精冲技术开始仅仅用于简单的平板汽车零件的加工。平板零件是指利用板材仅仅加工通孔或外形的零件。汽车中的锁件、门铰链、玻璃升降器、离合器法兰、安全带锁扣等均大量采用平板类精冲件。这类零件属于最简单的一类精冲件,通常仅需一道工序即可加工完成,所用工艺类型为落料或冲孔落料复合。但随着精冲技术的发展,现在需要使用多工位连续模来加工的平板汽车精冲零件种类越来越多,其所能够加工的平板精冲零件也日益复杂。
平板类精冲零件的加工工艺主要有以下几类。
1.小间距零件
这类零件主要是指零件内孔间距或内孔与外形的距离小于料厚60%的产品。图3-32所示为汽车变速器上的啮合盘零件,材料为C60,厚度为2MM,共有132孔。该类零件加工既可采用多个单工序模,也可采用多工位连续模,无论采用哪种方案加工均应特别注意工艺顺序的安排。加工该类零件一般来说应该先精冲内形,再由内向外分步精冲,如图3-33所示。在下一次精冲过程中,上一次已精冲完毕的内形必须使用支撑销,否则将引起内形畸变,导致产品无法满足使用要求。
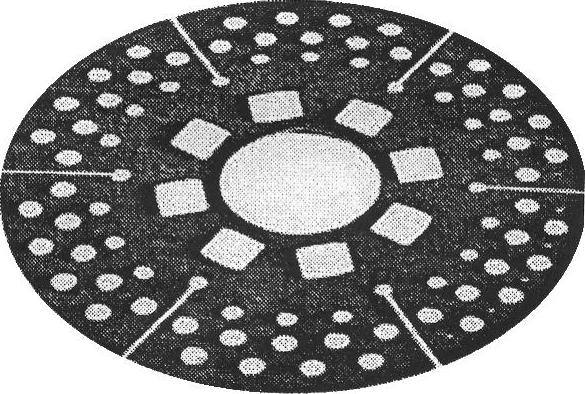
图3-32 小间距零件
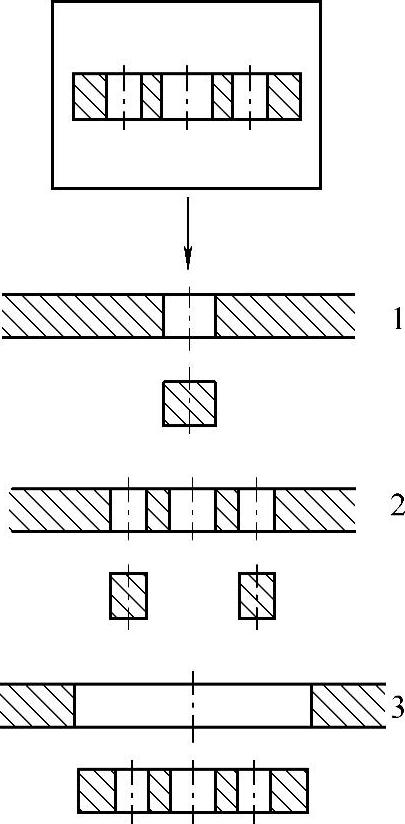
图3-33 小间距零件工艺顺序
1—冲中间孔 2—冲侧面孔 3—外形落料
2.薄壁环形零件
图3-34所示的齿形过渡环零件,材质为25MC6,厚度为10.5MM。对于这类最小壁厚小于料厚60%的薄壁环形零件,在工艺顺序上则应先精冲外形,然后以零件外形定位再精冲内孔,如图3-35所示。因此该类零件的精冲需要使用多个单工序简单模或带有夹钳式送料机构的连续模。
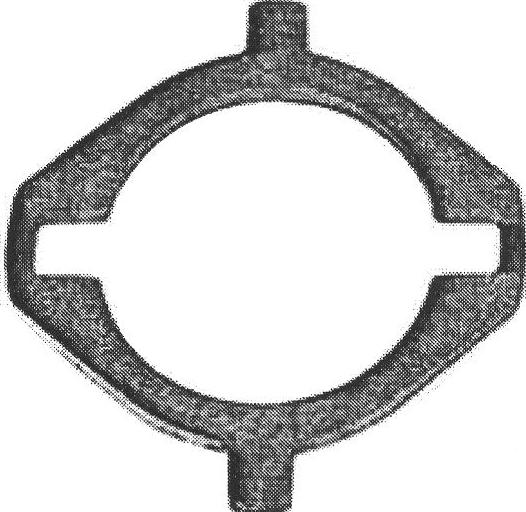
图3-34 环形零件(www.daowen.com)
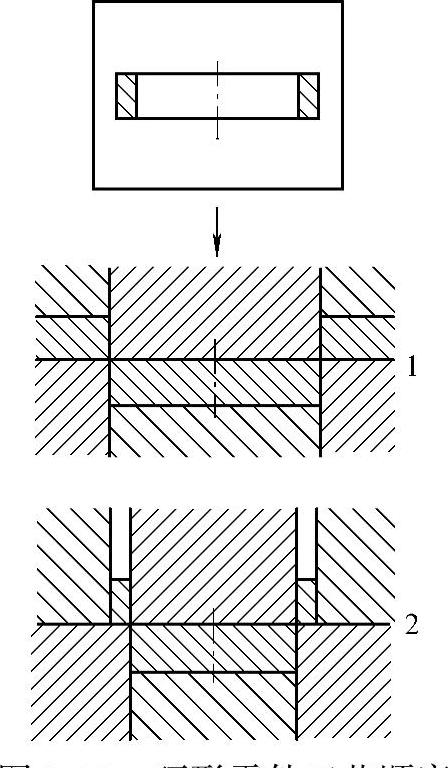
图3-35 环形零件工艺顺序
1—冲外形 2—冲内孔
3.尖角类零件
图3-36所示的汽车座椅调角器精冲件是一个典型的尖角类精冲件,由于精冲工艺有最小精冲圆角半径的要求,通过一次精冲很难加工出该零件尖齿。为了加工该类零件,在精冲工艺上需要考虑在尖齿处预先加工出部分余料,再将该处余料用逐次整修或其他加工方法去除,从而获得合格的零件。
图3-37所示为该零件的精冲加工工艺过程。其具体步骤如下。
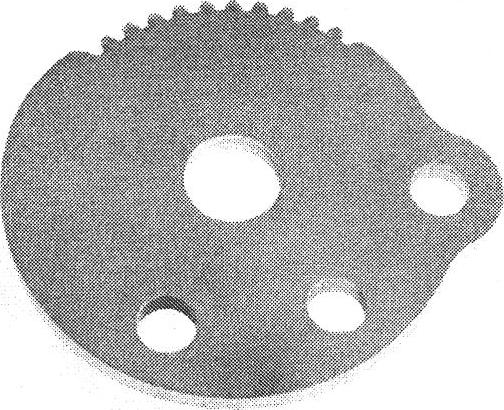
图3-36 座椅调角器齿板
工步一:切槽(预切齿)冲导正销孔;工步二:一次整修齿;工步三:一次整修齿;工步四:冲孔、落料,获得零件。
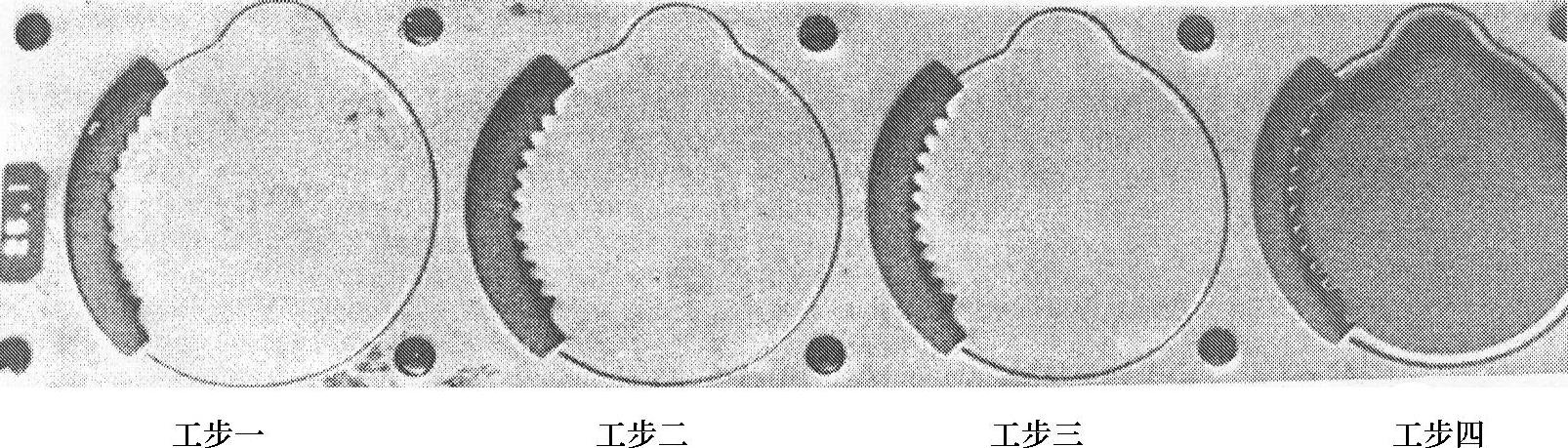
图3-37 齿板零件加工工艺过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







