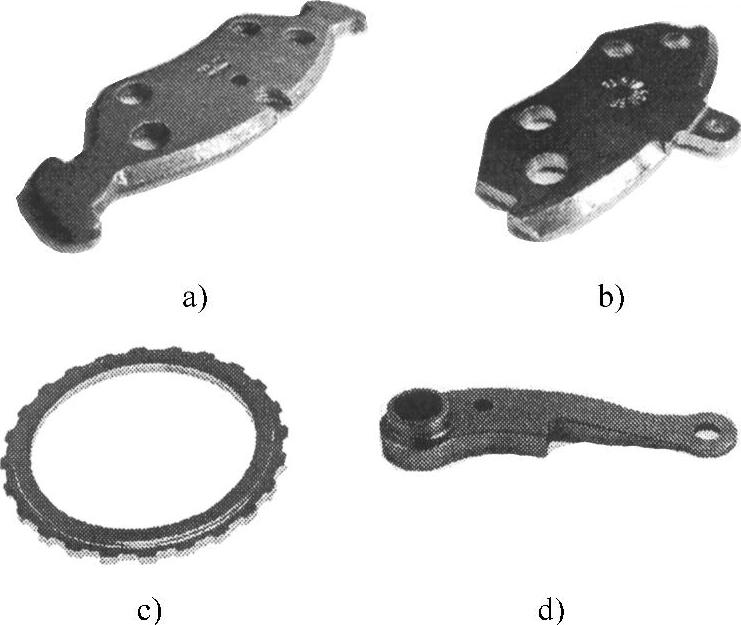
图3-14 局部减薄精冲件
A)制动片背板(制动系统,S275JR,5MM)B)制动片背板(制动系统,S275JR,5MM)C)外摩擦盘(自动变速器,C45,6MM)D)选挡杆(自动变速器,DC04,3MM)
随着精冲工艺技术的进步和精冲设备的精密化、大型化,一些原来用其他加工方法制造的汽车零件变为用精冲方法加工的精冲件。另一方面,随着汽车零件的设计者对精冲工艺技术的了解日益加深,使某些零件在初始设计时就按照精冲工艺的要求进行设计,甚至在产品图上直接注明“此零件为精冲件”。因此,汽车精冲件的品种与数量越来越多,并逐渐向形状立体化、尺寸大型化、材料高强化演进。
1.从平面精冲到立体成形
在平板零件精冲技术的基础上,人们开始将弯曲、压印、冷挤压等冷成形技术与精冲复合起来,用以加工具有三维特征的复杂立体形状零件,以满足汽车零件的要求。典型的立体成形件有座椅调角器、变速器拨叉、机油泵链轮等。
2.从小尺寸到大尺寸(www.daowen.com)
初期的汽车精冲件主要是那些尺寸小、厚度薄的零件,现在已扩展到大尺寸和(或)大厚度的零件。大尺寸零件的剪切轮廓长度可达1000MM以上,大厚度零件的厚度可达16MM。
3.从低强度到高强度
随着精冲专用润滑剂的出现以及模具材料性能的提高,精冲可加工的材料范围逐渐扩大,汽车精冲件的材料也由初期的低碳钢、低碳合金钢发展到中、高碳钢和中碳合金钢。现在,采用45钢、60钢、42CRMO4等中、高碳钢和中碳合金钢的汽车精冲件已非常普遍。为了既保证精冲件断面质量,又满足零件的高强度要求,国外还专门研制了微合金细晶粒钢,如QSTE系列钢种,其抗拉强度在540MPA以上,最高达到950MPA。
不仅使用精冲件可使结构轻量化,而且精冲件生产又具有优质、高效、节能的优点,所以原来用其他机加工方法制作的零件,一部分变为精冲件。例如原来的换挡拨叉多为铸件,现在除少数重型载货汽车外,基本都变为精冲件;原来用锻造、粉末冶金或机械加工的一些齿形类零件,也逐步改成了精冲件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






