省落料模,提高材料利用率,图4-11为手工落料和摆剪落材料利用率的对比。
2)开卷落料模的应用。开卷落料模的优势在于可以利用合理排样进行套裁,减少废料,从而提高材料利用率。图4-12为套裁开卷落料。开卷落料模具落料,材料利用率可以达到:55.55%。
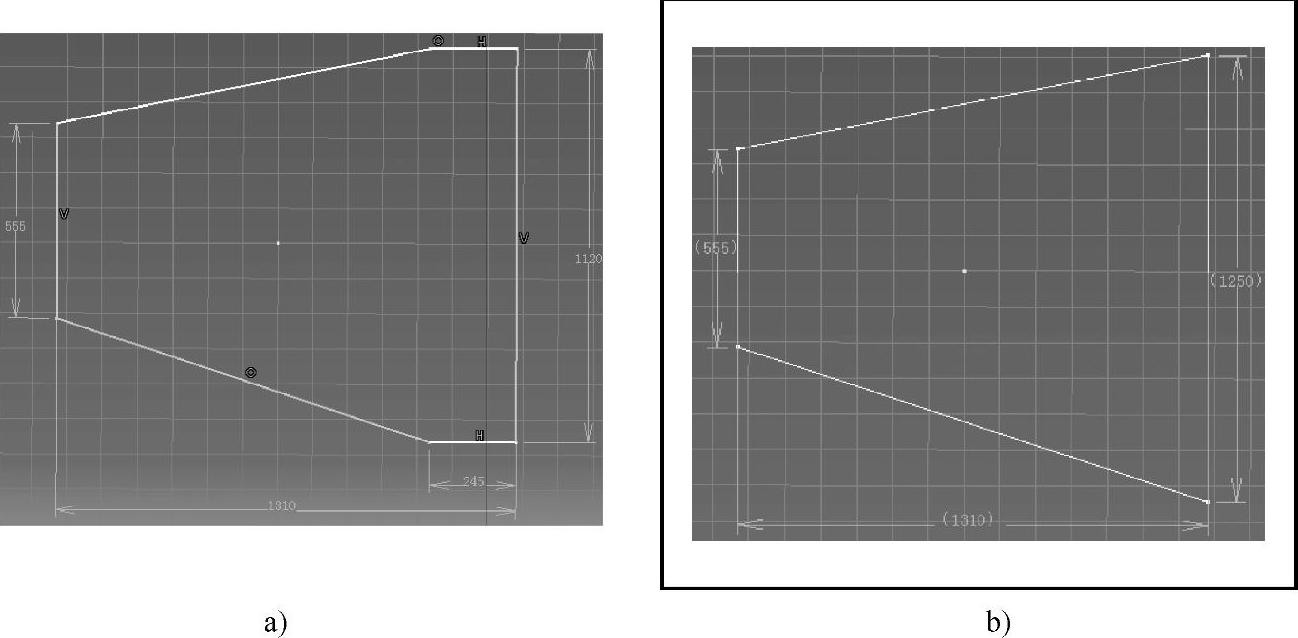
图4-11 材料利用率对比
A)手工落料,材料利用率:27.7% B)摆剪落料,材料利用率:34.4%
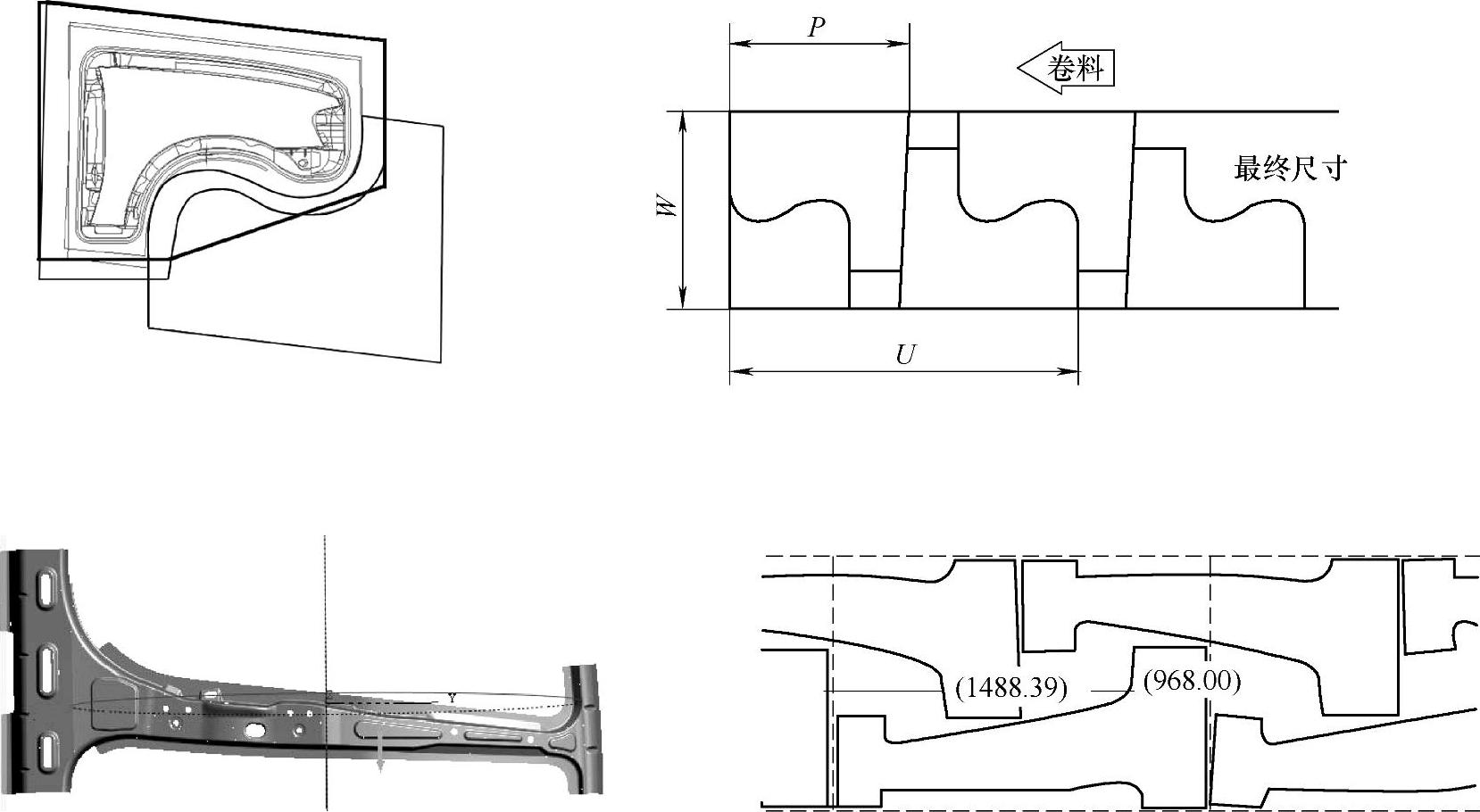
图4-12 套裁开卷落料
(2)采用优化的冲压工艺 优化的冲压拉深工艺通常考虑的因素有:优化拉深筋结构、优化工艺补充结构、尽可能采用一次拉深。采取这些措施可使材料的利用率由44%提高到51%。图4-13所示为后盖拉深工艺优化,图4-14所示为门内板由二次拉深变为一次拉深后材料利用率的变化。
8.复杂斜楔技术的应用
在模具结构中,为了实现一些特定的功能,往往要用到斜楔机构,这些机构可以在同一副模具中帮助模具完成一些特殊的动作,有助于减少模具数量,提升零件质量。
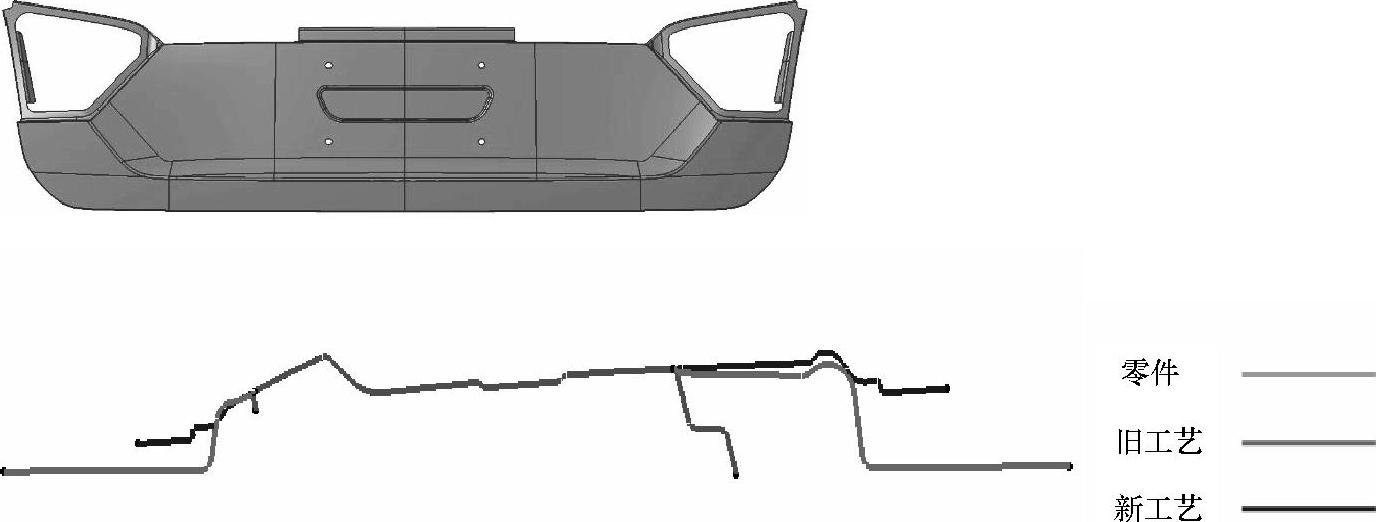
图4-13 后盖拉深工艺优化
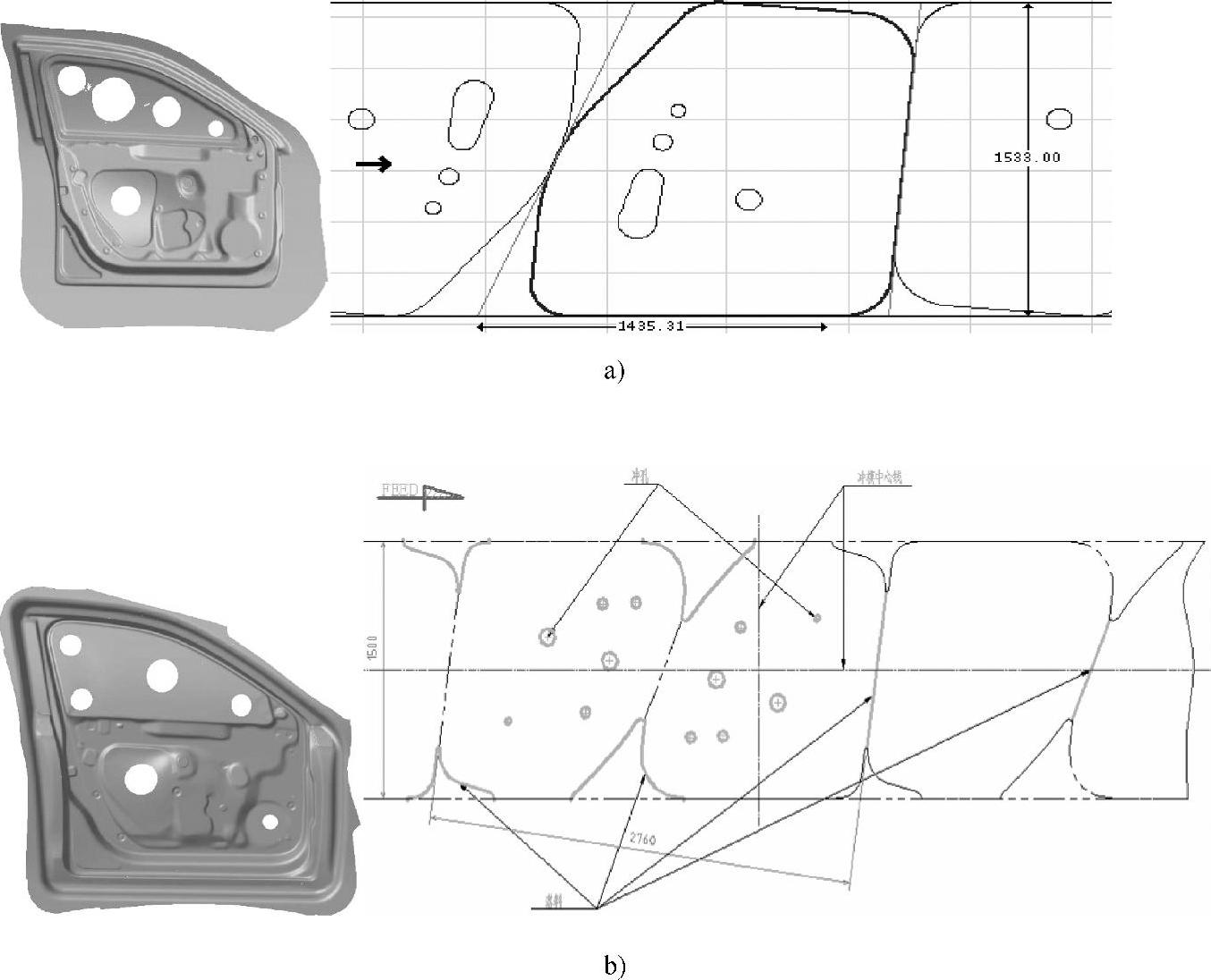
图4-14 门内板由二次拉深变为一次拉深后材料利用率的变化
A)二次拉深:材料利用率46.29% B)一次拉深:材料利用率49.1%
(1)旋转斜楔(见图4-15)的应用 难点:旋转轴直径360MM,长度大于1400MM,与底座的同轴度要求极高。
(2)液压斜楔(见图4-16)的应用 采用液压斜楔技术,可以实现在模具同侧几乎相同位置两个不同角度翻边(冲孔)工艺,克服机械式斜楔的局限。
对于汽车冲压件制造企业来说,尽管在汽车冲压件成形过程中采用新技术和新工艺存在着投资大、新技术不够成熟等一些风险,但只有掌握了新技术、新工艺,才有可能更大程度地降低成本和提高劳动生产率,在企业间残酷的竞争中觅得先机。
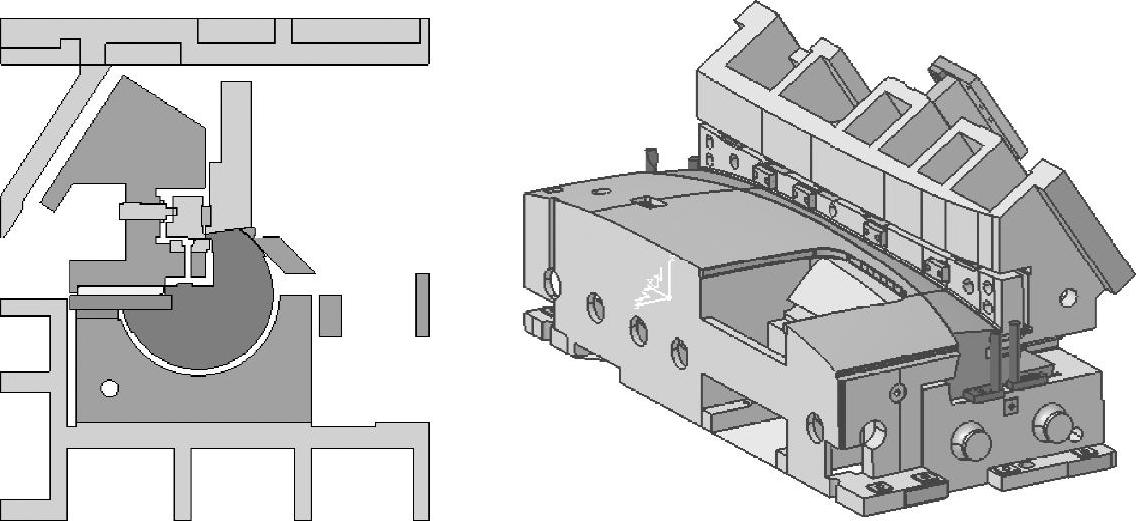
图4-15 旋转斜楔
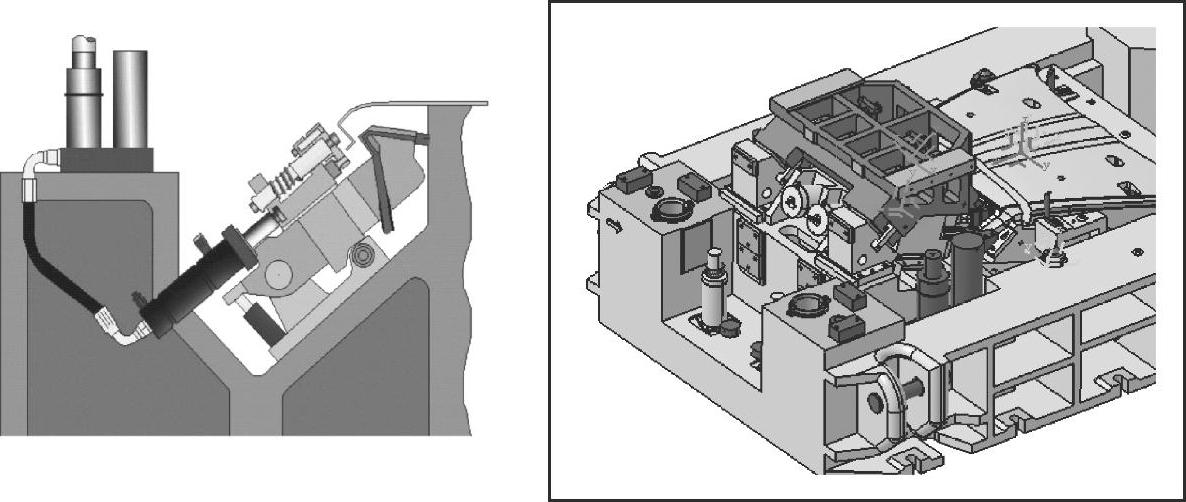
图4-16 液压斜楔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




