汽车冲压件种类繁多,结构多样,不同类型冲压件材质、规格尺寸、技术要求差别很大。汽车冲压件大体可分为车身、车架、车厢、车桥、车轮及其他零部件,其结构包括外形和尺寸两部分。
汽车车身是由钢板冲压成形的冲压件焊接而成。汽车覆盖件是指覆盖汽车的发动机、底盘,构成驾驶室和车身的表面零件。汽车覆盖件通常采用薄钢板,具有形状复杂(多为空间曲面)、轮廓尺寸大、材料薄、表面质量高(不允许有波纹、皱纹、凹痕、划伤、擦伤、压痕等缺陷)等特点。
图1-1所示为三厢式轿车车身冲压件结构图。
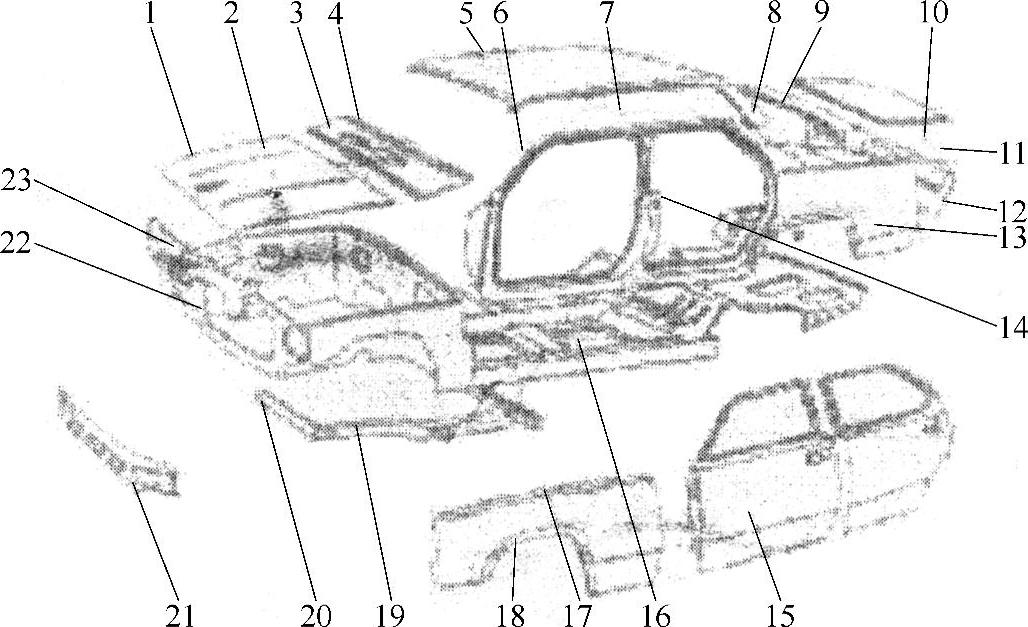
图1-1 三厢式轿车车身冲压件结构图
1—发动机盖 2—前挡泥板 3—前围上盖板 4—前围板 5—顶盖 6—前立柱(A柱) 7—顶盖边梁 8—顶盖侧板 9—后围上盖板 10—行李箱盖 11—后立柱(C柱) 12—后围板
13—后翼子板 14—中立柱(B柱) 15—车门 16—下边梁 17—地板 18—前翼子板
19—前纵梁 20—前横梁 21—前裙板 22—散热器框架 23—发动机盖前支撑板
车架的作用是承受载荷,包括汽车自身零部件的重量和行驶时所受的冲击力、扭曲力、惯性力等。重型、中型、轻型货车,大客车及MPV等都有车架总成。
货车的车厢构件大量采用钢带辊压成形,这些辊压件断面属异型断面,包括边框、底板、边板等。
车轮结构形式多种多样,从材质上分为钢车轮和铝车轮。通常钢车轮结构形式大体分两类:型钢制造的车轮和钢板辊压成形的车轮,前者主要用于重、中、轻型货车,后者主要用于轿车、轻型客车等乘用车。
客车的车身是由骨架及内外蒙皮构成,绝大多数车身骨架是由矩形断面的钢管加工制作的,少数骨架构件使用薄板冲压而成,矩形管构件在胎具上焊接成车顶、左侧、右侧、前围、后围五大片骨架,五大片骨架再组焊成完整的车身骨架。车身外蒙皮一般使用0.8~1.0MM厚的薄钢板通过电加热使之膨胀后迅速用点焊方法与内架焊在一起。
客车底盘按结构划分有两大类:格栅式和车架式。目前我国80%以上的客车底盘为车架式,它的结构与货车底盘相近,是由矩形管组焊成空间桁架结构。
还有多种汽车零部件采用冲压工艺制造。精密冲裁的零件,如玻璃升降器、轿车变速器拔叉、制动系统齿板和棘爪、座椅调角器等。内高压成形主要用于制造各种底盘(转向臂、副车架等)、排气管等零件。(www.daowen.com)
其他冲压件多数为加强板、连接件等形状简单的零件,车身上的中小冲压件多为薄钢板,车架、车厢上的冲压件多为中厚钢板。它们大多采用弯曲、冲孔、成形、翻边等冲压工艺加工。
2.汽车冲压件的特点
(1)汽车冲压件的一般特点 汽车冲压件是汽车重要的组成部分,具有品种多样、尺寸大、形状复杂、使用材料广泛、配合精度及互换性要求高、外观质量要求高、成本较低等特点。
1)品种多样。汽车冲压件的品种和规格非常多,汽车的车身、底盘、车轮、车厢、散热器等都是冲压件。
2)尺寸大、形状复杂。汽车冲压件形状繁多,有形状不规则的车身覆盖件、长达十几米的车架、圆盘形的车轮、钢带辊压成形的车厢及弯曲钢管做成的座椅骨架等,还有刚性要求高的结构件。
3)使用材料广泛。常用的金属材料有低碳钢、高塑性合金钢、铝合金及镁合金等。钢板是使用量最大的材料,涵盖厚度从0.05~16MM的冷轧钢板到热轧钢板,如车身用的含磷高强度冷轧钢板、镀锌钢板、烘烤硬化钢板、拼焊钢板,车架用的热轧钢板及车轮用的辊压成形钢板等。
4)精度高、表面质量优。冲压是无切削加工,采用精密模具生产出的冲压件精度可达微米级,且重复精度高、尺寸一致性好,可以冲压出孔、凸台等。冲压制造出带有加强筋、肋、起伏或翻边的冲压件,具有很高的刚性,这是其他加工手段难以实现的。
5)成本低。冲压是高效的生产方法,在大批量生产中采用全自动冲压生产线或多工位压力机将多道生产工序一次连续完成,还可利用复合模具在一台压力机上完成多道冲压工序,实现由带料开卷、校平、落料(或剪切)到成形的全自动生产,工艺过程较简单,生产效率高。在大批大量生产规模情况下,原材料消耗低,生产成本低。
(2)汽车覆盖件的特点 在汽车冲压件中,汽车覆盖件无论是从数量上,还是在制造工艺上,无疑都具有极其重要的地位。同一般冲压件相比,覆盖件具有材料薄、形状复杂、结构尺寸大和表面质量要求高等特点。覆盖件的工艺设计、冲模结构设计和冲模制造工艺都具有特殊性。覆盖件的特点决定了对其冲压制造的特殊要求。
1)表面质量。汽车覆盖件不仅要满足汽车结构上的功能要求,还要满足车身表面装饰的美观要求。覆盖件表面不允许有波纹、起皱、凹痕、划伤、边缘拉痕和其他破坏表面美感的缺陷。
2)尺寸形状。覆盖件的形状多为空间立体曲面,其形状很难在覆盖件图上完整准确地表达出来,因此覆盖件的尺寸形状常常借助主模型来描述。
3)刚性。覆盖件拉深成形时,由于其塑性变形的不均匀性,往往会使某些部位刚性较差。刚性差的覆盖件受到振动后会产生空洞声,用这样的零件装车,汽车在高速行驶时就会发生振动,造成覆盖件早期破坏。
4)工艺性。覆盖件的结构形状和尺寸决定工件的工艺性。覆盖件一般都采用一次成形法,其工艺性关键是拉深工艺性。为了创造一个良好的拉深条件,通常将翻边展开,窗口补满,再添加上工艺补充部分,构成一个拉深件。拉深工序以后的工艺性仅仅是确定工序次数和安排工序顺序的问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





