1.对向凹模精冲
1968年日本发明了对向凹模精冲技术,并制造出CNC专用精冲压力机用于实际应用。
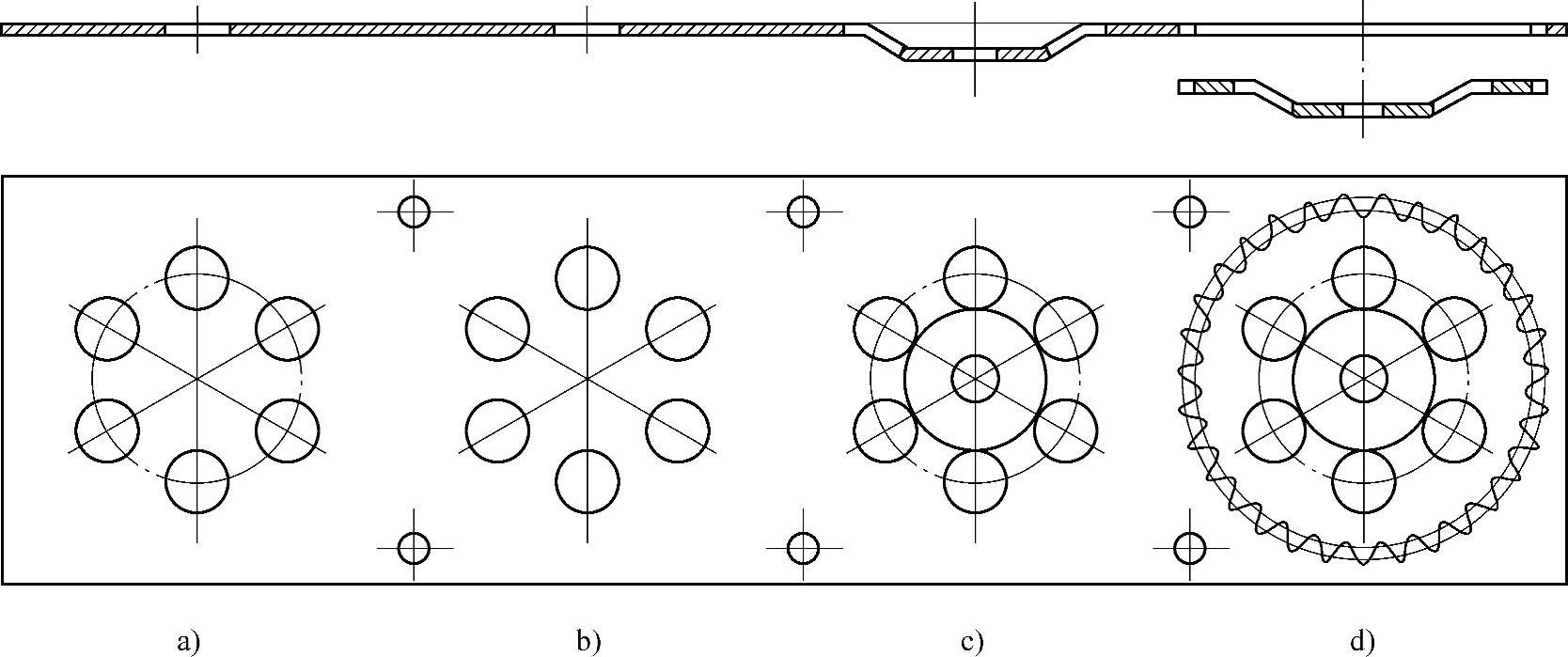
图3-63 链轮精冲加工艺方案图
A)冲减重孔、定位销孔 B)压毛刺 C)成形凸起、精冲中心孔 D)落料
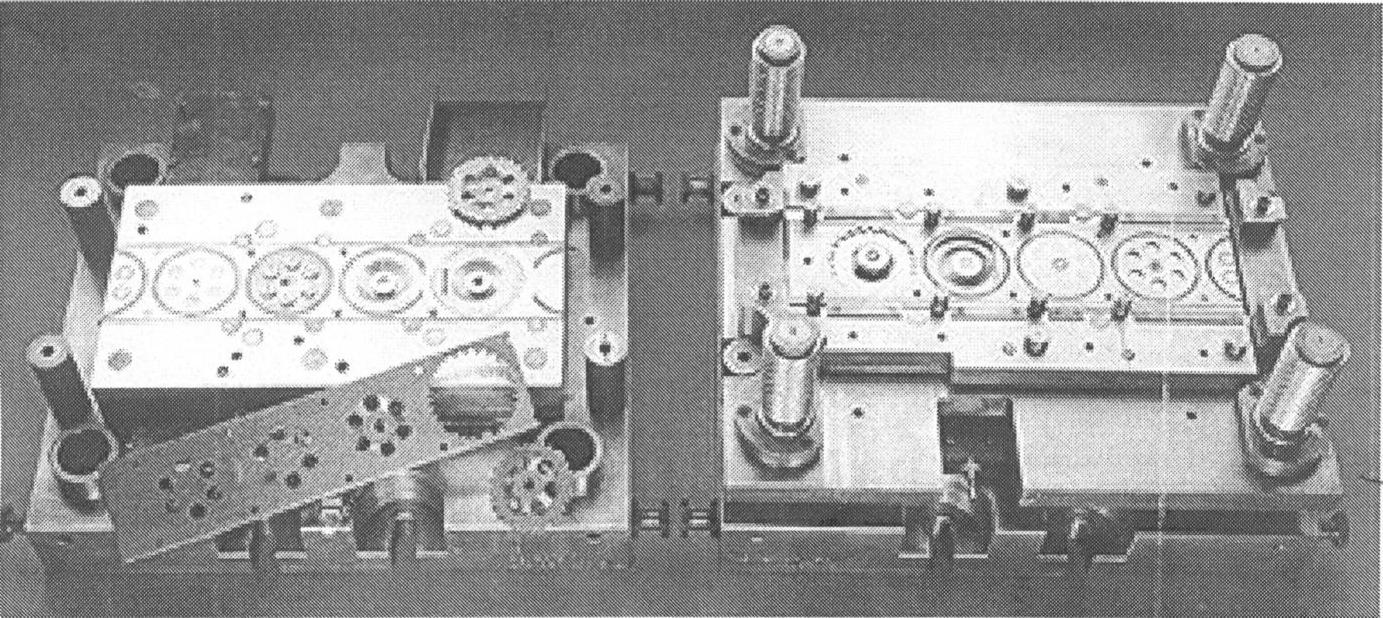
图3-64 链轮精冲连续模
该技术是在强力压板精冲技术的基础上发展起来的,主要用于材料塑性较差、板料较厚而采用强力压板精冲难以加工的零件。其变形机理不同于强力压板精冲,用该法可精冲10MM厚的T8A、T0A等高碳钢,远远超过了强力压板精冲的可冲厚度极限。但由于对向凹模精冲模具远比强力压板精冲模具复杂,对于内孔精冲还需要预冲孔,增加了生产工序,而且必须使用专用精冲设备才能得以实施。该技术在我国已有厂家使用但未得到推广。
对向凹模精冲过程如图3-65所示。
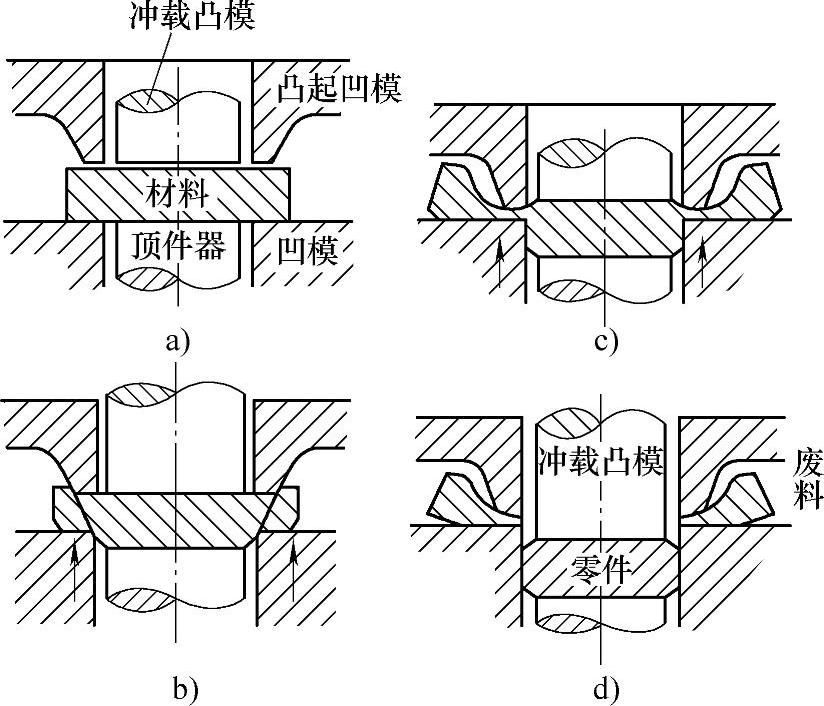
图3-65 对向凹模精冲过程
1)凸模、凸起凹模同时下行,紧压板料。
2)凸模缓慢下行,凸起凹模继续快速下行,压挤板料,材料向四周转移。
3)凸起凹模停止下行,处于保压状态,凸模继续下行精冲。
4)凸模完成整个行程,获得精冲零件。
2.往复成形精冲
往复成形精冲是21世纪国内自主研发的一种新型精冲技术,该技术是在吸取了强力压边精冲、对向凹模精冲、振动修边和往复冲裁四种工艺特点的基础上而发明的一种精冲新工艺。
如图3-66所示,往复成形精冲模具的工作部分由两个凹模和两个凸模组成,一个凹模固定,另一个凹模和两个凸模的成形力可单独调节,并可按预定的程序动作施压。
往复成形精冲过程分四步。
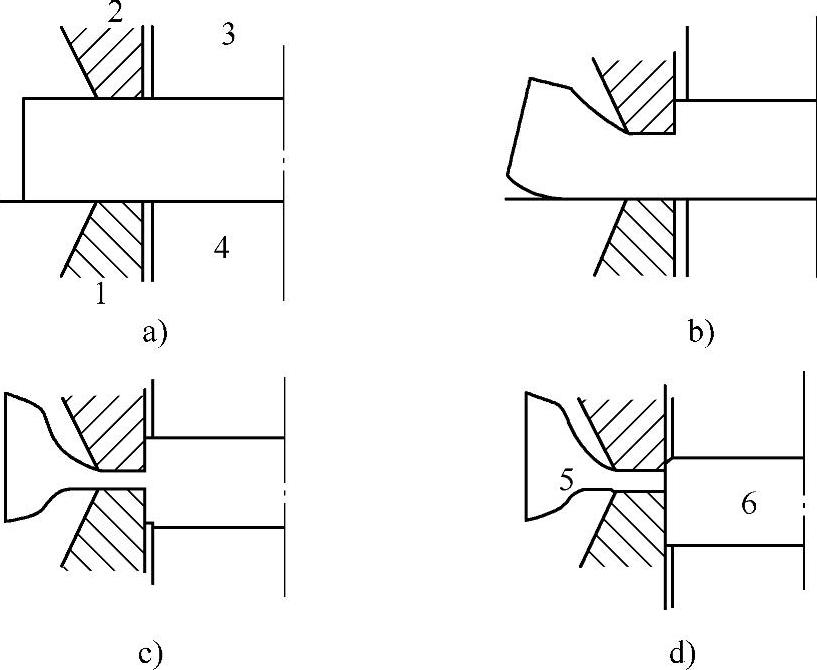
图3-66 往复成形精冲过程
1)放入坯料,上凸模、上凹模及同时下行,紧压板料。
2)上成形精冲,上凹模继续下行,其他零件静止,压挤板料,此时部分材料进入上凹模中。
3)下成形精冲,上凹模、上凸模及下凸模下行,压挤板料,此时部分材料进入下凹模中。
4)上凸模下行,冲裁连皮,完成整个行程,获得精冲零件。
往复成形精冲相关试验已经获得了直径30MM,厚度为12MM的35钢圆形精冲试件。35钢的可冲厚度极限为8MM,通过往复成形精冲技术将可精冲厚度极限提高了50%。因此,该技术的最大特色是能够利用分步精冲的方法最大限度突破传统精冲材料的可冲厚度极限。往复成形精冲技术需要在专门的四作用力精冲设备上才能实施。
3.无齿圈优化间隙精冲
该工艺通过凸、凹模间隙及刃口圆角尺寸优化,在使用无V型齿圈压板的情况下,获得精冲剪切面质量。该工艺的优点是能够减少模具的后续维护、节省材料。
图3-67所示为无齿圈优化间隙精冲理论的力学模型。利用小间隙、刃口圆角及压板在板料变形区建立适宜的三向静水压力,从而实现整个精冲过程。根据其力学模型,在精冲变形区取坐标系OXYZ,由于变形区内的金属属于平面应变,即各点的变形平行于OXY平面,而与垂直于此平面的Z轴无关,在Z轴方向的应变εZ和OXZ及OYZ平面的剪应变τXZ及τYZ为零,各应力分量与Z轴无关,并且Z轴也是应力主轴及应变主轴之一。
图3-67A中,PD—凸模作用于板料的冲裁力;PV—压板作用于板料的压边力;N—精冲过程中凸模及凹模圆角对板料的作用力;FX,FY—模具表面与板料的摩擦力;图3-67B给出了变形区内任意选取的微元六面体受力状态,在PD、N及PV的作用下产生的σD、σNY、σV,三者共同的作用使板料变形区产生压应力σY,在NX的作用下产生压应力σNX,也即产生了压应力σX。因此,变形区微单元在X及Y方向均为压应力,而σZ=(σX+σY)/2,所以,σZ也是压应力。由此可见,变形区微单元处于三向压应力状态,分析说明利用该理论能够在板料变形区建立符合精冲条件的三向压应力状态,加工出剪切面光洁的精冲产品。
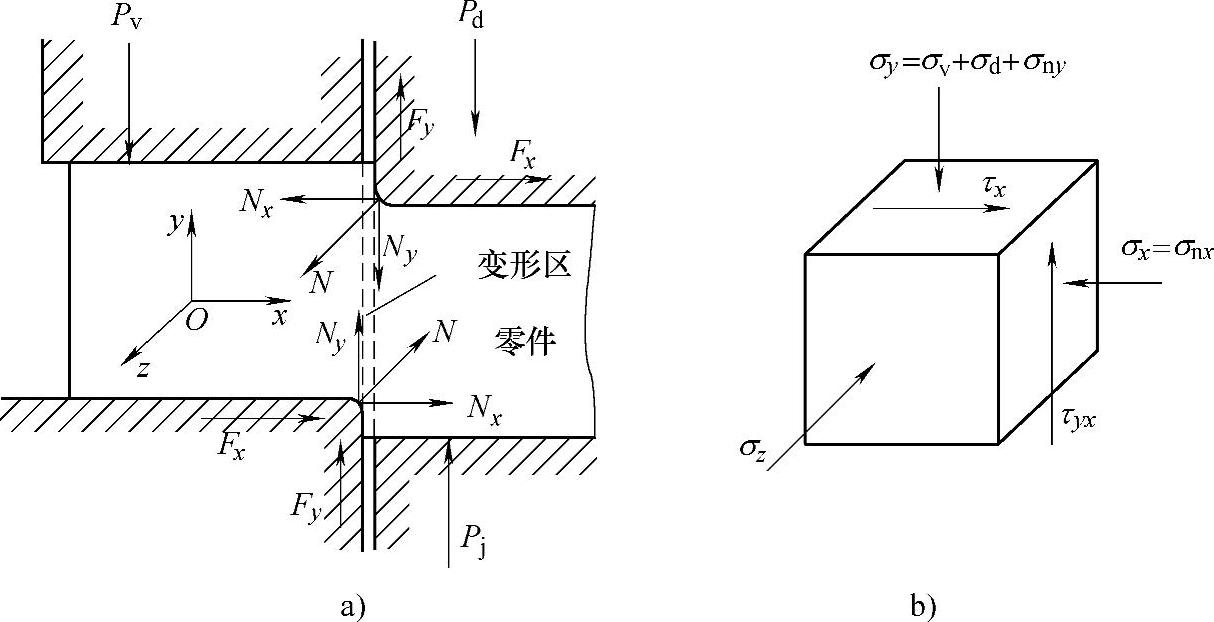
图3-67 无齿圈优化间隙精冲理论力学模型
该技术已获得实际应用,其最大加工厚度已达6MM,图3-68所示为利用无齿圈优化间隙精冲工艺生产出来的一种典型零件——汽车座椅背锁。
4.闭式挤压精冲
针对厚度大、塑性差、外形不太复杂的零件,用通常的强力压边精冲法难以获得良好的剪切面质量,可考虑采用闭式挤压精冲工艺方法进行加工。
闭式挤压精冲工艺方法的原理是:通过在变形的过程中,使坯料始终被限制在有限的模具型腔内,在变形区建立比强力压边精冲更强的三向压应力,从而提高变形区材料的塑形,以达到精冲低塑性、厚板材料的目的。该工艺过程如图3-69所示。
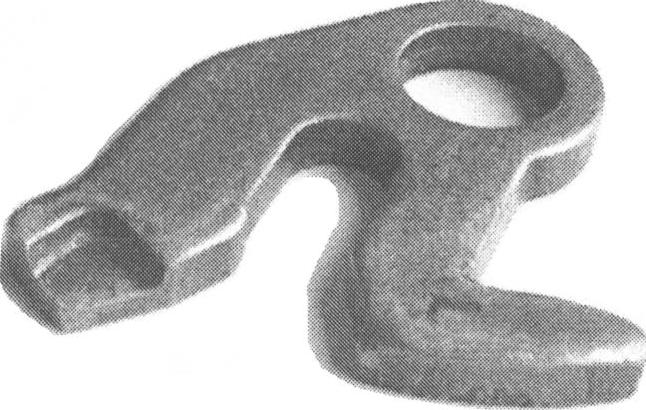
图3-68 汽车座椅背锁零件
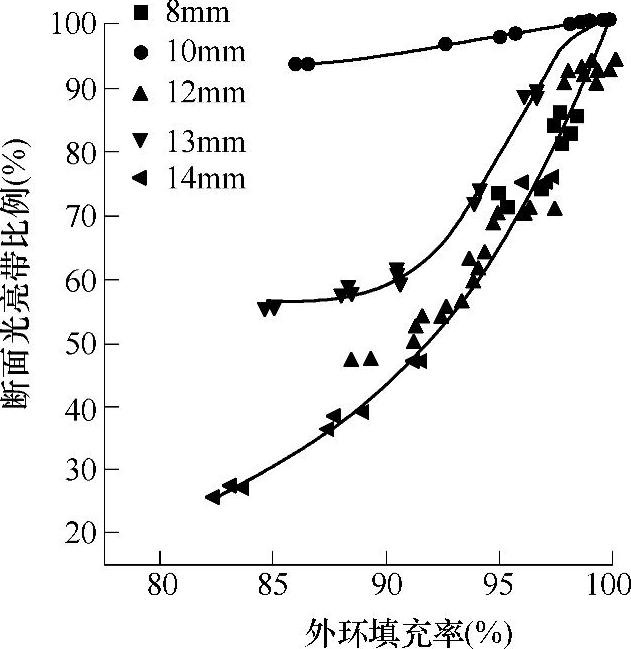
材料在主凹模与副凹模的挤压下,沿径向向外流动,填充主、副凹模所形成的外环腔。外环填充率指成形结束后,外环废料体积与外环腔体积之比用来反映材料在主、副凹模挤压下材料的变形程度。断面光亮带比例及外环填充率关系图如图3-70所示,试验结果如图3-71所示。
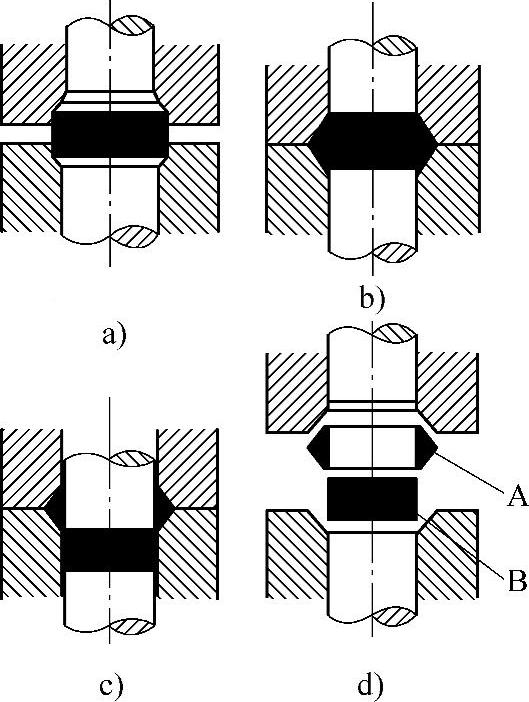
图3-69 闭式挤压精冲工艺过程
 (https://www.daowen.com)
(https://www.daowen.com)
图3-70 断面光亮带比例及外环填充率关系图

图3-71 闭式挤压精冲工艺试验结果示意图
5.套排精冲
套排冲裁是普通冲压中一种常用的工艺方法,适用于材质相同、厚度相同、一件的内形能包容另一件外形的两个零件。采用连续工艺,先冲内件,后冲外件。套排冲裁能够显著节省材料并提高生产率。如果在精冲套内零件时采用V形齿圈压板,则会破坏套外零件。因此,在套排精冲中,如何保持变形区三向压力同时又不破坏套外零件,是采用套排精冲技术时需要解决的关键问题。
如图3-72所示,可以根据零件形状特点使用套排精冲技术,在内形凸模或反压板上设计一定角度的斜面凸起,相当于使用单面V形齿圈,从而阻止剪切区废料在冲裁过程中的流动,使板料变形区处于三向压应力状态。实践证明,利用该法可大幅提高材料利用率及生产率,同时能够获得剪切面光洁的精冲件。图3-73所示为利用套排精冲技术生产的汽车离合器盘毂零件。
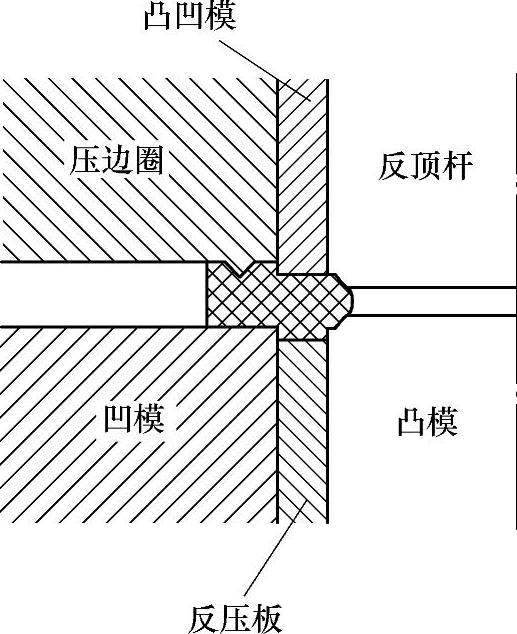
图3-72 套排精冲模具结构
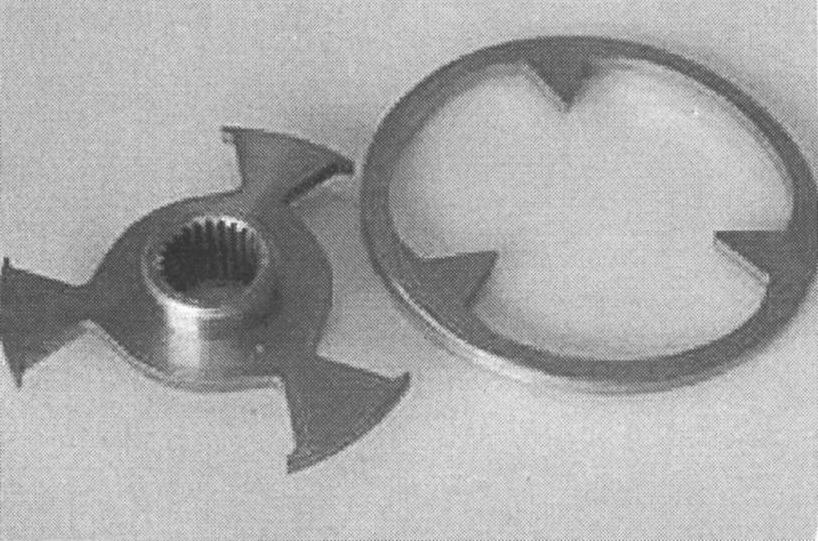
图3-73 汽车离合器盘毂零件
6.多作用力精冲
由于三维汽车精冲零件的应用越来越广,需要同时复合弯曲、拉深、挤压、冷镦等塑性成形工艺,因此连续模已经是精冲生产中使用最多的模具。但连续模也存在零件二次定位误差、压力中心与模具几何中心不重合、精冲压力机台面要求大等诸多缺点,很多情况下单工步复合模仍然是复杂精冲零件生产的首选模具。而对于三作用力精冲压力机来说,在单工步上要同时实现3个以上的复合工艺是很困难的。许多精冲压力机往往附加第4,第5甚至第6作用力,使一个精冲工步就能够完成多个复合工艺。这些力独立存在,均能够实现无级可调。因此多作用力精冲压力机应运而生。
近年来,基于多作用力精冲方式,纵向复合级进精冲工艺得到了发展,其精冲模具结构简图如图3-74所示。该技术在同一工位的上下模具内部采用双重甚至三重的嵌套式模具结构,使得一些原本需要2~3步连续工序才能成形的零件,能够各自通过独立的作用力来实现在单工位上纵向逐步成形。
在同一工位完成复合成形可提高精冲件尺寸精度和稳定性,减少模具的工位数及模具外形尺寸,明显降低模具重量及成本,易于实现模具的结构紧凑化及轻量化。纵向复合精冲需要考虑的问题是如何提高模具强度。纵向级进精冲技术应用最具代表性的汽车精冲产品是座椅调角器的齿板零件及链轮零件,如图3-75和图3-76所示。
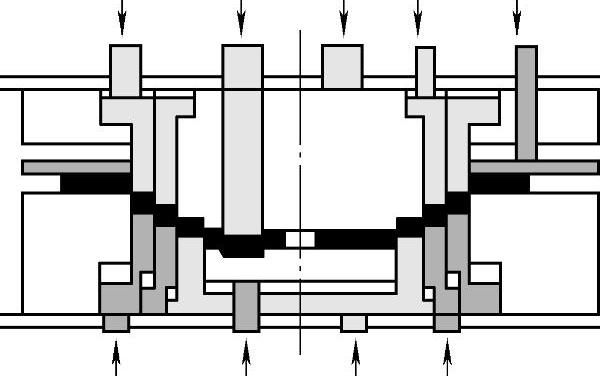
图3-74 纵向级进精冲模具结构
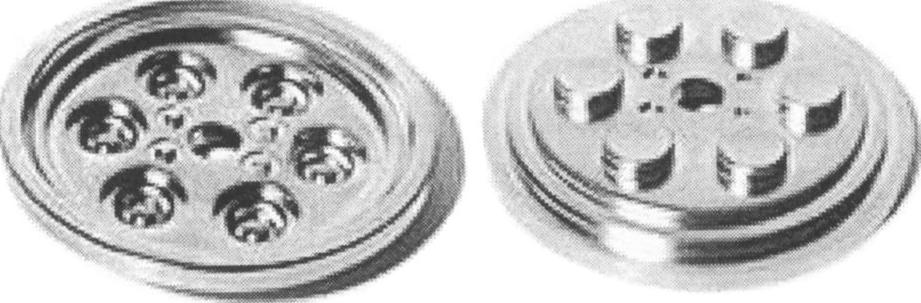
图3-75 座椅调角器的齿板零件
如图3-76所示一种链轮。链轮节径194.3MM,料厚S为2MM,轮盘的ϕ110MM处有深10MM的凸起,在ϕ173处又有深3MM的台阶。该零件如果利用普通精冲技术加工,需要使用的4工步连续模长宽尺寸达800MM×600MM,模具质量超过800KG,加工成本很高。而且由于零件送进过程的多次定位,也影响了产品的质量。但该零件如果使用纵向级进精冲模在五动精冲压力机上加工,则具有较大的成本优势,且显著提高产品质量的稳定性。
利用上述纵向级进精冲工艺研制的单工步模具长宽尺寸为400MM×400MM,模具质量不到350KG,模具质量及加工成本大为降低。同时由于产品在加工过程中无需二次定位,产品质量更加稳定可靠。产品的整个加工工艺步骤,共分四个阶段。
1)送料,压紧,如图3-77所示。
2)拉深突起,如图3-78所示。
3)台阶成形,如图3-79所示。
4)冲裁中心孔、冲减重孔、落料,如图3-80所示。
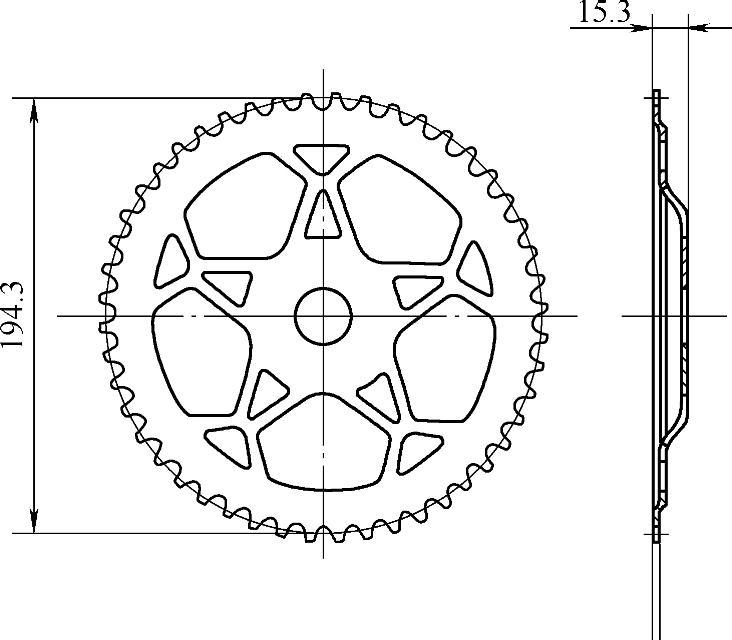
图3-76 链轮零件
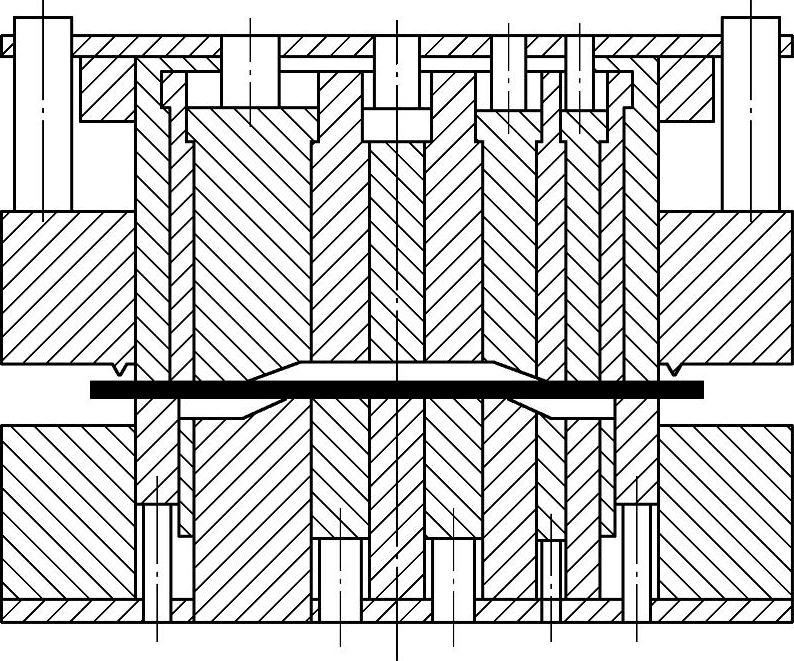
图3-77 五动精冲压力机链轮精冲第一阶段
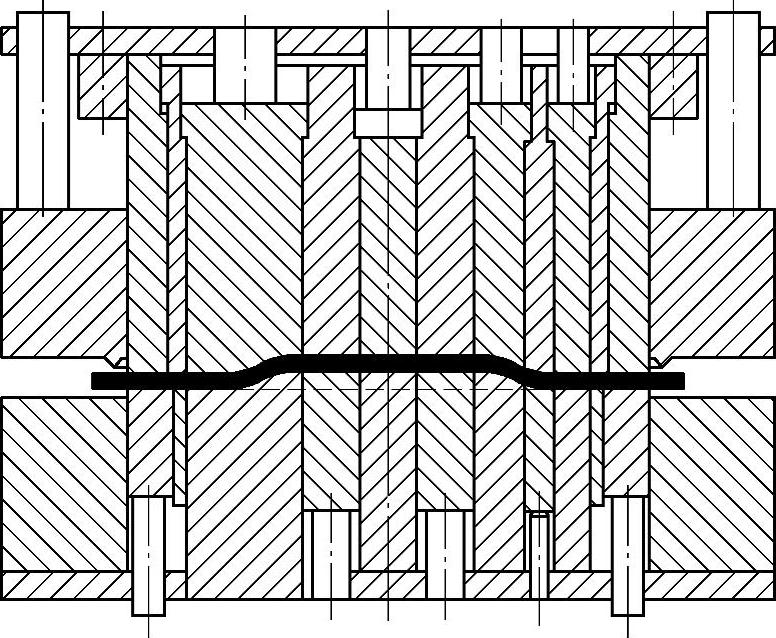
图3-78 五动精冲压力机链轮精冲第二阶段
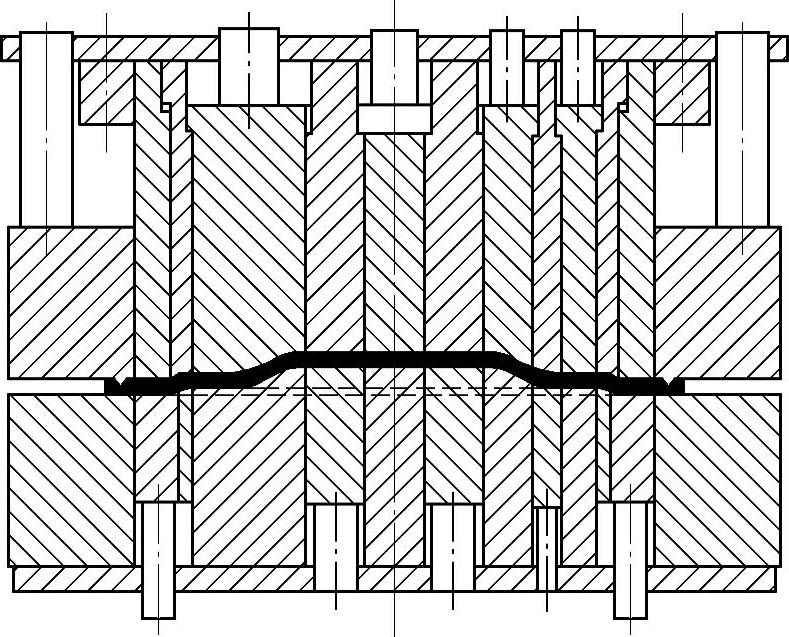
图3-79 五动精冲压力机链轮精冲第三阶段
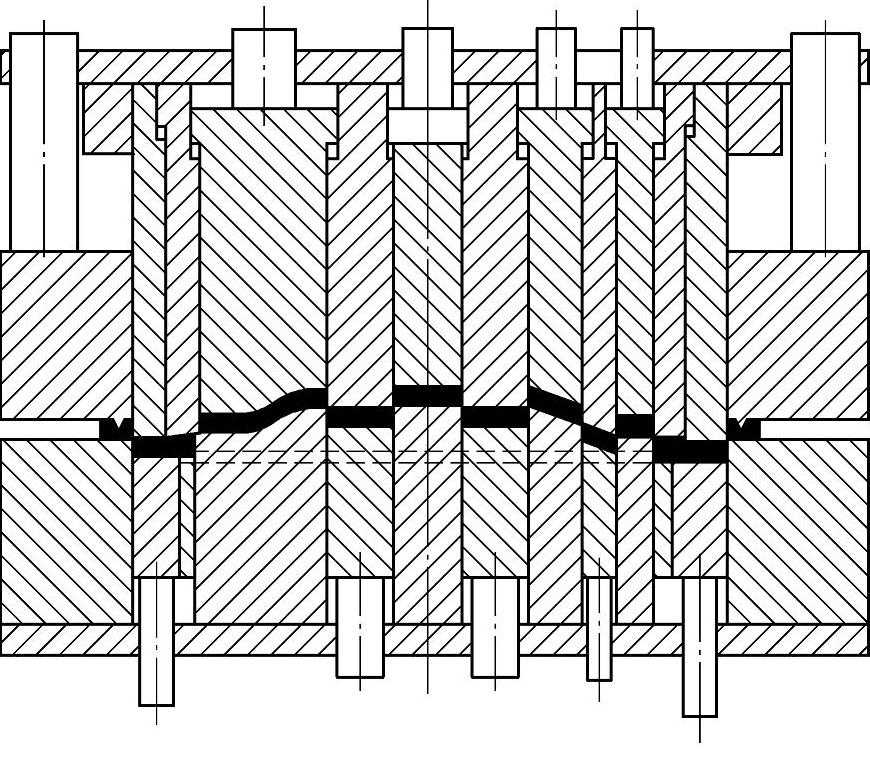
图3-80 五动精冲压力机链轮精冲第四阶段(件号同图3-77)
7.小搭边精冲
搭边是一种工艺废料,其大小直接影响材料的利用率。对于冲压而言,搭边具有以下作用:①补偿定位误差和料宽误差,确保制件合格。②增加条料刚度,提高生产率。③避免冲裁时条料边缘的毛刺被拉入模具间隙,从而提高模具寿命。硬材料的搭边值可小一些;软材料、脆材料的搭边值要大一些。冲裁件尺寸大或者有尖突复杂形状时,搭边值取大一些。对于精冲而言,为了抑制撕裂,还需要搭边配合齿圈压板使剪切区域形成三向压应力,因而精冲搭边比普通冲压要大,材料利用率较低。对于某些零件,如外形比较简单、料厚不是太大,强度适中,局部周边允许带一定撕裂,则可以采用与普通冲压相同大小的搭边精冲。此时应适当改变齿圈压板的结构,将V形齿圈与精冲剪切线的距离减小,减小搭边,提高材料利用率。
8.精冲精锻复合应用
精冲精锻复合工艺,是近年来兴起的一种新型的工艺方法。精冲、精锻是并行发展的两项先进制造技术,但精冲件不能太厚,精锻件不能太薄。开发精锻精冲复合工艺的基本思路是如何找到这两项工艺的结合点。利用该工艺所冲制的零件同时兼具精锻零件材质性能优异、形状复杂和精冲零件尺寸精确、加工高效等优点,使精冲技术能够真正用于三维复杂零件的冲压生产。该技术目前尚不成熟,应用面较窄,但代表了精冲技术的一个发展新趋势。我国的精锻有长久的历史,水平己经很高,而精冲精锻工艺的复合化对提升我国精冲技术的整体水平是一条很好的途径。图3-81所示为利用精冲精锻复合工艺冲制的零件。
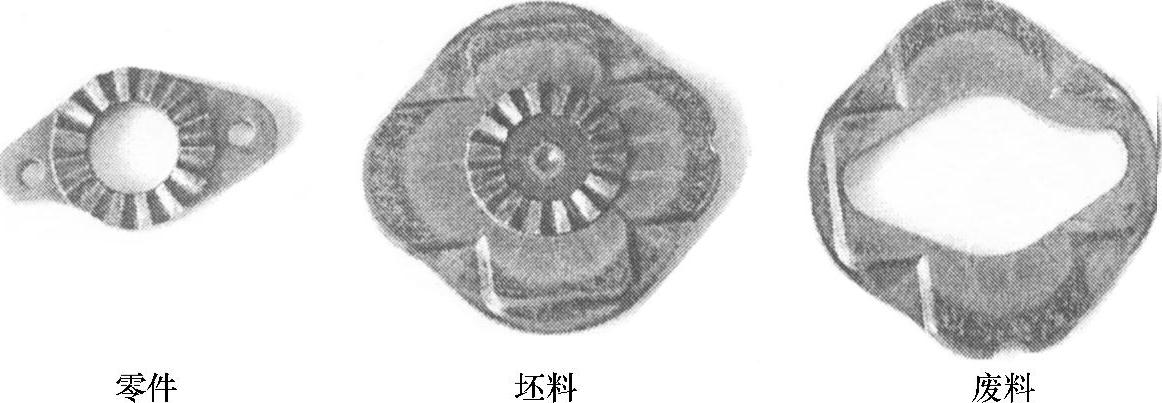
图3-81 利用精冲精锻复合工艺冲制的零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






