在考虑精冲复合工艺时,首先需要考虑零件特点,由此选择需要复合的工艺。根据零件要求及所需复合工艺的成形特点,合理安排各道工序。一般来说应该先加工精度要求低的部分,最后加工高精度部分,以保证零件尺寸,得到合格的精冲产品。
图3-38所示为汽车盖板零件的精冲加工复合工艺,其具体工艺步骤如下。
工步一:冲切口1、2及导正销孔3;工步二:冲孔4,双面沉孔5及弯曲6;工步三:双面沉孔7,落料并冲孔8。
精冲复合工艺主要有以下几种类型。
1.精冲弯曲复合工艺
精冲工艺常常与弯曲工艺进行复合,对于采用此类工艺的精冲件,要充分考虑材料的变形程度、弯曲半径、弯曲长度和零件精度等因素。这类精冲件可在复合模、多个单序简单模或连续模上加工。
精冲弯曲复合有三种情况。
(1)精冲弯曲同时进行 这种情况下可以使用精冲弯曲复合模。
1)切口弯曲。切口弯曲可弯锐角、直角和其他形状。该法既可实现内形弯曲,如图3-39A、B所示,也可实现外形弯曲,如图3-39C所示。
2)浅Z形弯曲。对于弯曲高度H<T,弯曲角度α<75°的Z形弯曲件也可以采取精冲和弯曲同时进行的工艺方案,如图3-40所示。精冲弯曲复合模的凸模和反压板按零件的弯曲形廓制造,压边圈和凹模可保持平面形状。从图可以看出,采用平直的条料,通过精冲弯曲复合模一次冲压生产出合格精冲件的必要条件是反压力P3必须大于弯曲力P,而且同时精冲的必要条件是先压边后精冲,即压边圈一定要高出凸模一定距离,显然采用图3-40所示的结构不能满足上述条件。合模时条料在反压板的作用下压入压边圈,出现了冲裁,如图3-40B所示,凸模继续下行,弯曲和精冲同时进行,最后凸模和反压板压靠,完成弯曲和部分精冲。反压板在凸模的推动下后退,直至完成精冲。从图3-40所示可看出,模具闭合时材料已被四周的压边圈和凹模压紧,而此时零件的弯曲尚未完成,弯曲继续进行时,材料向内转移受到四周压边的限制,将在剪切区产生拉应力以至产生撕裂,降低了精冲剪切面的表面质量,这是此工艺方案的主要缺点。但是这种结构采取平直的压边圈和凹模,不仅制造维修方便,而且精冲后条料仍然保持平直,有利于实现精冲自动化,因此在实际生产中也常常得以应用。
(2)先弯曲后精冲 先弯曲后精冲能够一次加工出如图3-41所示的Z形精冲弯曲零件,要求零件的弯曲角小于75°。先弯曲后精冲的复合模结构如图3-42所示,图A为开启状态,图B为闭合状态。
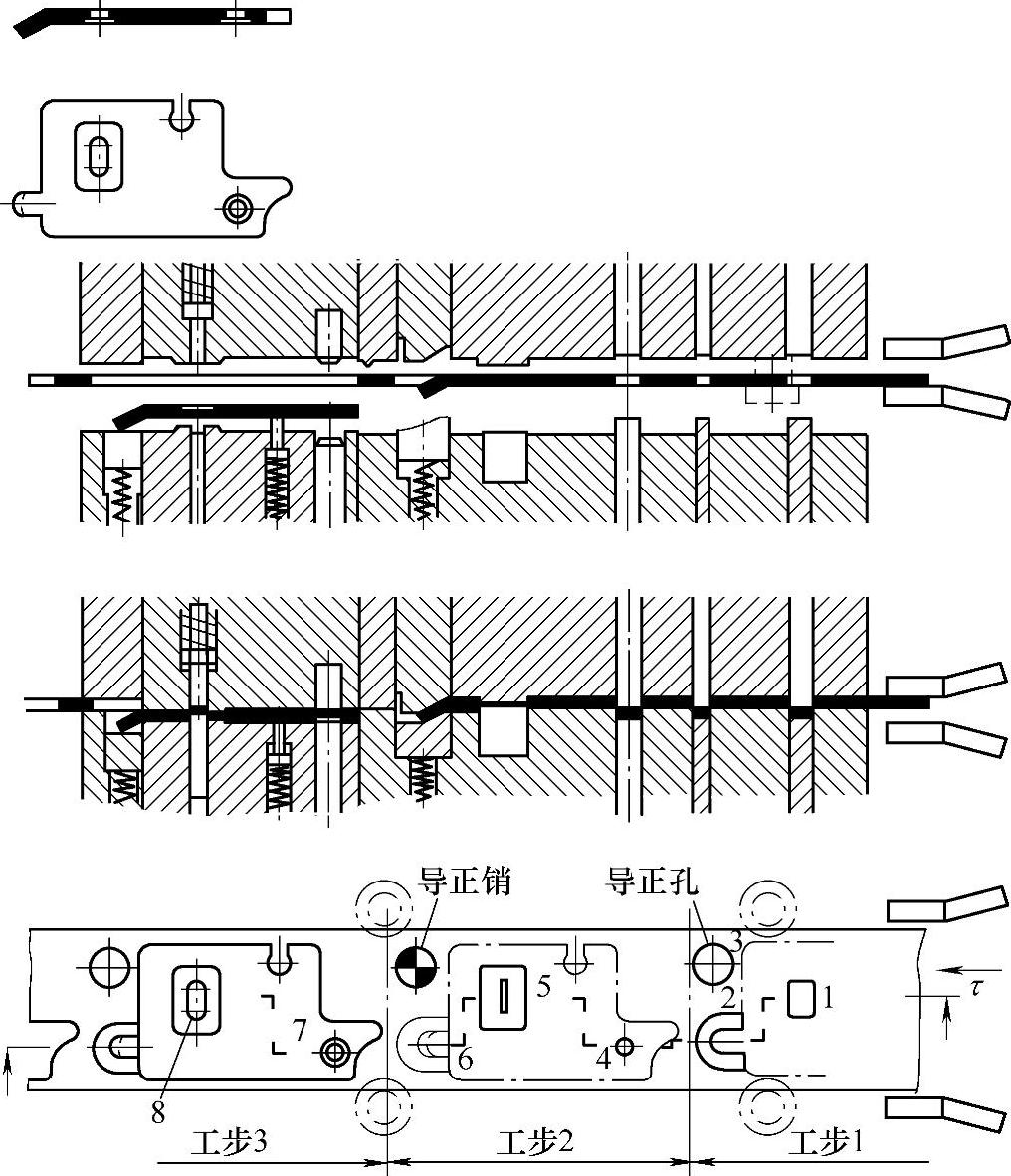
图3-38 盖板零件精冲加工复合工艺

图3-39 精冲切口弯曲
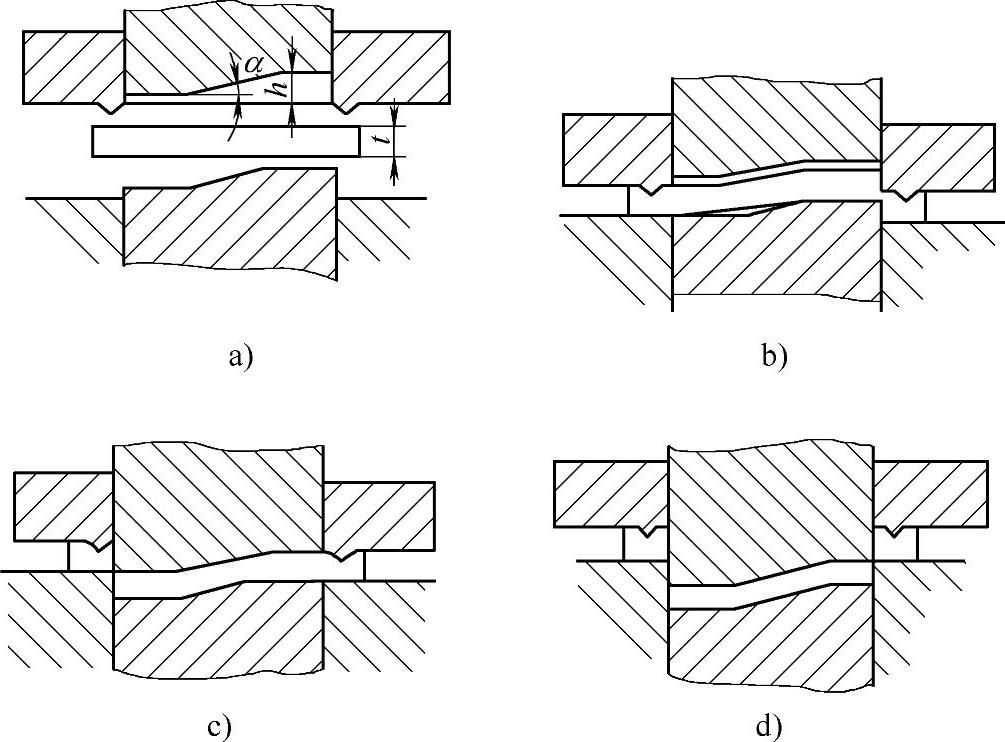
图3-40 精冲和弯曲同时进行过程示意图
复合模的压边圈、凹模、反压板和凸模均按零件弯曲外廓制造,压边圈只在平面上有齿形,斜面上为光面。该弯曲类型剪切面质量高,而且弯曲两端的零件尺寸更精确。
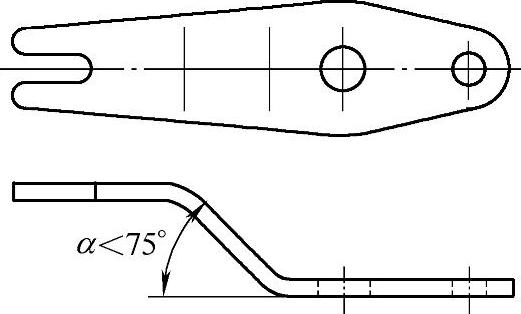
图3-41 先弯曲后精冲一次完成的Z形精冲弯曲件
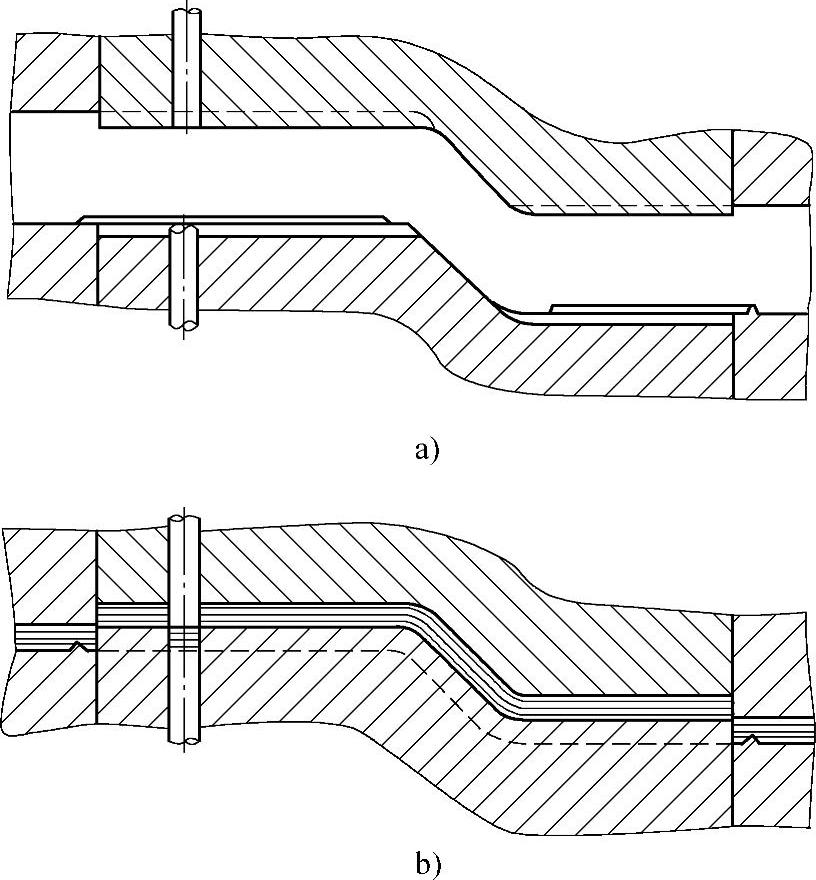
图3-42 先弯曲后精冲模具结构示意图
A)开启状态 B)闭合状态
(3)先精冲后弯曲 该工艺过程可加工任意弯曲角的零件,该工艺方案一般在连续模或多个单工序简单模上实现。
在设计该复合工艺时,必须考虑下述问题。
1)为避免弯曲部位可能产生的裂纹,毛刺侧必须向内。
2)对于在连续模上的弯曲必须考虑零件有局部不精冲,以方便坯料的送进。
3)对于厚度为4MM以上的精冲件,由于大尺度弯曲容易出现诸多弯曲缺陷,因此应尽量避免使用弯曲件。对于厚度为4MM以上必须使用弯曲件的,一般需要使用单工序简单模,在弯曲之前对弯曲部位进行退火处理,以消除后续弯曲缺陷。
如图3-43所示的汽车行星齿轮安装支架是一个典型先精冲后弯曲零件。
如图3-44所示为其工艺流程,具体工艺步骤为:工步一:冲切口、冲孔及导正销孔;工步二:预弯曲;工步三:弯曲、沉孔并落料。
上述产品显然也可以采取全部外轮廓精冲完毕后,再使用弯曲模完成弯曲工序,具体的方案选择需根据生产批量进行经济核算后确定。
图3-43 行星齿轮安装支架
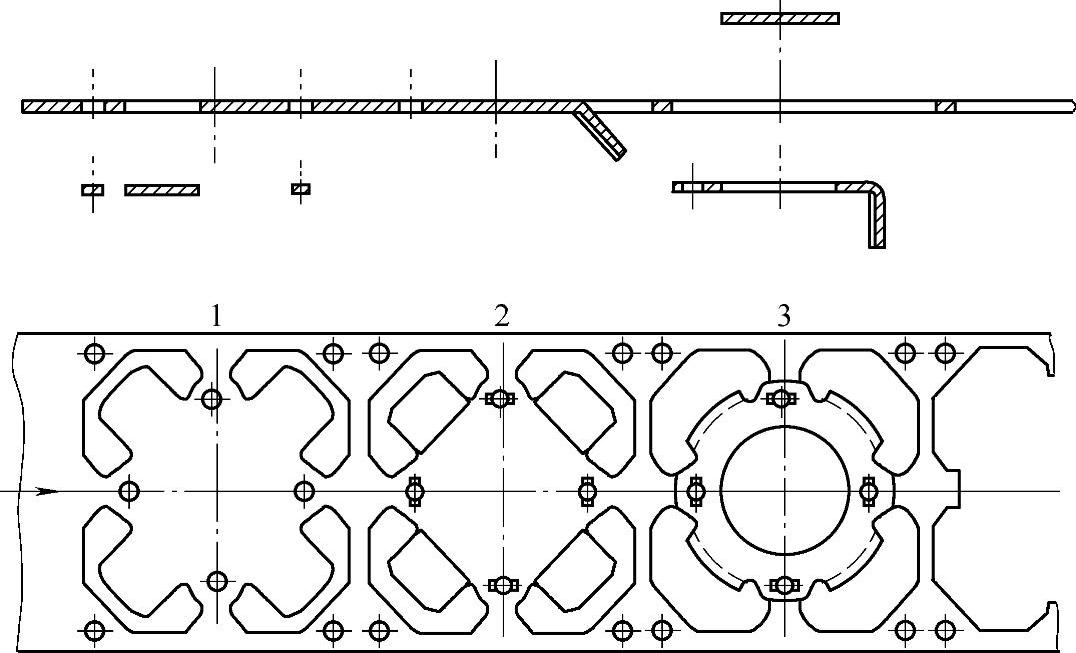
图3-44 先精冲后弯曲复合工艺过程
2.精冲浅拉深复合工艺
在设计精冲浅拉深复合工艺时需要考虑零件拉深变形程度,拉深高度及与其他工序之间的关系。
图3-45所示为汽车油泵链轮及其精冲拉深复合工艺图,零件材料为C45,料厚为5MM。
工步一:切口、冲定位孔;(以便于拉深时材料从四周向中心收缩。拉深时不可避免地将引起条料的变形,因此必须确保精确的工步间距。合适的定位孔设计是该模具成功的关键。)工步二:浅拉深;工步三:冲孔;工步四:半冲孔、落料冲齿形。
3.切口及斜切零件精冲复合工艺
(1)切口 切口工艺方式如图3-46所示,包括局部半冲孔、锐角切口和直角切口。可以利用单工序简单模或连续模来实现这些精冲复合工艺。
(2)斜切零件 斜切工艺如图3-47所示,与零件平面不垂直的功能面也可在精冲工艺中实现,它包括冲斜孔和斜边。斜切精冲零件的设计需要考虑精冲材料的厚度,功能面斜度,斜切长度,这些因素将直接影响零件的平面度及剪切面质量。其一般工艺过程是:工步一:弯曲;工步二:切边;工步三:回弯并落料。
对于斜冲孔的情况,需要特别考虑凸模的强度、稳定性及抗偏载能力。凸模刃口形状可以根据斜面角度加工成斜刃形式以保证凸模的均匀受力。
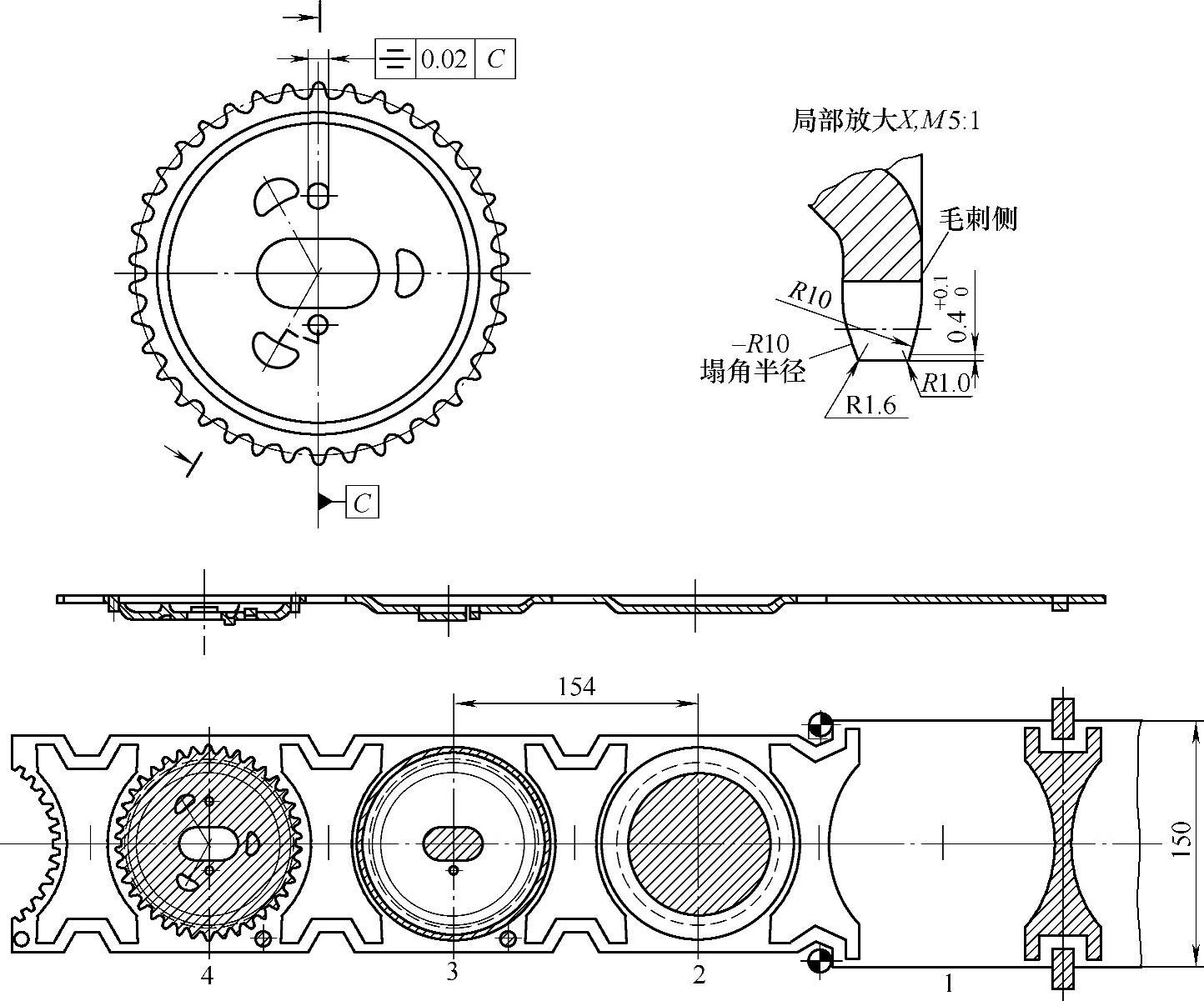
图3-45 汽车油泵链轮及其精冲拉深复合工艺图
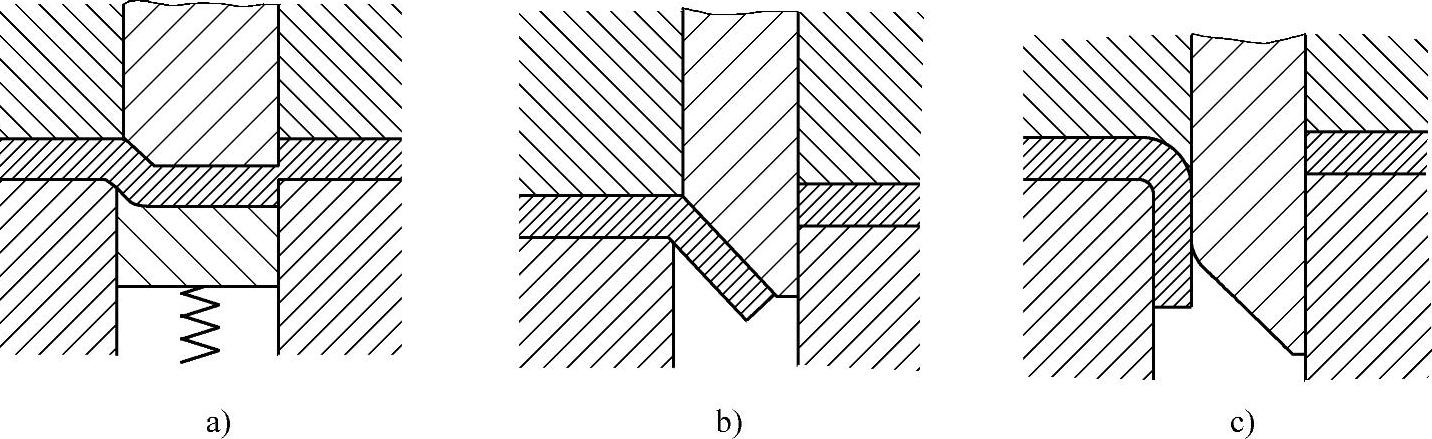
图3-46 零件切口工艺方式
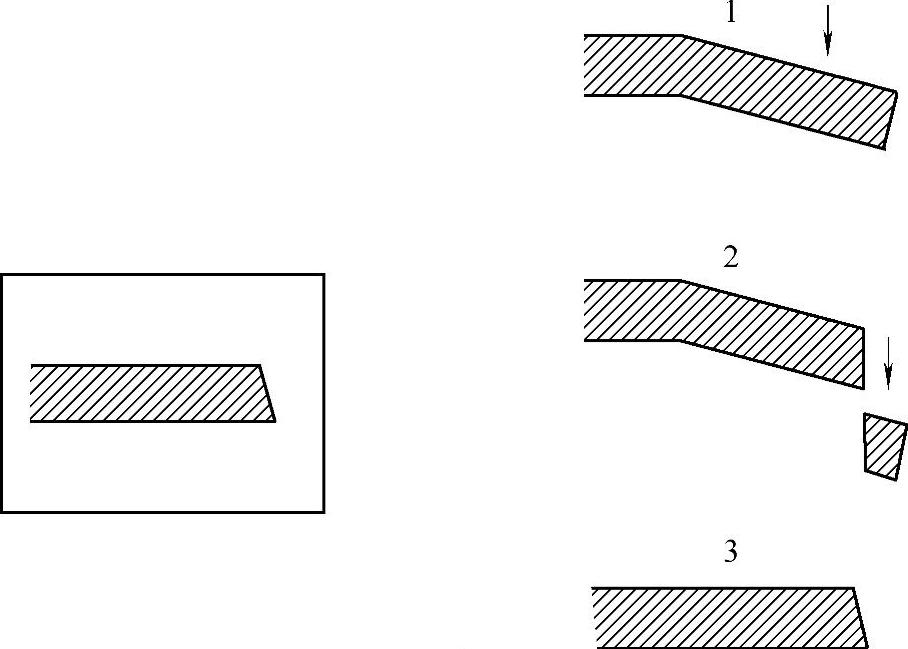
图3-47 斜切工艺
4.精冲挤压复合成形
精冲挤压复合成形技术可以用来加工具有沉孔、凸台、压扁、成形倒角等特征的零件,这类零件具有广泛的用途,主要有以下几种类型。
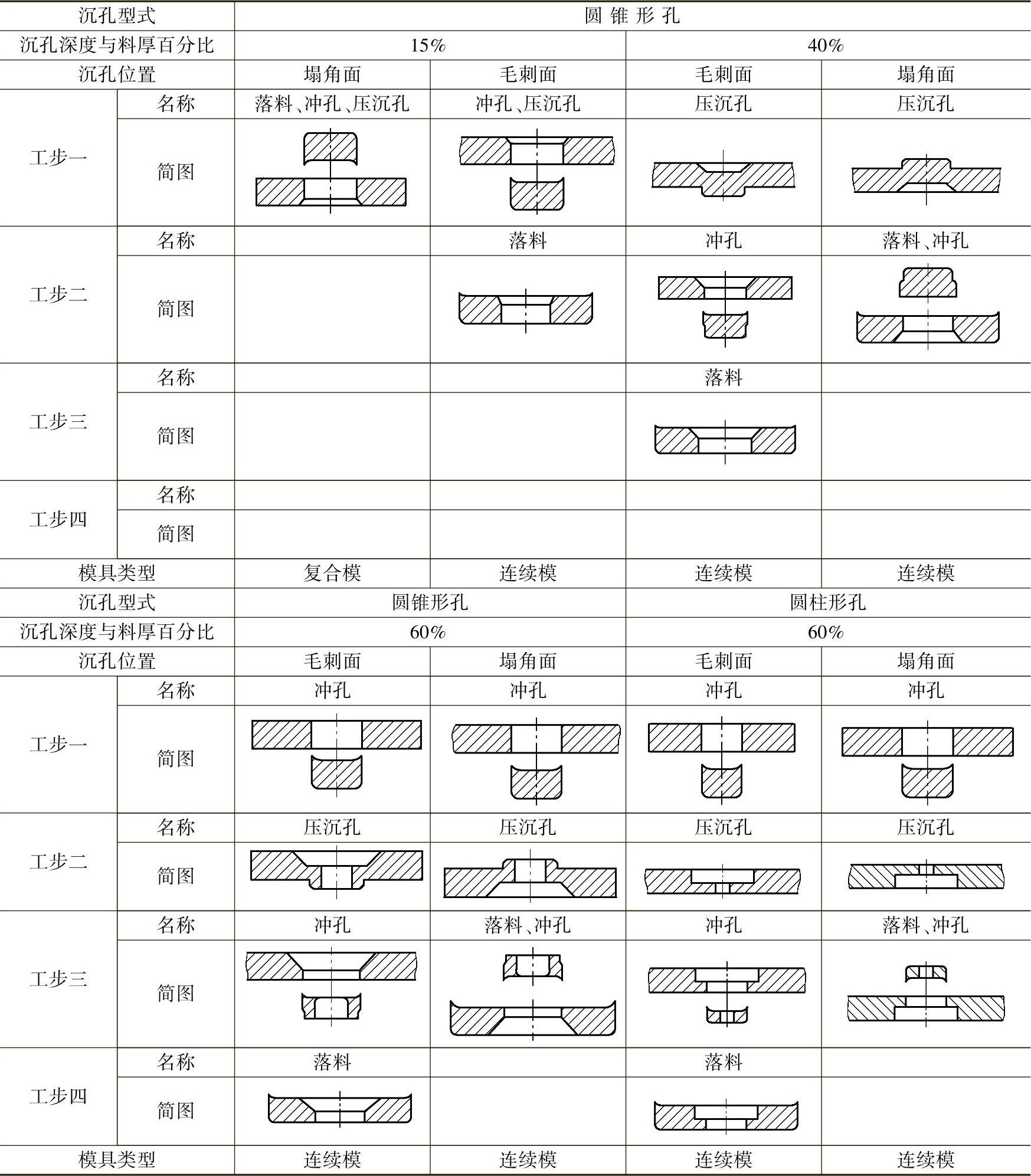
(1)沉孔零件 利用精冲挤压技术可以在精冲零件上加工沉孔。它根据料厚、毛刺侧位置和沉孔深度,可采用不同的冲压方法和模具,应用1~4个工步完成,表3-22所列为常用的沉孔加工方法。
表3-22 压沉孔工艺
精冲双面圆柱形沉孔时,若两侧沉孔深度不同(如图3-48所示),可按下述工艺过程进行加工:①预冲孔。②成形沉孔。③冲孔。④成形沉孔。
当沉孔深度超过料厚的60%时,如图3-49所示,无论是锥形或圆柱形沉孔,棱边将出现圆角形状畸变,如果该面将做为结合面,则应该进行磨削加工。
图3-50所示为一个典型的沉孔精冲零件示例。零件名称:盖板,材料:C15,料厚:5MM,其精冲工序为:①预冲孔。②成形沉孔。③最后冲孔。(https://www.daowen.com)
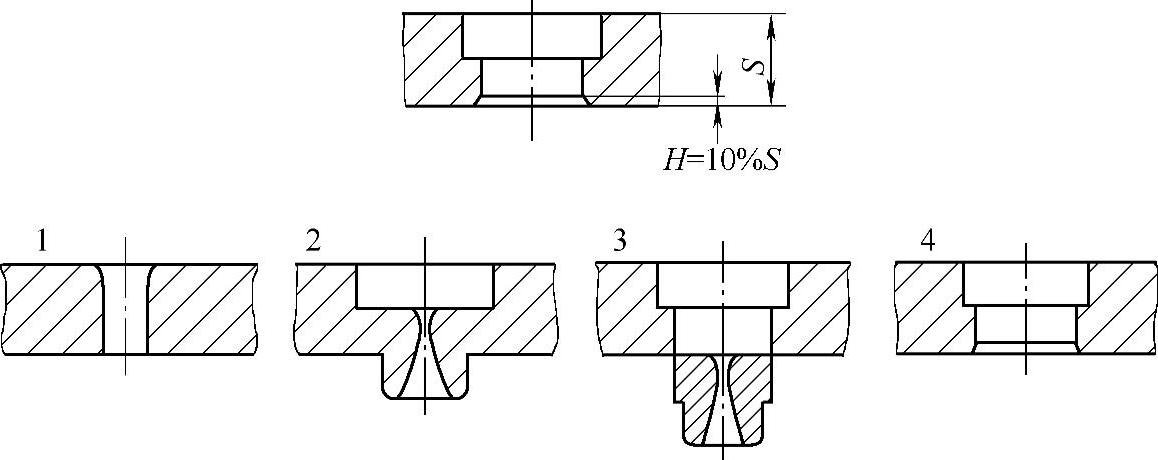
图3-48 双面沉孔工艺过程
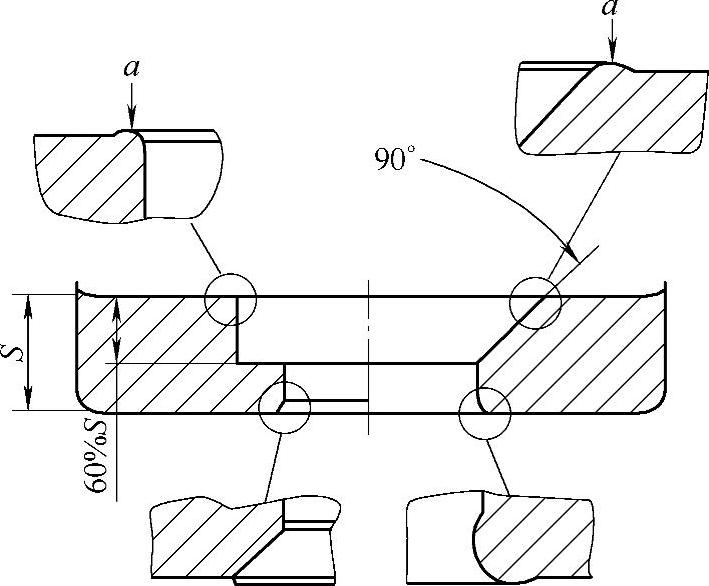
图3-49 沉孔时孔棱边的畸变
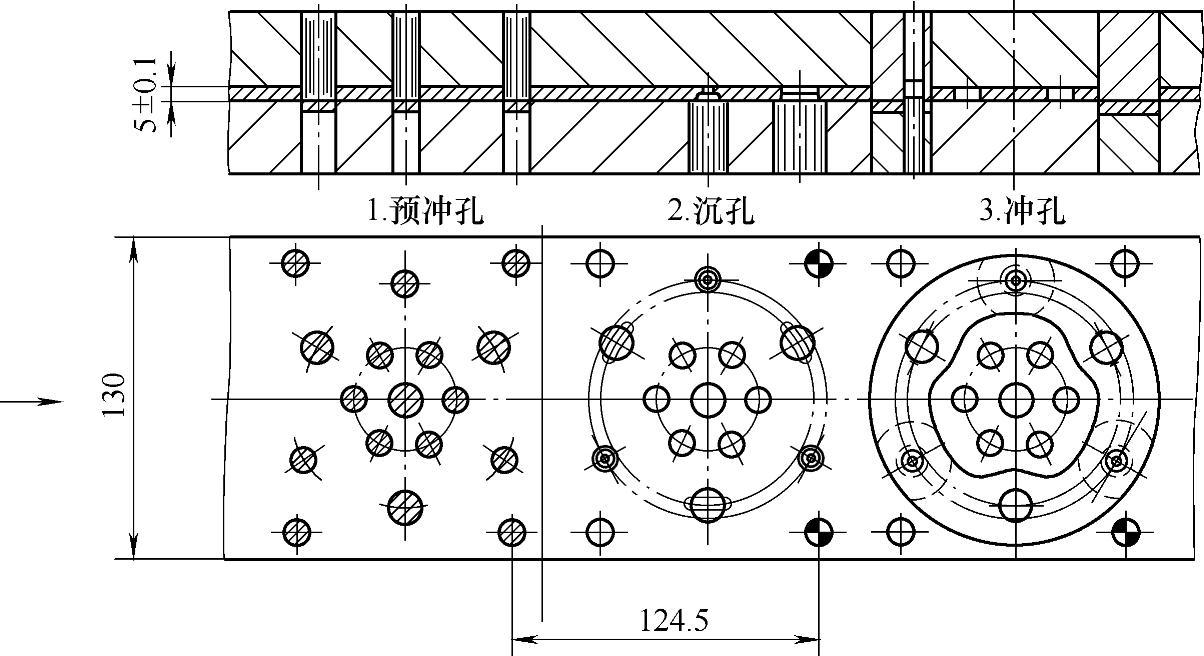
图3-50 盖板零件的沉孔工艺过程
(2)凸台零件
1)冲裁型凸台。如图3-51A、B所示,此类精冲件的凸台是通过冲裁获得的。冲裁型凸台相当于完成冲孔的一部分,一般称为半冲孔。半冲孔的凸、凹模间隙有两种取法,一种按强力压边精冲方案确定间隙,如图3-51A所示,一种按负间隙冲裁方案确定间隙,如图3-51B所示。
它们的工艺特点是:凸模压入体积大于压出凸台体积。凸台在毛刺侧时,用复合精冲模加工即可,而凸台在塌角侧时则需要用连续模进行加工。
2)挤压型凸台。如图3-51C、D所示,该类零件凸模截面积大于凸台截面积,它们的工艺特点属于正挤压塑性成形过程。该类凸台在毛刺侧时,用复合精冲模加工即可,而凸台在塌角侧时则需要用连续模或两个以上的简单模进行加工。需要注意的是,材料的集聚会影响零件的平面度。
3)模锻型凸台。图3-51E、F所示为模锻型凸台,其工艺特点近似于模锻。
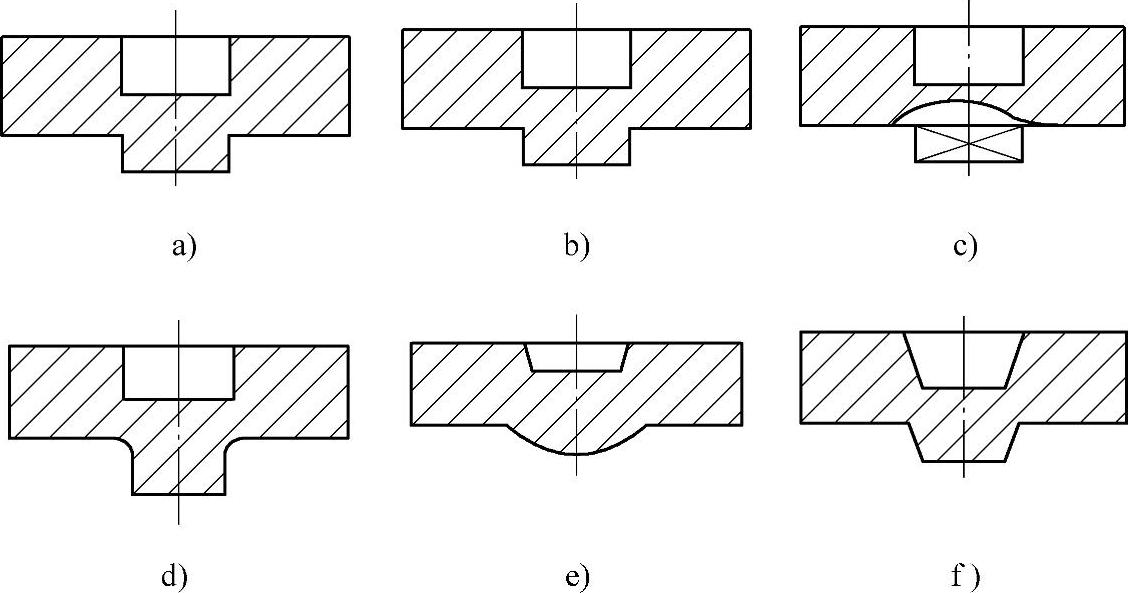
图3-51 各种形式的精冲件凸台
(3)压倒角零件 许多汽车精冲零件需要在边缘压制倒角,图3-52所示为常用的零件压倒角工艺,其步骤如下:①压对称倒角,保证材料流动的稳定性。②在冲裁状态下夹紧材料和零件。③切断。
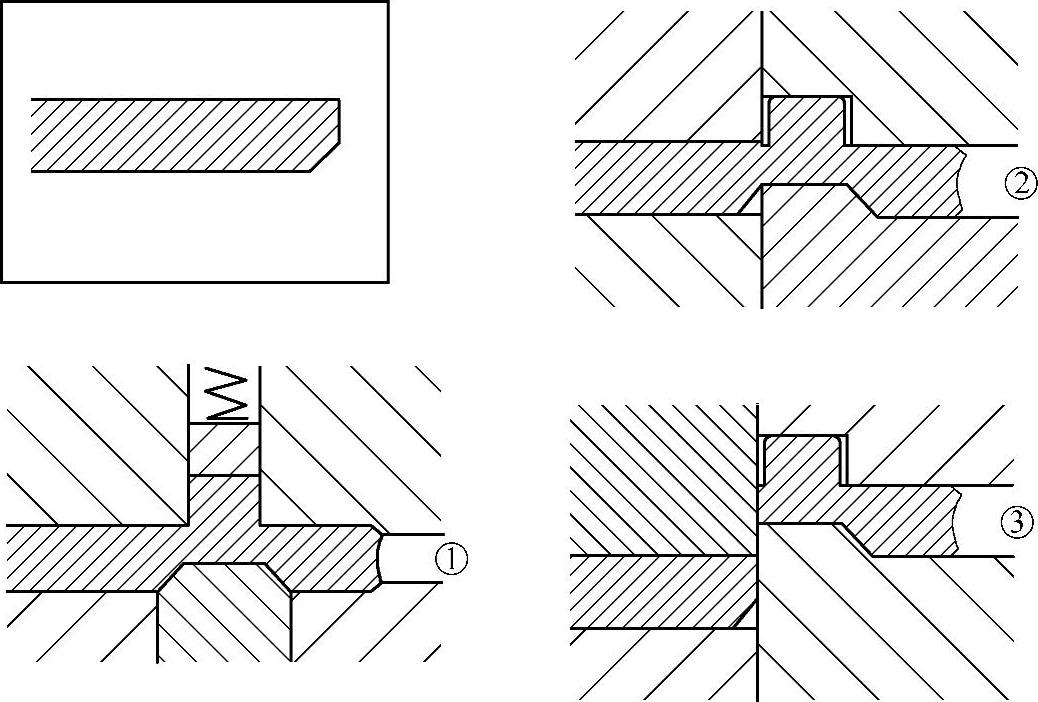
图3-52 零件的压倒角工艺
图3-53所示为制动片背板压倒角工艺。材料为ST52-3 GKZ,料厚为5MM,材料抗拉强度为600MPA。其工艺步骤为:①切槽、切边、冲定位孔。②压倒角。③冲孔、落料。
(4)压扁零件 压扁精冲复合工艺是获得三维精冲件的一个重要的工艺方法,一般在连续模上进行。如图3-54所示,通过切口、压扁和落料等工序来实现零件的局部变薄,对于大型的厚板零件,也可以在多个单工序简单模上进行。
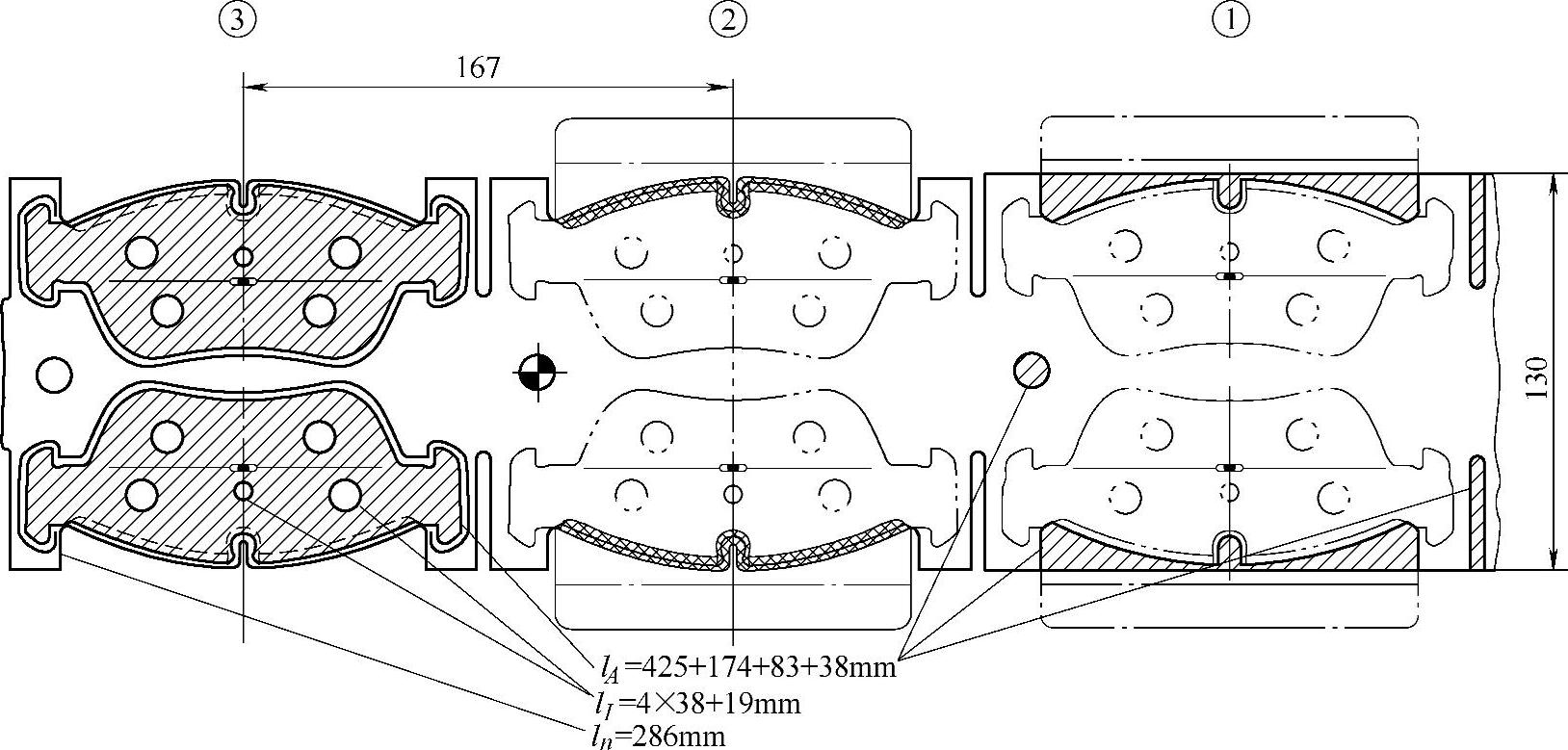
图3-53 制动片精冲背板压倒角工艺
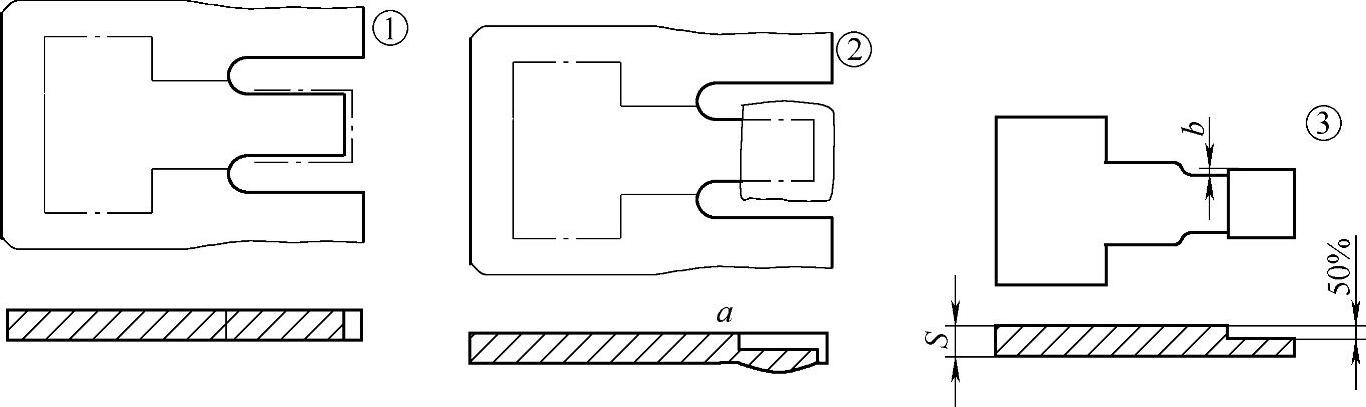
图3-54 压扁零件工艺过程
压扁精冲件工艺设计需要注意以下几点。
1)需要考虑材料的性能、厚度及压扁量,同时要注意压扁时断面的畸变。
2)由于坯料的压薄要比变厚容易实现,因此精冲坯料厚度一般由零件的最大厚度来决定。
3)由于冷作硬化的原因,压扁精冲工艺一般适用于冷作硬化指数较低的低碳钢材料,材料的厚度与硬度是制定压扁精冲工艺的主要参考数据。
图3-55所示为支臂零件压扁精冲实例。
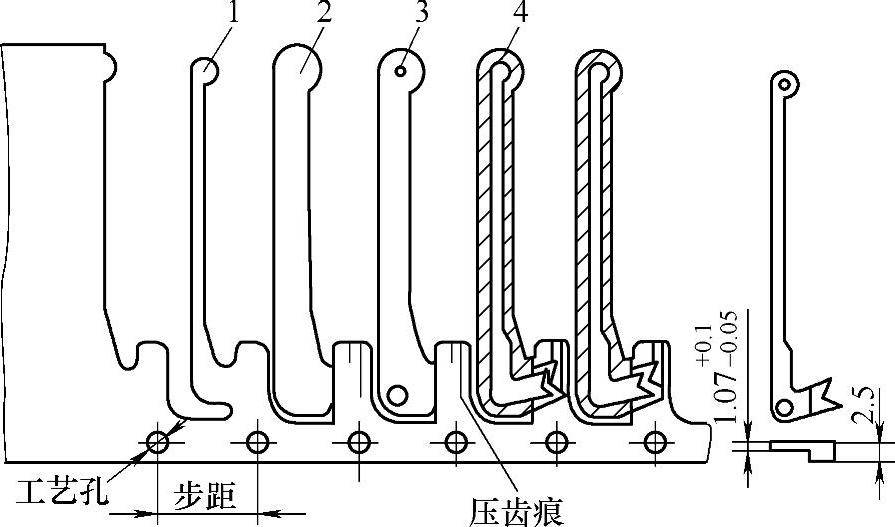
图3-55 支臂零件压扁精冲工艺过程
(5)翻边零件 图3-56所示为精冲零件翻边的基本方法。在设计翻边工艺时需要注意以下两点。
1)应该确保翻边的外侧为塌角侧,否则将造成翻边裂纹。
2)翻边凸模容易形成冷焊,因此选择合适的润滑剂及使用合适的凸模涂层是保证合格产品的重要因素。
(6)压印零件 压印是在汽车零件表面加工凹凸花纹、标记、文字、符号等的常用工艺方式。压印的凹下或凸起尺寸较小,一般在0.1~0.3MM左右,压印内容可在凸模或反压板上加工。
需要注意的是:
1)所有封闭的压印形状都要打出缺口,以保证压印模具工作稳定。
2)无论反压板压印还是凸模压印,都必须使精冲反压力大于压印力,精冲压印力的计算与普通冲压压印力计算方法一致。
3)精冲压印不同于普通冲压压印,后者对压力机刚性及重复精度要求不高,且对板料的厚度公差要求也不严格,因此精冲压印比普冲压印更易于实施。
当压印深度小于材料厚度的25%时,如图3-57A所示,模具的相对工作面可以一面加工成成形面,另一面为光面。
当压印深度大于材料厚度的25%时,如图3-57B所示,在一般情况下,特别是对高强度材料来说,应在模具的相对工作面上分别加工出相应的凸、凹槽,其尺寸和要求见图3-57B。
精冲摆碾复合工艺
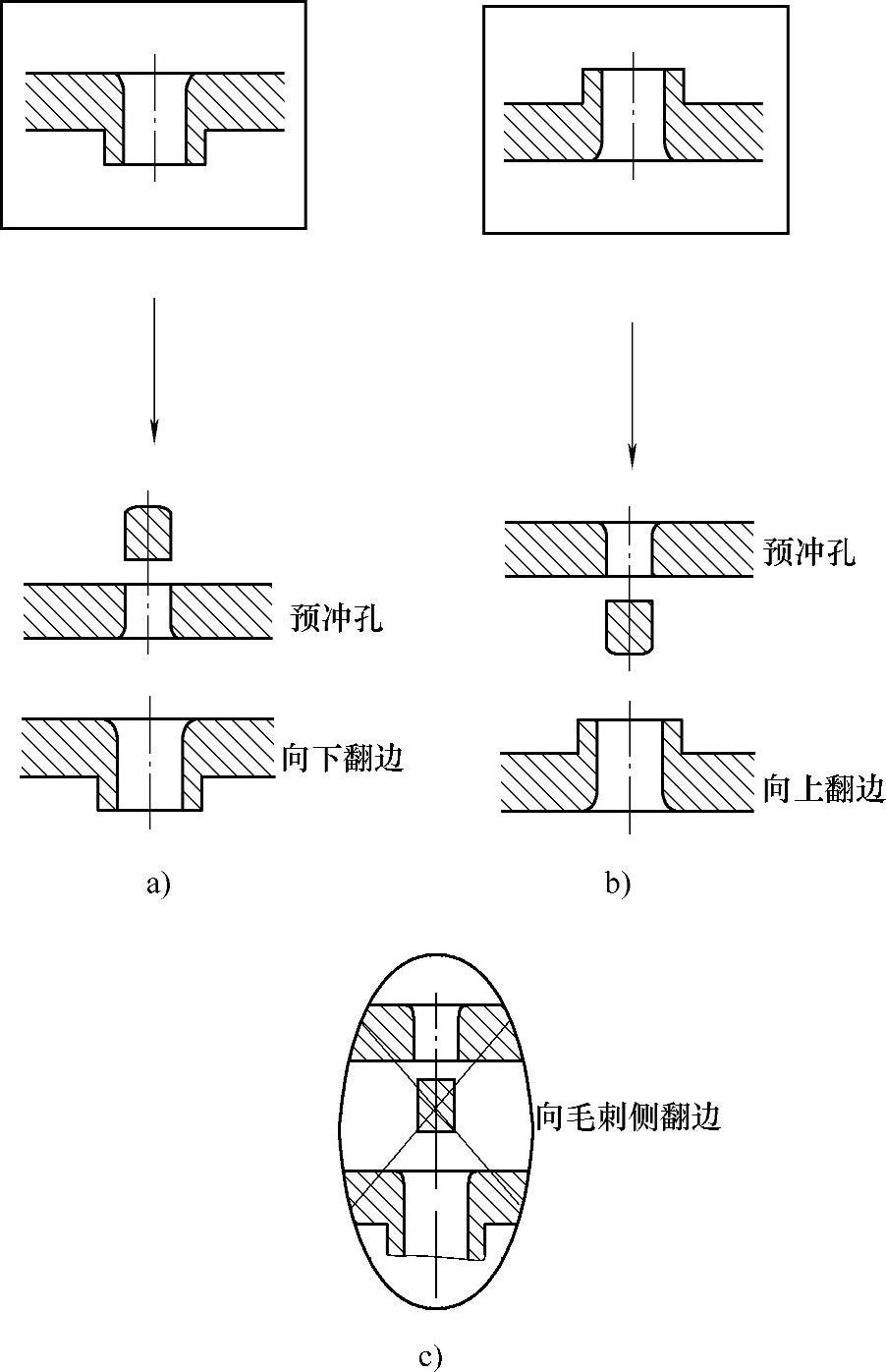
图3-56 精冲翻边复合工艺
5.精冲摆碾复合工艺
精冲与摆碾均属于金属冷成形工艺,两者结合起来,能够进一步拓展精冲技术的应用范围。瑞士SCHMID公司将两工艺结合起来用于福特轿车齿轮箱中换向空转齿轮轴的生产。图3-58所示为摆碾毛坯件与精冲成品件。具体步骤是先将零件摆碾成形,然后在2500KN精冲压力机上应用如图3-59所示的精冲模具加工完成。
其具体工序为:①切边。②精冲3个螺纹孔,并挤压法兰盘上的磨削中心孔。③去毛刺,校平螺钉接触表面。④螺纹孔与磨削中心孔检测。
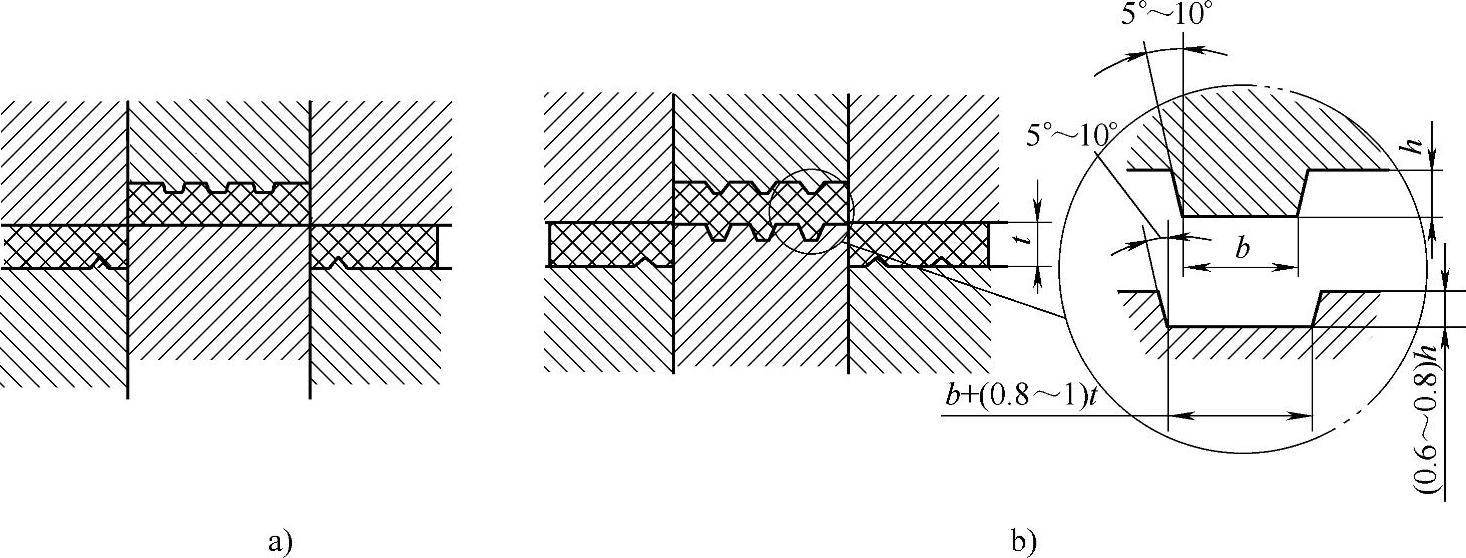
图3-57 精冲压印复合工艺
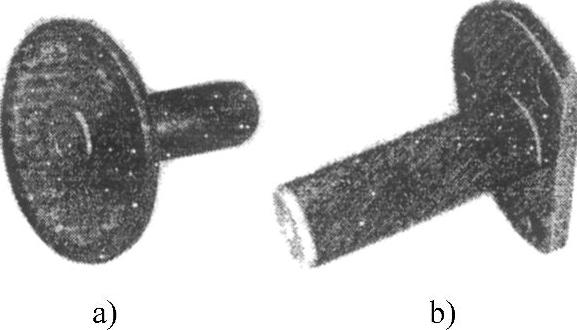
图3-58 摆碾毛坯与精冲件
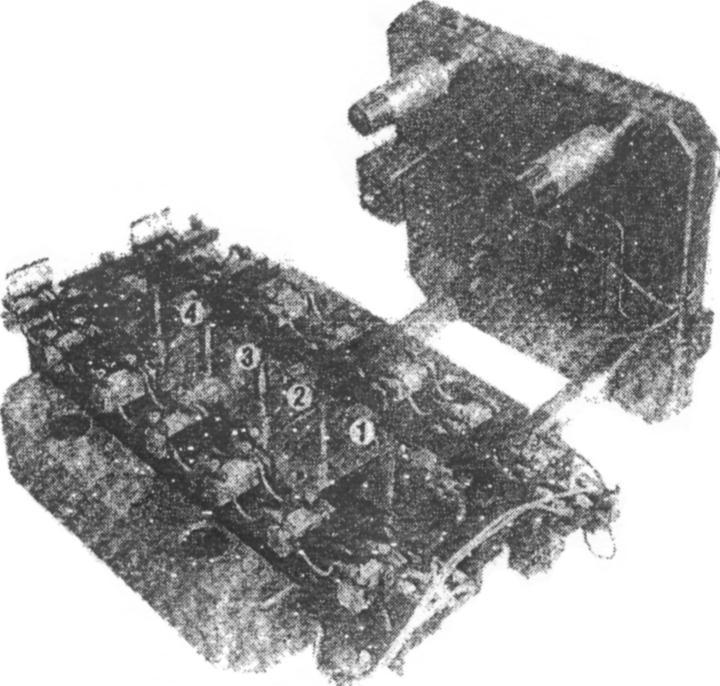
图3-59 摆碾件用精冲模具
此外,国内也对精冲摆碾复合工艺进行了试验,如图3-60所示。一般认为,精冲摆碾时,因为凸模朝各个方向成一定的倾角α,沿轴中心线做周期性圆周运动,每一瞬间均可形成凸模对板料的局部塑性成形,并在一定的进给量下产生一个局部的小变形剪切,直至工件与板料分离,这就是说,在工作过程中,图中AC为周边局部剪切面,由于受到间断性压力而得到一个小行程剪切。而B点剪切最深,BA和BC渐浅,这样就能够得到无撕裂的摆碾精冲剪切面。
精冲摆碾工艺复合时,如果是冲孔,则凸模是摆头,如果是落料,则凹模是摆头。
精冲摆碾复合工艺的优点在于:设备吨位小,模具制造简单,特别适合中厚板大型汽车零件的加工。
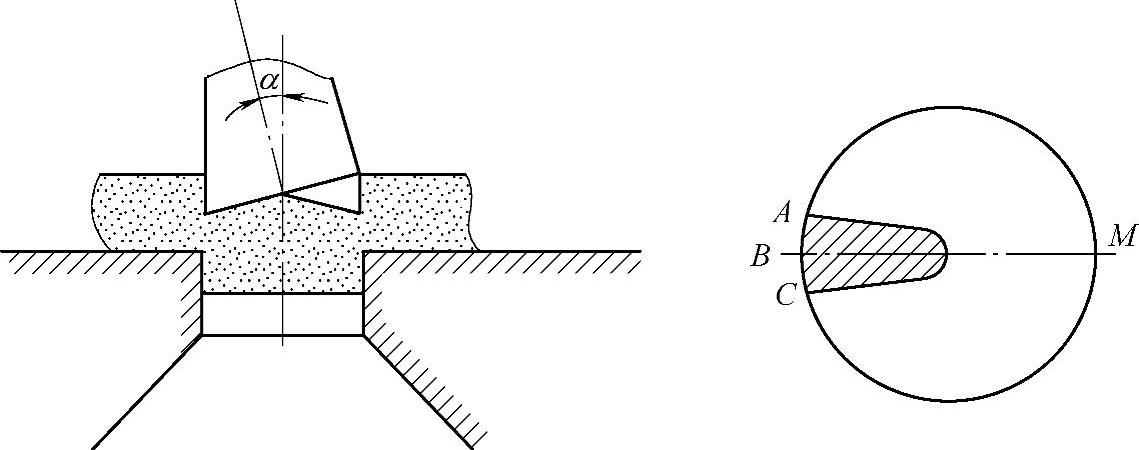
图3-60 精冲摆碾件复合工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





