精冲生产过程的自动化是发展方向,精冲压力机只有具备相应的自动化生产配套装置,实现全机自动化生产,才是精冲压力机自身价值的真正体现。
1.自动上下料装置
(1)送料机构 通常采用的有两种形式:一种为辊式,另一种为夹钳式。为了使送料非常精确,送料机构的运动应避免有冲击,也就是不能出现过大的加速度,否则会产生相应的惯性力和力矩,就会在传动系统中引起振动,进而影响送料精度。因此,现今在精冲压力机上主要采用无冲击式辊子送料机构,如图3-99A所示。辊式送料机构用液压马达或步进电动机驱动。

图3-99 辊式送、出料装置
A)送料机构 B)出料机构
1—送料装置 2—送料辊 1—出料装置 2—出料辊 3—送料辊夹紧机构 4—带料校准器 3—出料辊夹紧机构 4—带料校准器 5—润滑装置 6—料端检测器 5—废料剪 6—出料高度调节器 7—带料检验器 8—送料高度调节器
加工厚板时常常采用条料,对于条料的送料,冲裁和冲后废条料的排除都要求不同的送进步距。最好采用步进电动机送料机构来满足这些条件。
(2)出料机构 如图3-99B所示。出料机构和送料机构的结构完全相同,只是由于安装在压力机两侧位置不同,功能不同,所以称呼不同。出料机构和送料机构两者可以同步联动工作,也可以单独工作和交替工作。
(3)料端检测器 料端检测器的作用是确定带料和模具的相对位置。当带料向前送进接触料端检测器时,它发出指令使送料辊夹紧材料,从而确定了带料相对模具的位置。
料端检测器的位置可根据所需的送料距调整,使它和模具冲切零件间的距离是送料距的整数倍。这样在带料上第一次冲裁时可以避免浪费材料(料端的搭边过多)或出现废品(材料不够)。
料端检测器有可以预选的计数系统,选定送料机构送料若干次后,压力机滑块才开始工作。
(4)料末检测器 当材料到达料末终端时,料末检测器开始工作,它的作用是在保证无料不冲的前提下,解决两条料的首尾衔接。
料末检测器也有可以预选的计数系统,根据料末检测器到模具冲切零件之间距离,计算能连续冲裁的零件数目,选定压力机滑块继续冲裁若干次后停车,而出料机构继续工作。同时料末检测器还给上料装置发出指令,给压力机上料,继而开始新一轮的冲裁。
(5)废料剪 废料剪用液压驱动,用来剪断冲裁后仍然保持长条状的废料,便于废料收集和现场管理。废料剪的行程数可以预选,根据需要可选定压力机行程若干次后废料剪冲剪一次。
(6)润滑装置 润滑装置安装在压力机进料的一侧,有辊式和喷雾式涂敷,同时对材料的上下表面涂敷润滑剂。(https://www.daowen.com)
(7)零件排出装置 精冲完成后,零件和废料都被顶出到模具工作空间,必须迅速排走,以便下一次的冲裁。中、小零件可用压缩空气吹出。吹料喷嘴的位置、方向以及喷吹的时间都可以调节。压力机工作台前方的左右两侧都有压缩空气插头座,供同时快速装接几个吹料喷嘴。较大、较重的零件,一般用扒料器排出。扒料器装在压力机工作台的后侧,由压缩空气驱动,动作迅速。当压力机滑块回程开启时,它迅速进入模具工作空间,待零件和废料顶出后,将它们从压力机扒出。
2.模具保护装置
在实际生产中,如果零件或废料未从模具型腔中顶出,或者虽已顶出但未被压缩空气从模具工作空间吹走,出现这两情况继续冲裁时都有可能损坏模具和压力机,因此必须针对上述两种情况分别采取保护措施。
(1)防止零件或废料重叠 由于零件或废料是分别通过反压柱塞和压边柱塞从模腔中顶出的,如果零件或废料未被顶出,肯定是由于反压柱塞或压边柱塞未能恢复到原来的位置造成的,因此,防止零件或废料重叠,只需要反压柱塞和压边柱塞同滑块的运动联锁即可。只有反压柱塞和压边柱塞运动复位后,滑块才能进行下一个行程。如果反压柱塞或压边柱塞未能恢复到原来位置,则滑块不能进行下一个行程,滑块运动停止,指示灯亮。从而避免叠料冲裁,起到保护模具的作用。
(2)防止零件或废料停留在模具工作空间 这类模具保护有两种不同的监控方案。一种是利用滑块工作台面控制行程来实现模具保护。而另一种是利用压力继电器限定载荷压力,达到保护模具的目的。这种模具保护装置广泛用于液压式精冲压力机,如图3-100所示。
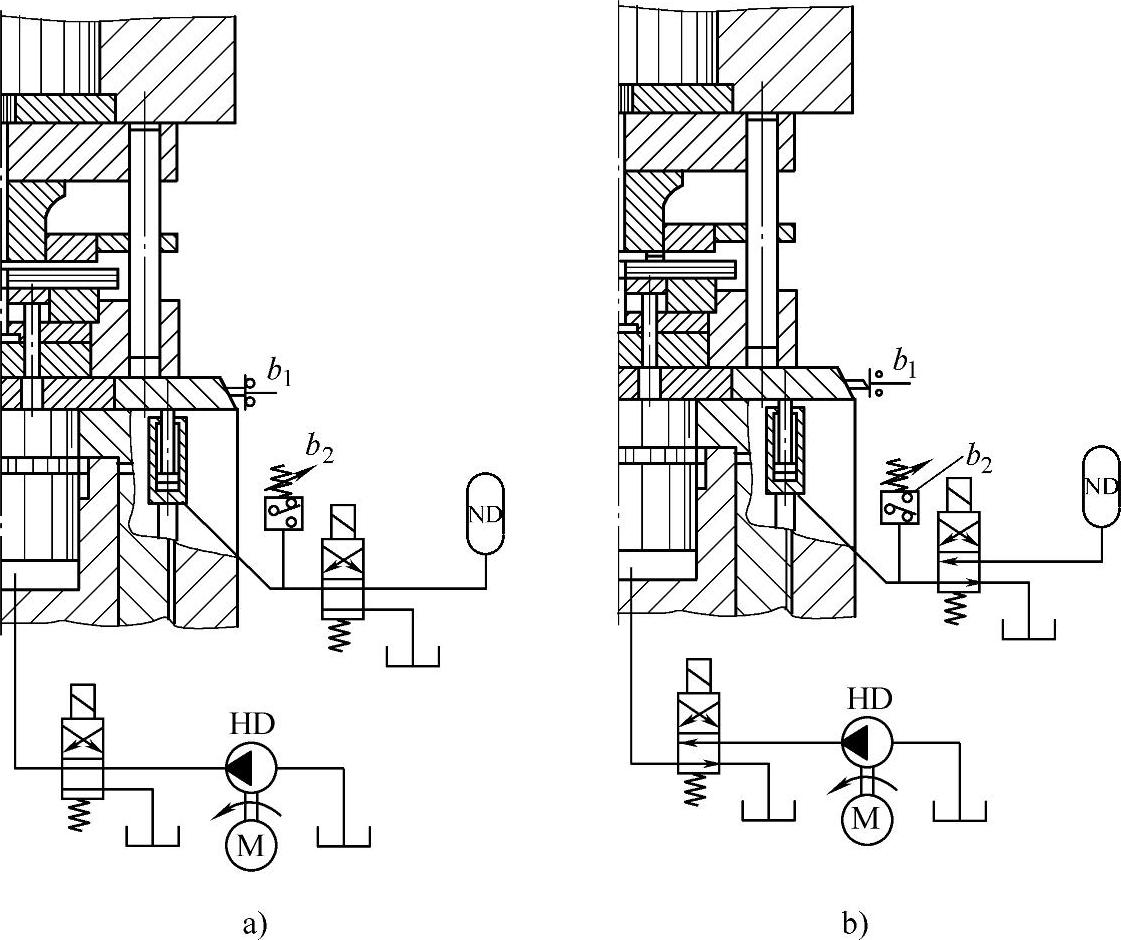
图3-100 限定压力的模具保护装置
B1—位移行程开关B2—压力继电器 ND—低压蓄能器 HD—高压泵 M—电动机
当精冲压力机滑块快速闭合时,滑块快速闭合液压缸内的液压力很小。如果滑块快速闭合不被异物阻断,滑块将首先使位移行程开关发讯,接通主活塞高压油路进行冲裁。行程开关的位置可以按冲裁料厚进行调整。如果在模具工作空间存有异物,则会在行程开关发讯之前使快速闭合液压缸中的压力升高,压力继电器发讯,滑块立即返回下死点,精冲压力机停止运行并报警。
3.自动的模具夹紧系统
在手动换模时,采用液压或液压-机械自动夹紧模具机构,可以减少停机时间。使用自动夹紧的基本前提是采用尺寸尽可能规格化的标准模具。通过监测夹紧力和模具的位置,可以最大程度地确保模具和精冲压力机的安全运行。在出现差错时,精冲压力机会马上停止并发出事故报警。
4.人身防护装置
精冲压力机可以用防护门或用透光罩来进行人身防护。在滑块运行过程中若不停机,操作人员则不可能接触模具空间。这两种装置在精冲压力机自动化作业时起防护作用。为了调整精冲压力机和模具或单行程作业,必须装设一套用双手同时操作起动按钮的安全保护系统。
5.精冲压力机与其配套装置动作的协调
为了实现精冲过程的自动化,除了精冲压力机滑块的运动,如快速闭合、慢速冲裁和快速回程等之外,还要有其他功能的运动或动作,如压边和反压柱塞,吹件和材料送进,废料剪断及安全装置等的控制与运动。这些功能动作必须与滑块整个行程过程协调一致。图3-101所示为辊式送料的滑块行程和各功能动作的协调图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





