1.选择标准
为汽车精冲件选择材料往往是汽车部件设计者的工作,对于精冲生产企业而言,通常是根据精冲件图样要求的材料以及零件精冲难度等级,兼顾制造成本,选择材料的供应状态。
如前所述,同一种材料,供应状态不同,其内部金相组织也不同,进而影响精冲的难易程度。供应状态也对零件的力学性能以及尺寸和形状公差有显著的影响。而且,不同供应状态对零件成本的影响也很大。
为降低原材料成本和精冲加工成本,需要对零件的工艺可行性、精度(如厚度公差)的要求和材料消耗进行综合考虑,其关系如图3-21所示。
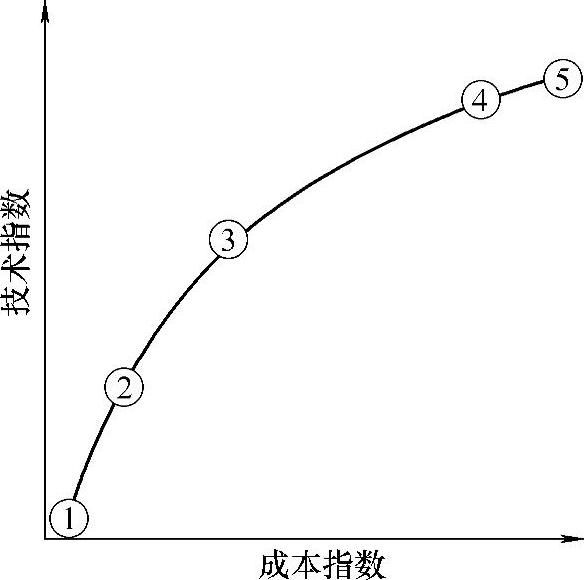
图3-21 板料不同供应状态与技术和经济参数的关系
1—热轧带钢(钢板)、酸洗2—热轧带钢、酸洗、退火3—热轧带钢、酸洗、退火、表面精整4—热轧带钢、酸洗、球化退火(AC)5—热轧带钢、酸洗、退火到球状渗碳体
及超低屈服强度(AC+ES)
“技术指标”轴包含了最终产品设计时指定的多个技术参数,如尺寸公差、表面质量以及模具寿命等;同时,还包含成形能力,该值随材料强度降低、塑性增加而增加。此外,如果是碳钢,成形能力还与渗碳体球化程度直接相关。
“成本指数”轴反映了成本的增长情况。曲线分为1~5个阶段,突出了热轧材料和冷轧材料成本的不同(冷轧材料的成本要明显高一些)。如需进一步提高材料技术性能,尤其对于合金钢,可进行极软化退火(EW)处理,即反复进行数次轧制和退火工艺,由此,成本将显著增加。
2.选择示例
表3-10~表3-16所列是几种典型材料根据零件精冲难度等级选择材料供应状态的示例。表中符号说明如下。
S1、S2、S3分别表示零件难度等级,其中S1为容易精冲的;S2为中等难度精冲的;S3为精冲困难的。关于S1、S2、S3的定义,可参考标准JB/T 9175.1—1999《精密冲裁件 结构工艺性》。
表3-10 软钢、非合金钢(ST22/ST24,ST2/ST4)

注:RM—抗拉强度;σ0.2—名义屈服强度;○—推荐使用该材料;(○)—基本推荐该材料;×—不推荐该材料。
表3-11 结构钢(S355)

注:RM—抗拉强度;σ0.2—名义屈服强度;○—推荐使用该材料;(○)—基本推荐该材料;×—不推荐该材料。
表3-12 渗碳钢(16MNCR5)
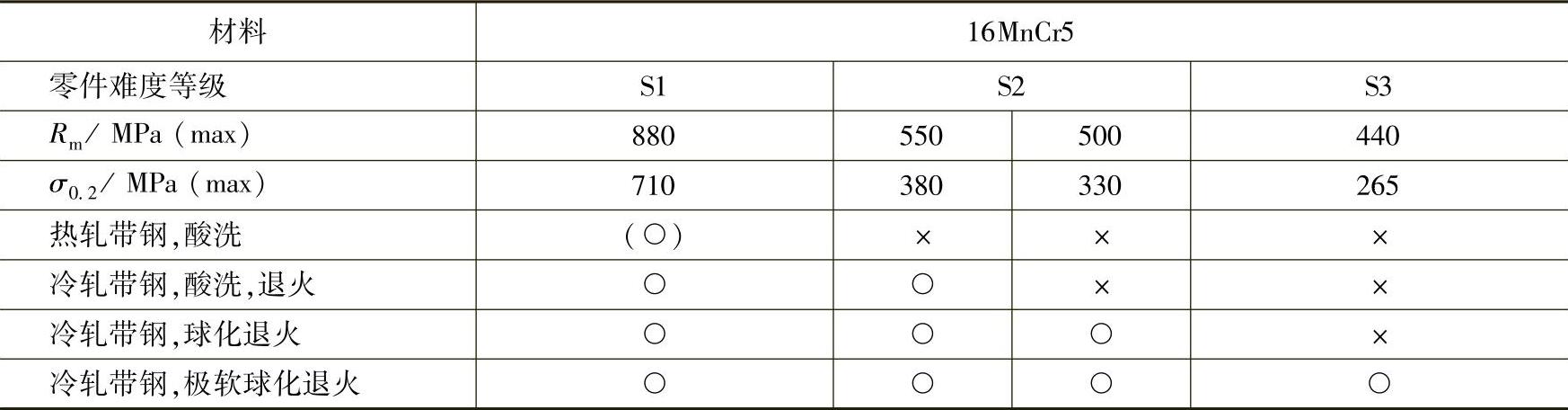
注:RM—抗拉强度;σ0.2—名义屈服强度;○—推荐使用该材料;(○)—基本推荐该材料;×—不推荐该材料。
表3-13 非合金调质钢(C45)
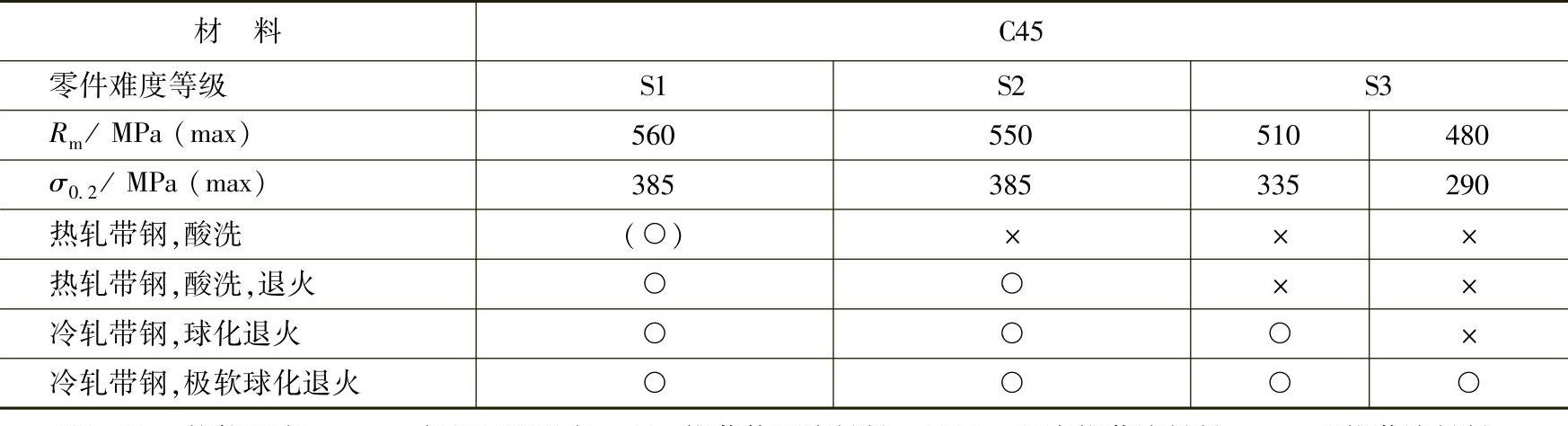
注:RM—抗拉强度;σ0.2—名义屈服强度;○—推荐使用该材料;(○)—基本推荐该材料;×—不推荐该材料。
表3-14 非合金调质钢(C53)(https://www.daowen.com)
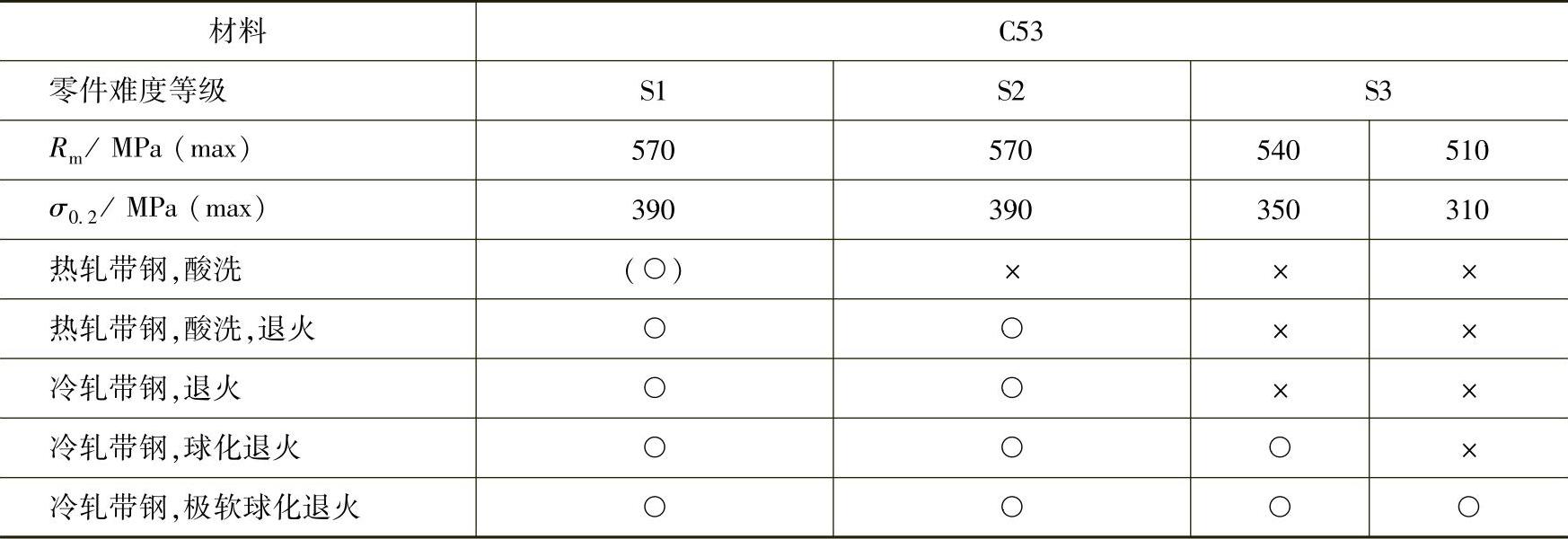
表3-15 调质钢(42CRMO4)
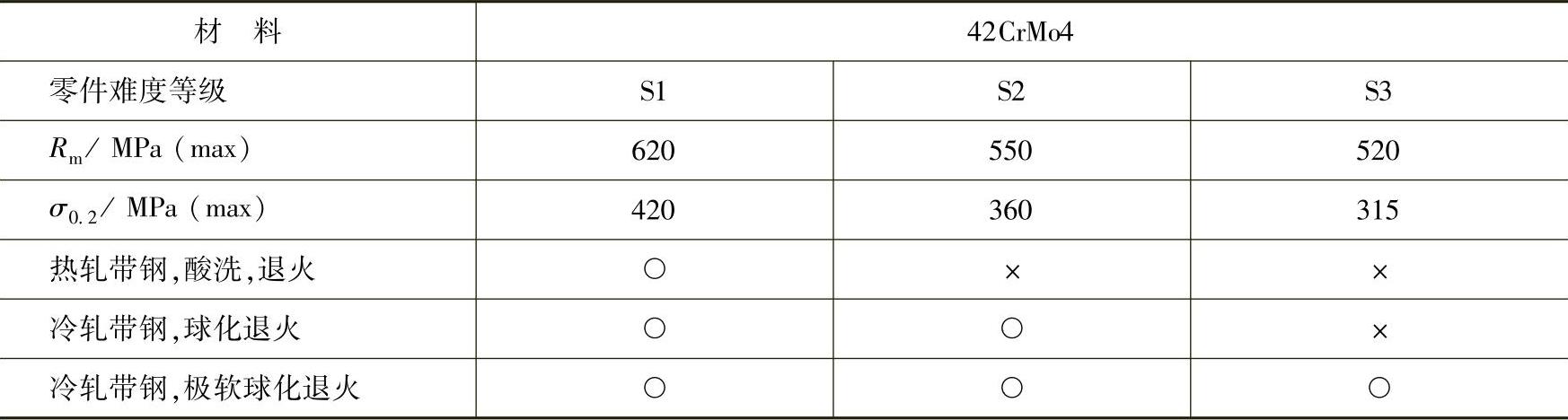
注:RM—抗拉强度;σ0.2—名义屈服强度;○—推荐使用该材料;(○)—基本推荐该材料;×—不推荐该材料。
表3-16 工具钢(100CR6)
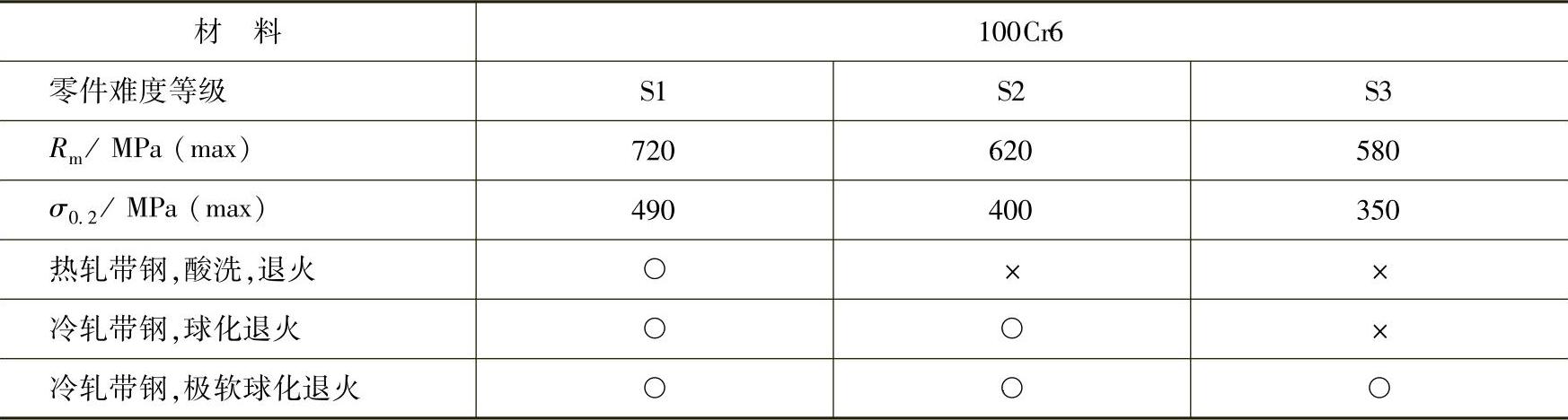
注:RM—抗拉强度;σ0.2—名义屈服强度;○—推荐使用该材料;(○)—基本推荐该材料;×—不推荐该材料。
实例1.后钩精冲件
图3-22所示是汽车行李箱锁内的后钩零件,材料:C45;厚度:4.00MM;厚度公差:±0.07MM;抗拉强度RM=600MPA(MAX),热处理要求:1500±100MPA。
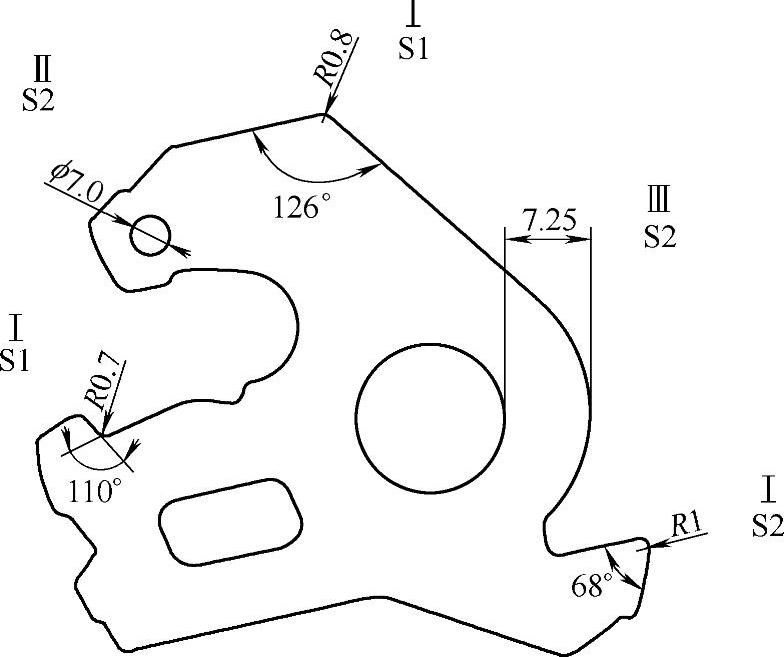
图3-22 后钩精冲件
为决定该零件的难度等级,外形上应考虑的难度特征如下:①圆角半径;②孔径;③环宽。
外形的外圆角半径一处为AR=1.0,夹角α=68°,根据JB/T 9175.1—1999《精密冲裁件 结构工艺性》之规定,可知其难度等级为S2;另一处AR=0.8,夹角α=126°,难度等级为S1。外形的内圆角半径IR=0.7,夹角α=110°,难度等级为S1。孔径7.0MM,难度等级为S2。环宽7.25MM,难度等级亦为S2。因此,对整个零件而言,难度等级为S2(取所有特征中难度等级最高的)。
实际经验表明,如果该零件采用C45,则应进行一次退火处理。由于零件的难度等级只是S2(中等难度),因此热轧和冷轧带钢都可以使用。参考表3-13,可以考虑选用下列钢的类型和热处理状态:
1)热轧带钢,酸洗,退火。
2)热轧带钢,酸洗,表面精整,退火。
3)冷轧带钢,退火。
4)冷轧带钢,球化退火(精冲件质量更好)。
实例2.扇形齿轮精冲件
如图3-23所示,它是汽车座椅上的扇形齿轮零件,材料:42CRMO4;厚度:6.00MM;厚度公差:±0.10MM;抗拉强度RM:500MPA(MAX),热处理要求:50~54HRC;齿的模数M=2.1。
为决定该零件的难度等级,外形上应考虑的难度特征如下:①模数;②环宽。
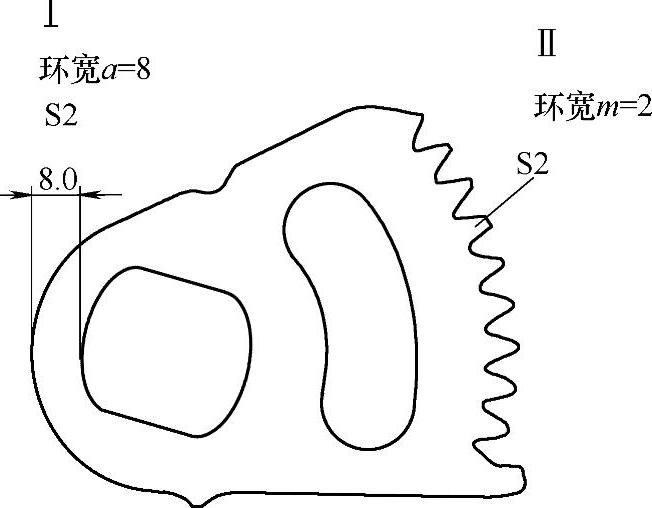
图3-23 扇形齿轮精冲件
根据JB/T 9175.1—1999《精密冲裁件 结构工艺性》的规定,环宽8.0MM,厚度6.00MM,其难度等级为S2。齿的模数2.1,难度等级为S3。因此,该零件的难度等级为S3,属于精冲困难级别。
根据表3-15,必须使用冷轧钢带,且需进行极软球化退火处理。实际经验也证明,如果使用仅仅进行了球化退火的热轧钢带加工,部分齿的齿顶也会出现微小裂纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





