1.按用途分类
对于每种汽车型号而言,汽车零部件设计者会根据功能需要设计出不同种类与数量的精冲件。不同的汽车制造商、不同的汽车型号,所采用的精冲件,无论从结构形式、几何尺寸,还是材料选取方面,都是不尽相同的。图3-1所示是一辆乘用车上使用精冲件最为集中的几个部位。
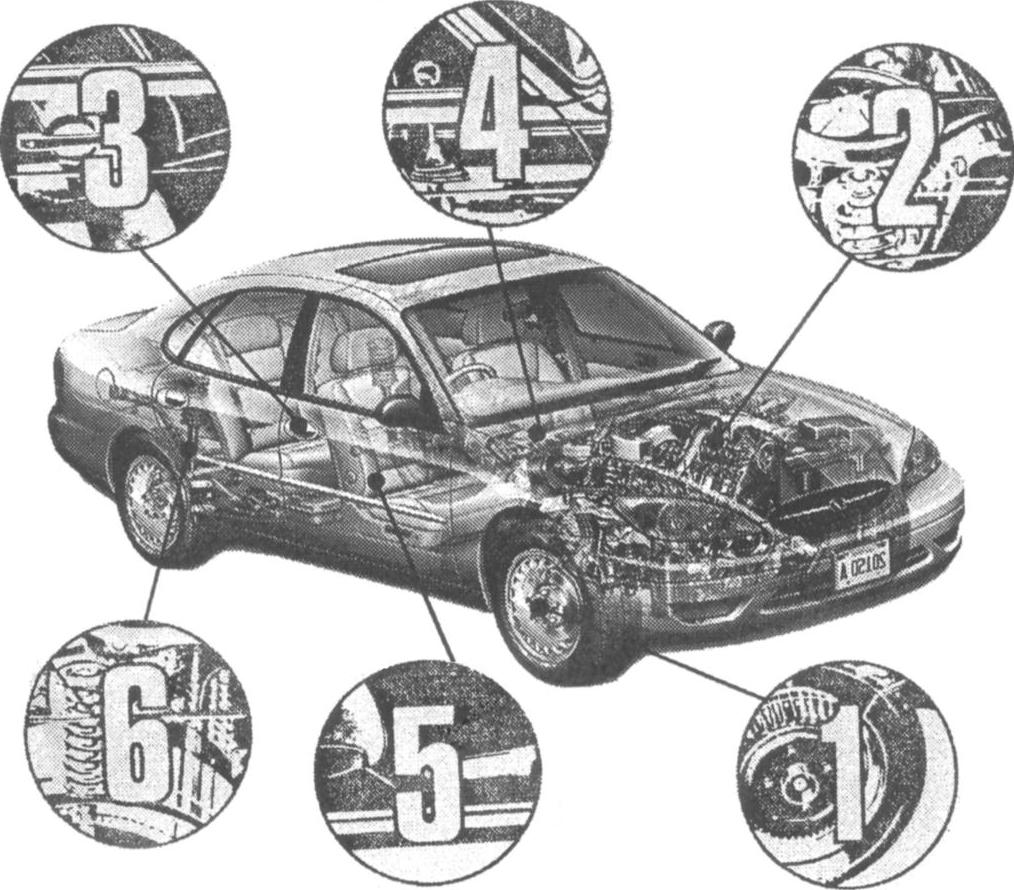
图3-1 汽车精冲件安装部位
(1)制动系统精冲件(见图3-2)
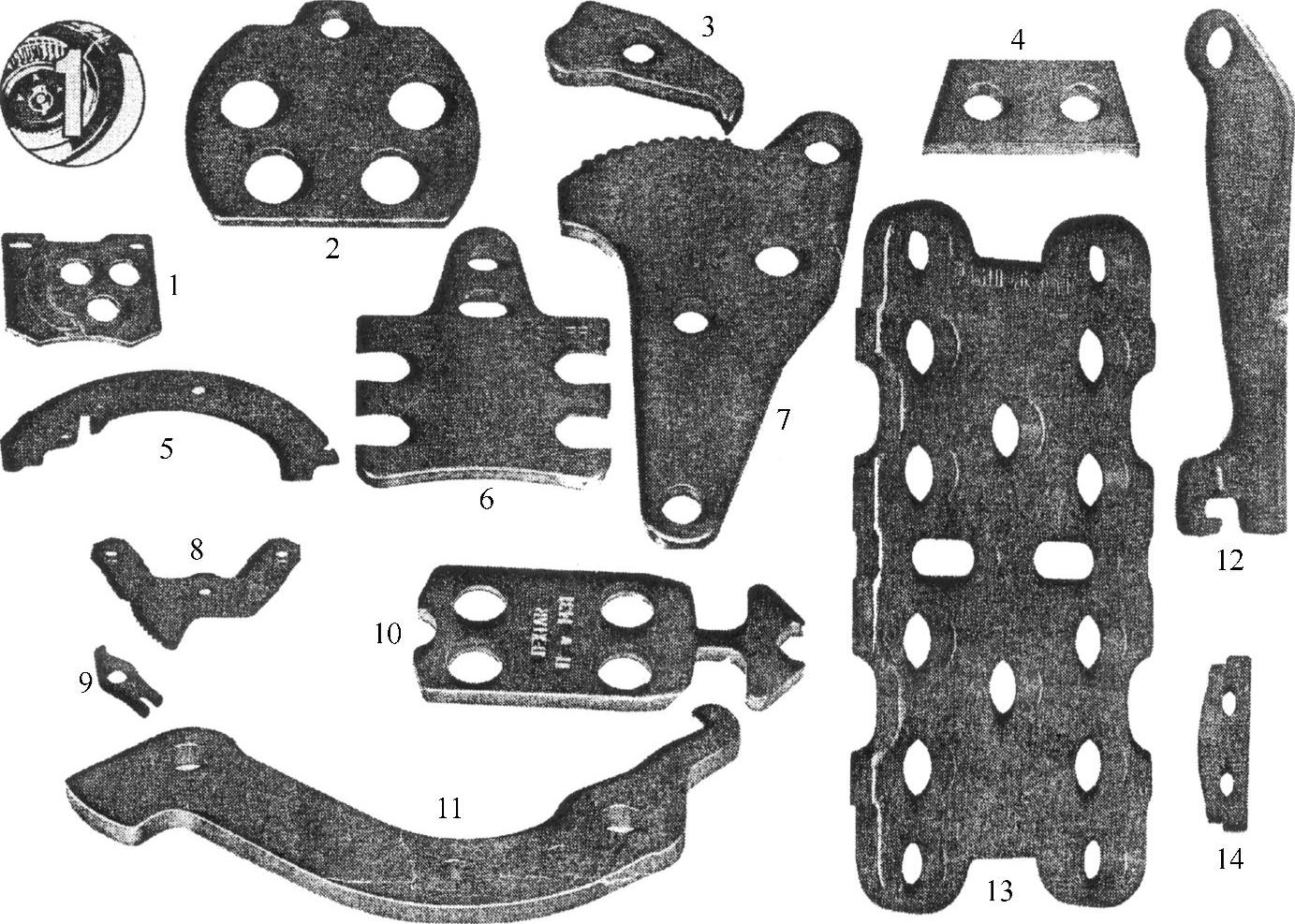
图3-2 制动系统精冲件
1—制动蹄片(ST42,4.5MM) 2—制动蹄片(ST37,3MM) 3—制动臂和弓形制动块(16MNCR5,5MM) 4—法兰(ST42,5MM) 5—制动杠杆(C35,4MM) 6—制动蹄片(ST42,4MM) 7—制动齿板(C10,5MM) 8—弓形动块(C10,5MM) 9—棘轮(C10,5MM) 10—制动蹄片(ST42,4MM) 11—杠杆(C45,4.5MM) 12—制动杠杆(ST42,4MM) 13—制动蹄片(ST42,5MM) 14—制动蹄片(UST34-1,5MM)
(2)发动机精冲件(见图3-3)
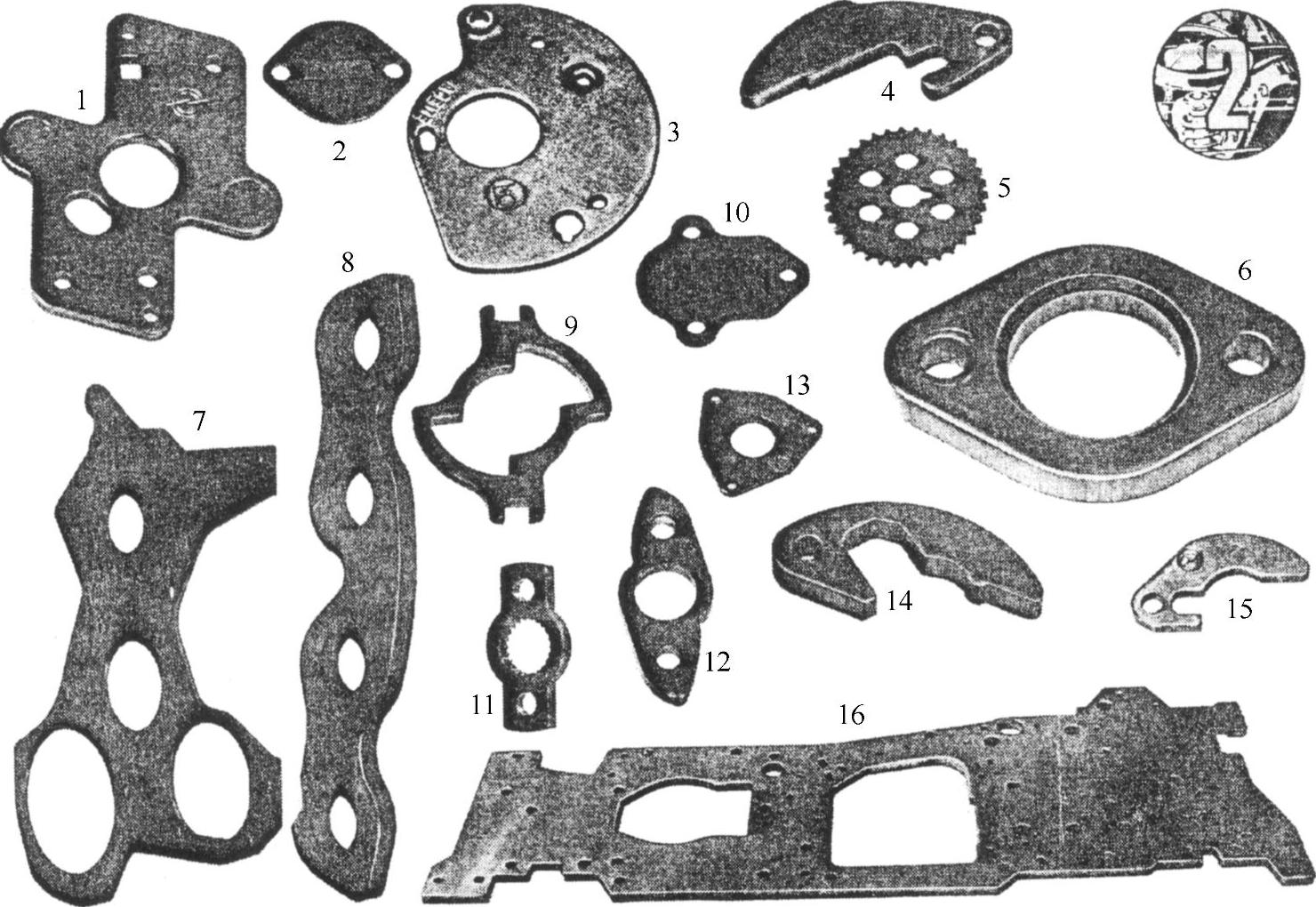
图3-3 发动机精冲件
1—平板(C10,3MM) 2—法兰(C10,3MM) 3—平板(ST42,2MM) 4—离心重体(ST2,3.5MM) 5—凸轮轴齿轮(X0C3,5.2MM) 6—法兰(ST42,8MM) 7—前板(ST42,7MM) 8—法兰(ST37,13MM) 9—固定板(C10,4MM) 10—盖板(C10,3.9MM) 11—齿轮板(C10,3MM) 12—凸轮(C15,3.2MM) 13—平板(C10,4MM) 14—离心重体(C10,4MM) 15—离心重体(MUST2,3.5MM) 16—侧板(PERALLUMAN,抗拉强度250N/MM2,5MM)
(3)门锁精冲件(见图3-4)
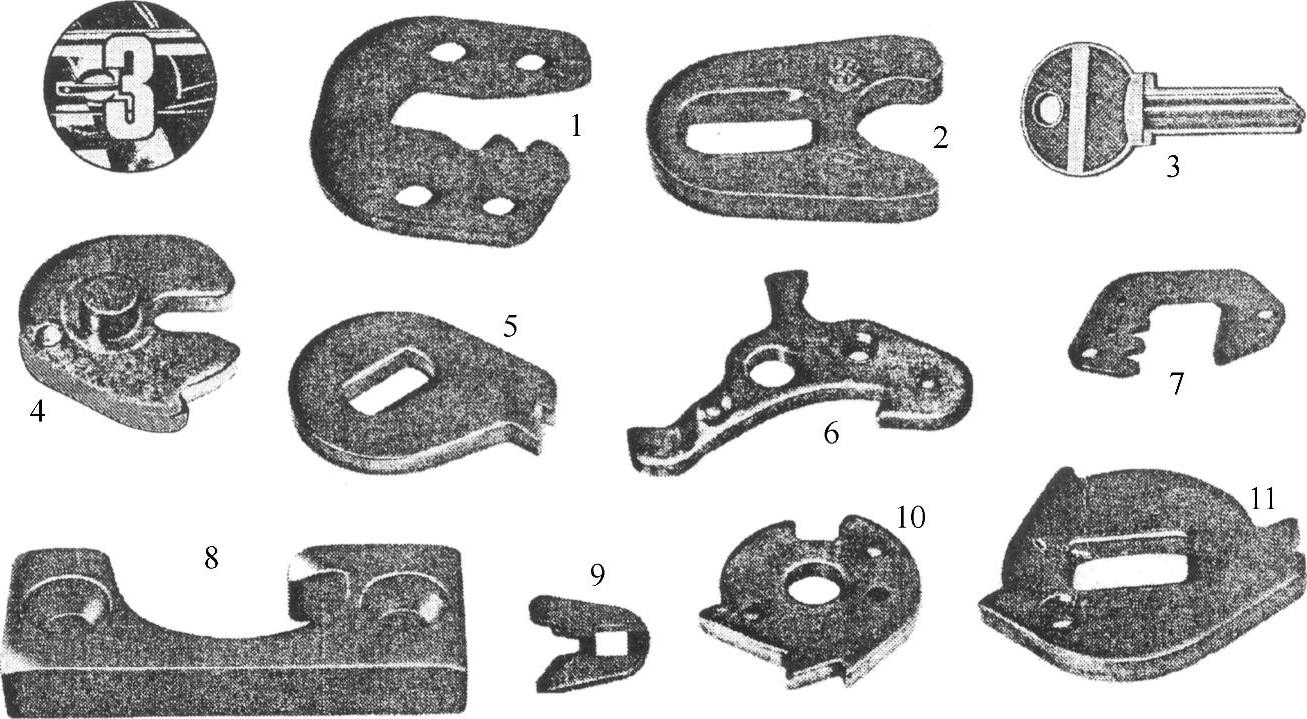
图3-4 门锁精冲件
1—凸轮(16MNCR5,5MM) 2—扣件(16MNCR5,5MM) 3—钥匙(AMN PB,2.25MM) 4—扣件(CK15,5MM) 5—固定板(C10,4MM) 6—棘轮(C10,4.5MM) 7—凸轮(16MNCR5,4.5MM) 8—凸轮(FE42,10MM) 9—螺栓叉杆(C45,2MM) 10—棘轮(15CR3,3.5MM) 11—棘轮(16MNCR5,4.5MM)
(4)传动系统精冲件(见图3-5)
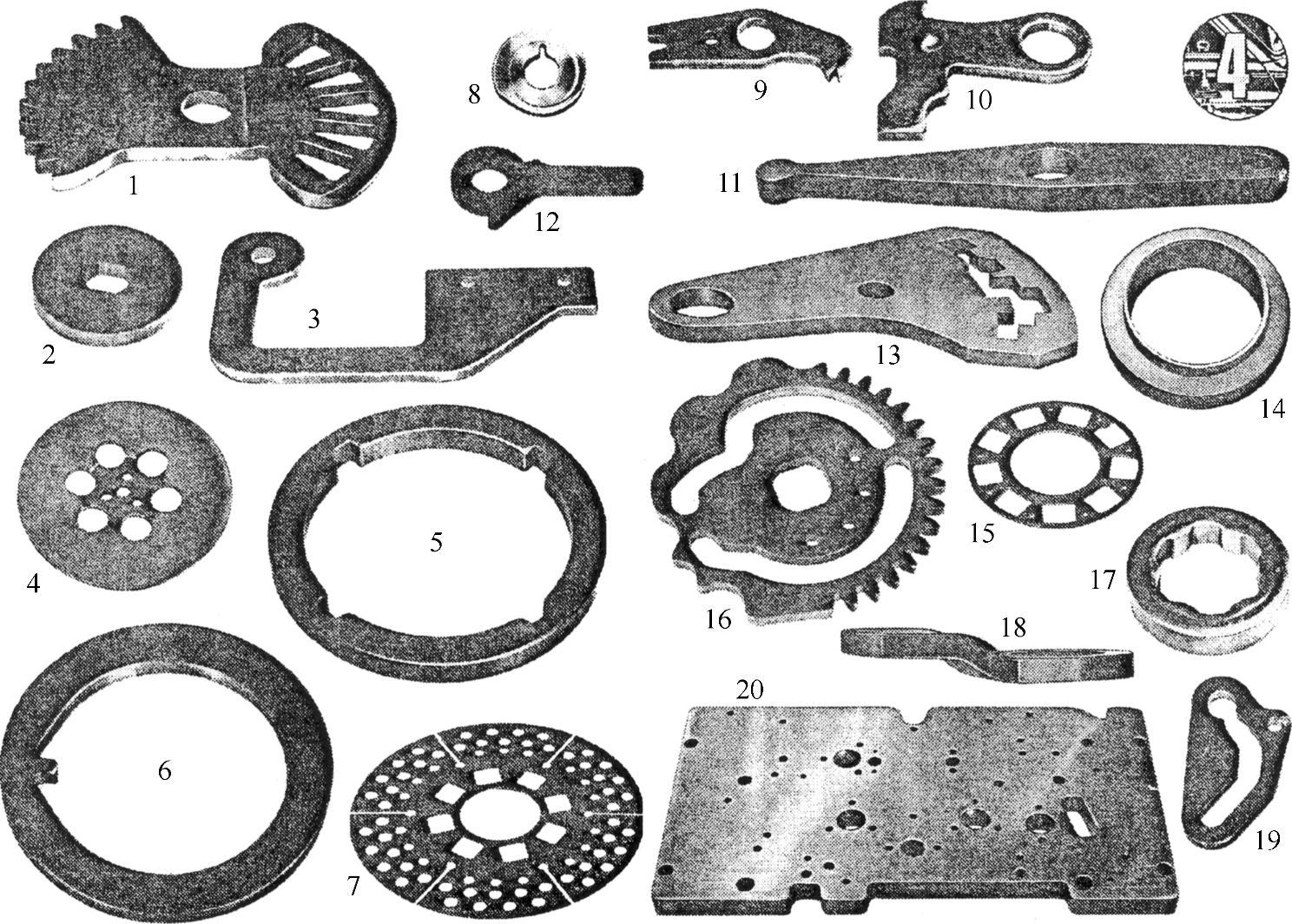
图3-5 传动系统精冲件
1—弓形齿轮(C45,4.5MM) 2—圆盘(ST50,6MM) 3—杠杆(C45,3.5MM) 4—阀板(C10,5MM) 5—锁紧环(C60,5MM) 6—离合器环(C60,5MM) 7—离合器圆盘(C60,2MM) 8—凸轮板(FE PO2,抗拉强度400N/MM2,3MM) 9—棘轮(C10,4MM) 10—杠杆(C10,4MM) 11—控制杆(12NC3,10MM) 12—棘轮(C22,4MM) 13—控制凸轮(FE PO 2,4MM) 14—同步环(FEPO2,12MM) 15—离合器法兰盘(C67,3.5MM) 16—控制凸轮(C15,4MM) 17—轮毂(CK45,10MM) 18—过渡杆(12NC3,6MM) 19—控制凸轮(ST2,3MM) 20—装置版(PERALLUMAN,抗拉强度250N/MM2,6.5MM)
(5)座椅精冲件(见图3-6)
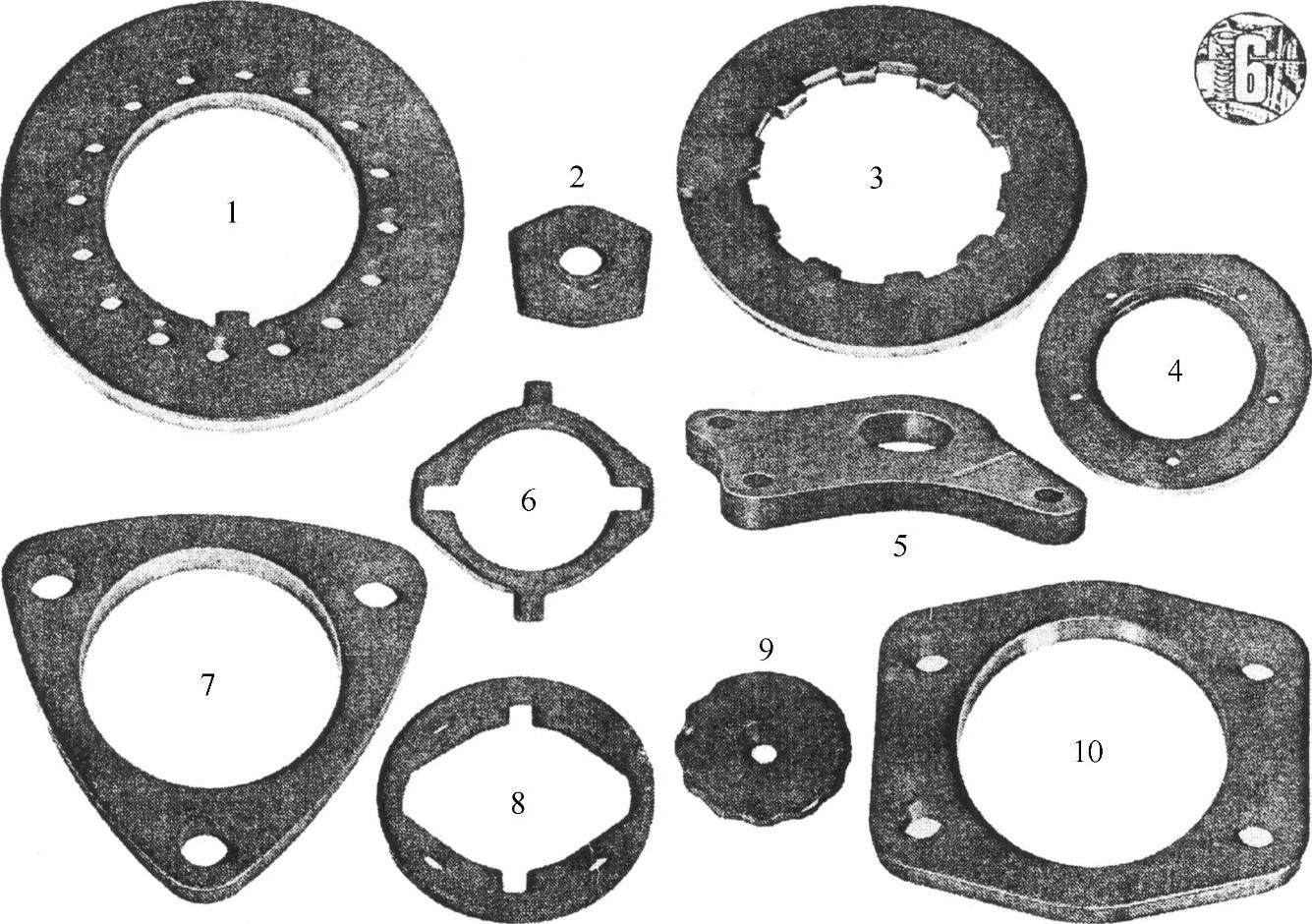
(6)底盘精冲件(见图3-7)
此外,还有变速器上的各种换挡拨叉;玻璃升降器上的扇形齿板;化油器上的凸轮盘;减振器上的十字环垫、调整垫片;换向机构上的侧盖、法兰盘;车门上的限位器;空调压缩机上的阀板等。
2.按工艺特点分类
(1)平板类精冲件(见图3-8)这类精冲件由内孔和外形组成,通常可利用复合模一次精冲成形,零件尺寸精度比较容易保证。但如果零件上孔与孔之间,或孔与外形之间的相对壁厚较小时,为了提高模具强度,应采用多工位连续模加工。齿形零件如果齿的模数相对料厚较小,或者齿部不允许有塌角,也应采用多工位连续模或精冲落料后再进行修齿加工。
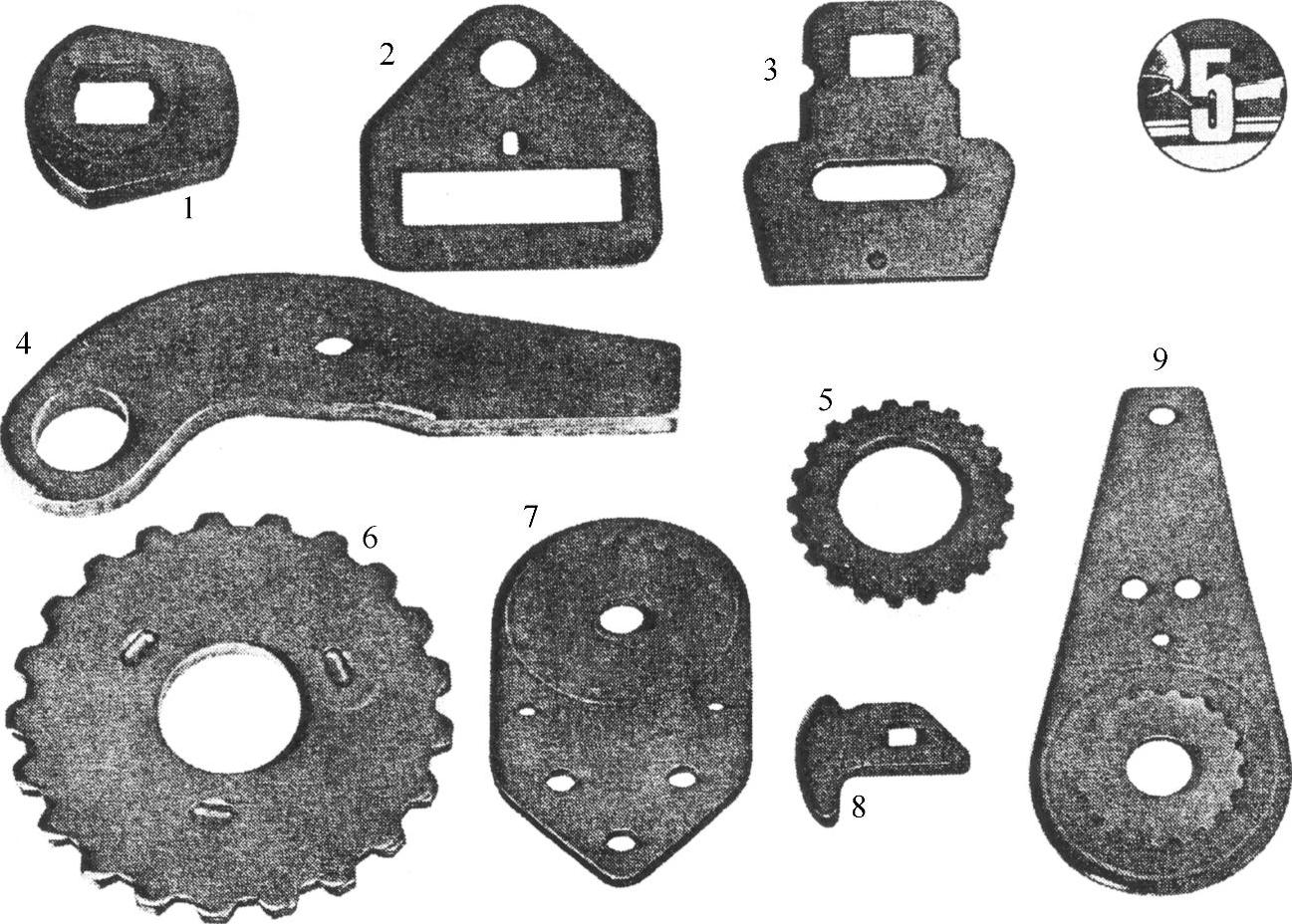
图3-6 座椅精冲件
1—偏心杠杆(SPD,5MM) 2—安全带扣(ST42,3.4MM) 3—安全带扣(ST42,3.4MM) 4—调节杆(C35,8MM) 5—行星轮(C10,5MM) 6—齿轮圆盘(ST37,2.5MM) 7—调节器(静,MST37.2,3.5MM) 8—棘轮(FE52D3,5MM) 9—调节器(动,MST37.2,3.5MM)
 (www.daowen.com)
(www.daowen.com)
图3-7 底盘精冲件
1—离合盘(C22,6MM) 2—轮毂(MST37.2,6MM) 3—内齿轮(C60,6MM) 4—法兰(C20,4MM) 5—杠杆(FED11,6.5MM) 6—齿形过渡环(C45,10.5MM) 7—法兰(C20,10MM) 8—凸轮(C60,13.5MM) 9—花板轮法兰(C20,6MM)10—法兰(C20,10MM)
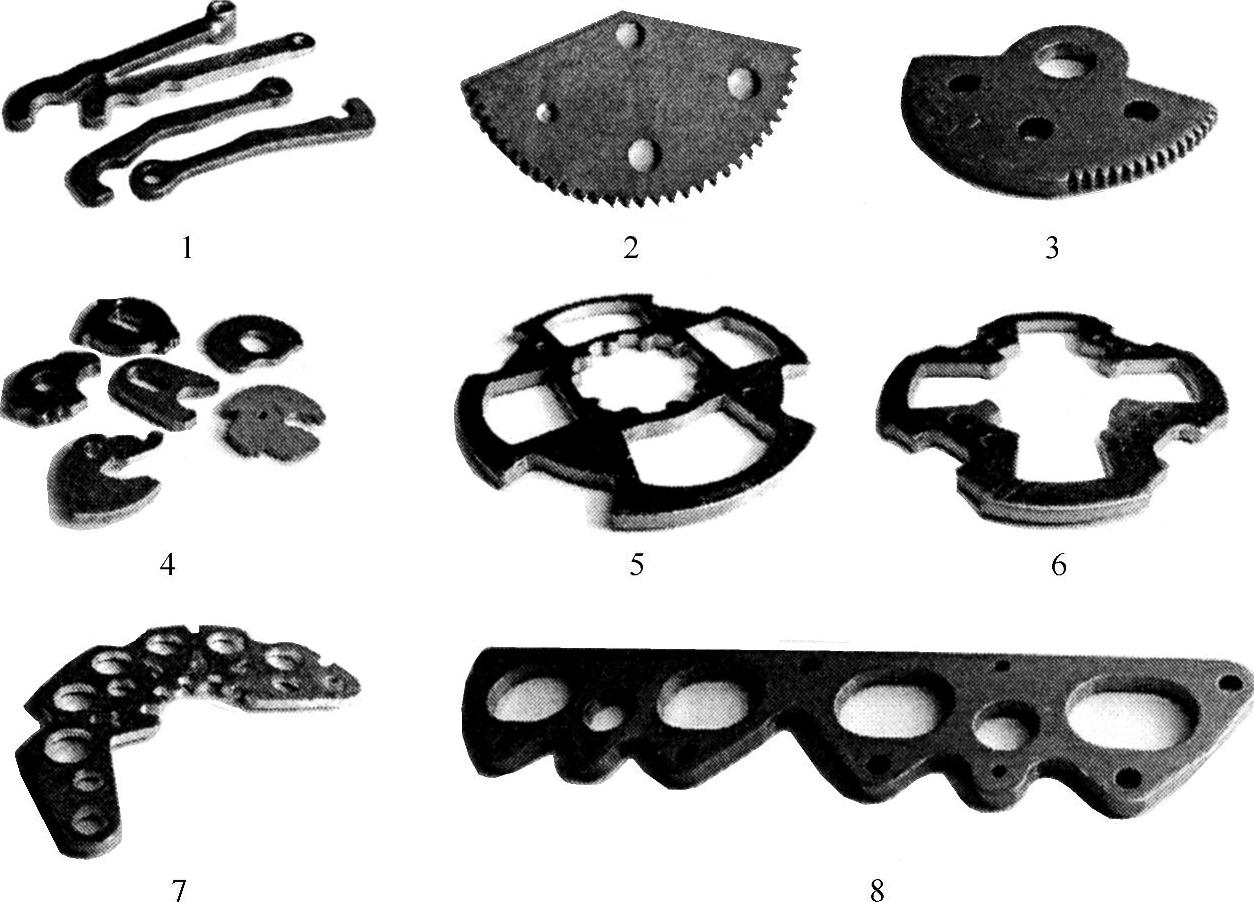
图3-8 平板类精冲件
1—车门限位臂(C45,4~6MM) 2—玻璃升降器扇形齿板(C25,3MM) 3—座椅扶手凸轮(C45,5MM) 4—门锁、座椅锁块(C45,3~6MM) 5—离合器法兰(08F,5.5MM) 6—离合器法兰(08F,6MM) 7—电动机散热板(A6061,3MM) 8—排气歧管法兰(SPHC,10MM)
(2)折弯精冲件(见图3-9)带有折弯的零件一般应先落料,后折弯。为了防止在折弯变形处开裂,在精冲落料时,应尽量让塌角面位于折弯圆弧的外侧,部分零件还需在折弯前进行去应力退火。对于部分使用软钢材料加工的零件,材料硬化不明显,而且弯起的边长不大,也可以采用多工位连续模加工。

图3-9 折弯精冲件
1—换挡拨叉(C35,6MM) 2—换挡拨叉(C35,4MM) 3—导板(16MNCR5,5MM) 4—传动杆(Q235,4MM) 5—结构件(C35,3MM)
(3)半冲孔精冲件(见图3-10)这类零件的特点是零件的一面带有一个(或多个)沉孔,另一面对应位置多出一个(或多个)凸台,且凸台的外形尺寸与沉孔的内形尺寸一致,在零件的平面方向没有金属材料转移。半冲孔零件多采用复合模一次成形,但如果模具的最小壁厚较小,或者零件带有两层以上的凸台时,应考虑使用连续模或多个单工序模加工。
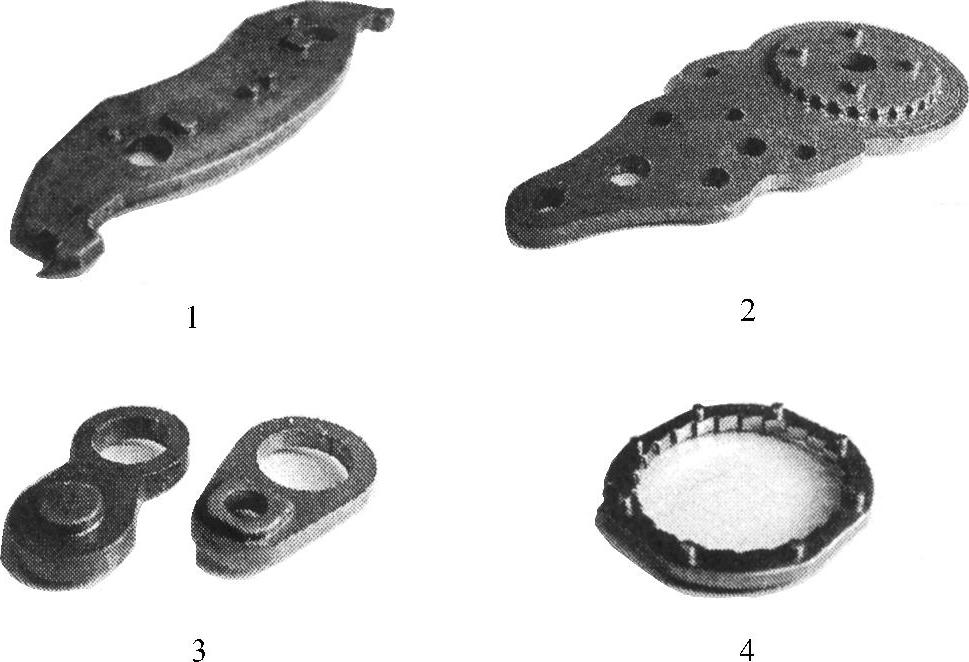
图3-10 半冲孔精冲件
1—制动片背板(S275JR,5MM) 2—座椅调角器(S460MC,5MM) 3—座椅调节块(C20,4MM) 4—安全带锁紧环(C45,4MM)
(4)沉孔精冲件(见图3-11)沉孔精冲件是指用精冲复合工艺加工的带有锥形和柱形沉孔的零件,其成形过程采用凸模在工件表面上压制与凸模形状一致的凹槽。沉孔工艺有以下两种。
第一种:无预冲孔的深孔工艺。这种工艺可在厚平板件表面的任何位置加工沉孔。由于材料沿凸模的径向流动受到限制,在沉孔区域将会出现明显的隆起,影响了零件的平面度,这是该工艺应用的主要限制。
第二种:带预冲孔的成形工艺。为避免出现隆起,通常采用预冲孔方法与精冲复合。在沉孔工艺之前预冲一个通孔,然后压制沉孔,在下一个工序进行再冲孔。这样在沉孔压制过程中,材料会很容易流向预冲孔中,周边不会产生隆起。采用这种成形工艺,精冲模具至少有三个工步。
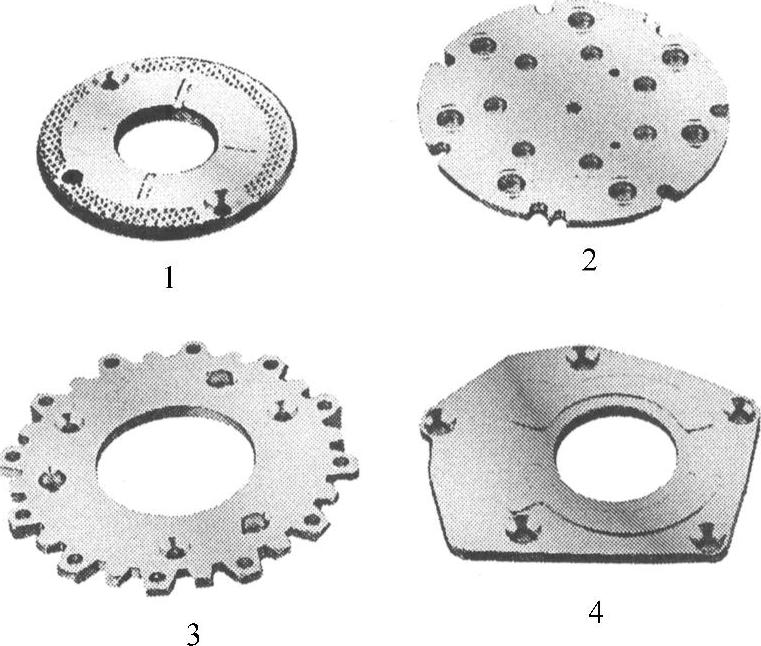
图3-11 深孔精冲件
1—液压泵止推环(DC03,5.4MM) 2—压缩机阀板(DD11,3MM) 3—自动变速器圆盘(C15E,5.4MM) 4—液压泵盖板(S235JR,4.7MM)
(5)拉深精冲件(见图3-12)精冲与拉深复合成形的零件简称拉深精冲件。拉深将使材料在平面方向产生塑性变形,如果零件上有孔,那么在制订工艺方案时,应分析是先拉深还是先冲孔。先冲孔后拉深,冲孔冲头和凹模结构简单,但孔容易变形,不能保证孔的尺寸,而且由于冲孔加工硬化,孔边缘处易出现裂纹,这种方案适用于对孔的精度要求不高、软钢材料以及拉深变形程度不大的零件。

图3-12 拉深精冲件
1—摩擦片外壳毛坯件(自动变速器,DC05,2.1MM) 2—杯形件(自动变速器,DC05,2.1MM) 3—ABS脉冲环(汽车制动系统,TL1046(大众标准),2MM) 4—杯形花键(自动变速器,DD13,3MM) 5—ABS脉冲环(汽车制动系统,TL1046(大众标准),2MM) 6—板(离合器,DC04,1.5~2.5MM)
(6)翻边精冲件(见图3-13)在普通冲压件中,翻边零件一般是轴对称形状的,而翻边精冲件则不同,通常是在零件的外形上进行局部外翻边,或在一个或多个内孔上进行内翻边。不论是外翻边还是内翻边零件,至少都需要两个工序加工成形。
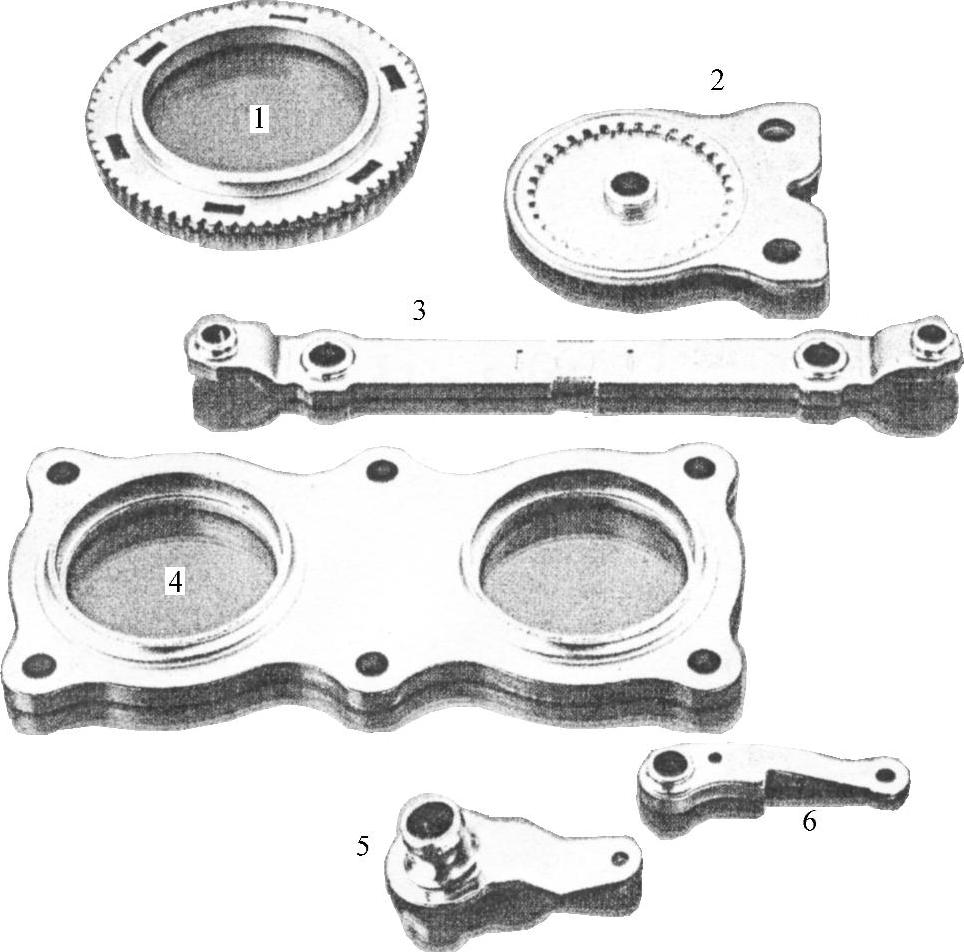
图3-13 翻边精冲件
1—离合器机构(变速器,16MNCR5,4.5MM)2—上齿板(座椅调节机构,S460MC,4MM) 3—拨叉(变速器,C35E,6MM) 4—法兰盘(排气系统,S315MC,7.6MM) 5—选挡杆(自动变速器,DC04,3MM) 6—连接杆(锁件,C15E,6MM)
(7)局部减薄精冲件(见图3-14)一种类型是边缘上带有倒角,如汽车用量最大的制动蹄背板零件,在模具上成形这种大倒角时,即使预先冲工艺孔,也会造成材料的横向塑性流动,导致送料步距变化,冲孔冲头承受巨大的侧向力。另一种类型是零件局部变薄,如图3-14所示的汽车自动变速器选挡杆。加工局部减薄精冲件,至少需要使用三个工位的连续模具,或者三个以上单工序模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






