【摘要】:汽车覆盖件成形的主要工艺方法包括拉深(拉伸)、冲孔、切边、翻边、整形、翻孔等。拉深工序是零件加工的头一道工序,是所有工序的基础,汽车覆盖件的拉深件质量好坏关系到整个工艺方案的成功与否,也直接决定着最终产品件的外观质量。所以冲压件工序数是影响冲压厂投资规模和冲压件制造成本的关键因素。2)选择的冲压方向应尽可能使切边和整形工序减少零件调整。
汽车覆盖件成形的主要工艺方法包括拉深(拉伸)、冲孔、切边、翻边、整形、翻孔等。对应的模具分类为拉深模、冲孔模和切边模等。拉深工序是零件加工的头一道工序,是所有工序的基础,汽车覆盖件的拉深件质量好坏关系到整个工艺方案的成功与否,也直接决定着最终产品件的外观质量。
车身冲压件工序数是衡量冲压工艺水平的重要标志之一,车身冲压件工序的多少,将直接影响到压力机数量、工装数量、传送装置数量、占地面积、人员、动力消耗等。所以冲压件工序数是影响冲压厂投资规模和冲压件制造成本的关键因素。冲压件工序数的多少,又在很大程度上取决于产品开发时冲压件工艺性的好坏和冲压工艺的知识积累以及模具设计制造水平。
1.拉深工序的设计原则
1)尽量使所有型面一次拉深成形。
2)选择的冲压方向应尽可能使切边和整形工序减少零件调整。
3)拉深筋布置应尽量减少在拉深过程中对零件表面质量的影响。
4)选择最小的和合理的料片尺寸。
5)优化拉深补充面,如图4-1所示。(www.daowen.com)
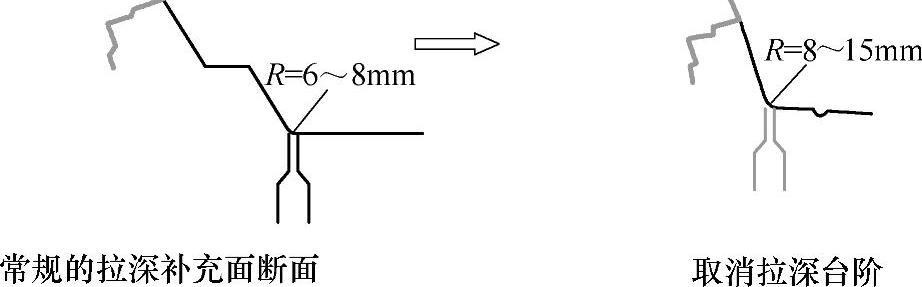
图4-1 拉深补充面优化
2.切边和整形工序的设计原则
1)在模具制造成本和维修成本方面的考虑,应尽量选择在冲压方向切边和整形。
2)对于切边和整形角度小于75°的部位,应考虑使用斜楔机构。
3)整形工序中需要注意的是整形前后材料的变形状况,比如曲面翻边,有可能造成局部区域的拉裂和起皱。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






