1.安装工艺顺序
2.安装工艺要点
(1)压型钢板应多块叠垛成捆,采用扁担式专用吊具,由垂直运输机具吊运至待安装的钢梁上,然后由人工抬运、铺设。
(2)压型钢板宜采用“前推法”铺设。在等截面钢梁上铺设时,从一端开始向前铺设至另一端。在变截面梁上铺设时,由梁中开始向两端方向铺设。
(3)铺设压型钢板时,相邻跨钢板端头的波梯形槽口要贯通对齐。
(4)压型钢板要随铺设、随调整和校正位置,随将其端头与钢梁点焊固定,以防止在安装过程中钢板发生松动和滑落。
(5)钢板与钢梁搭接长度不少于50mm。板端头与钢梁采用点焊固定时,如无设计规定,焊点的直径一般为12mm,焊点间距一般为200~300mm。
(6)在连续板的中间支座处,板端的搭接长度不少于50mm。板的搭接端头先点焊成整体,然后与钢梁再进行栓钉锚固,如图7-9所示。如为非组合板的压型钢板,先在板端的搭接范围内将板钻出直径为8mm、间距为200~300mm的圆孔,然后通过圆孔将搭接叠置的钢板与钢梁满焊固定,如图7-10所示。
(7)直接支承钢板的龙骨要垂直于板跨方向布置,支撑系统的设置,按压型钢板在施工阶段变形控制量的要求及现行《混凝土结构工程施工质量验收规范(2010版)》(GB 50204—2002)的有关规定确定。
压型钢板支撑需待楼板混凝土达到施工要求的拆模强度后方可拆除。各层间楼板连续施工时,还应考虑多层支撑连续设置的层数,以共同承受上层传来的施工荷载。
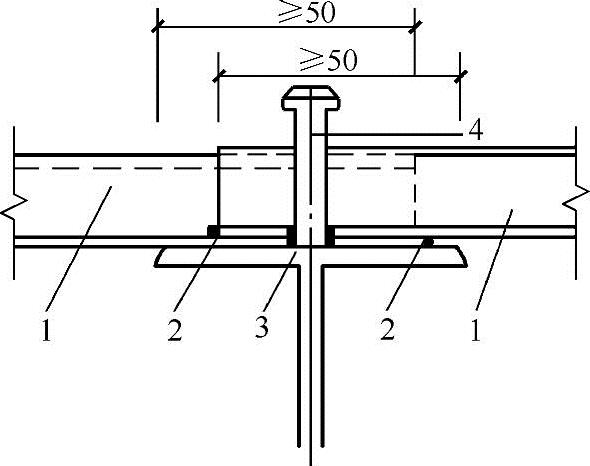
图7-9 中间支座处组合板的压型钢板连接固定
1—压型钢板 2—点焊固定 3—钢梁 4—栓钉锚固
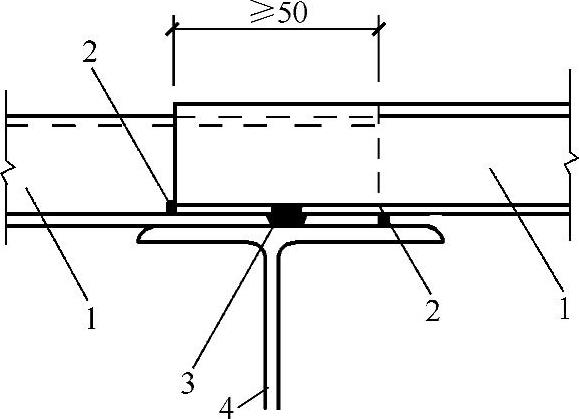
图7-10 中间支座处非组合板的压型钢板连接固定(www.daowen.com)
1—压型钢板 2—板端点焊固定 3—压型钢板钻孔后与钢梁焊接 4—钢梁
3.组合板的压型钢板与钢梁栓钉焊连接
(1)栓钉焊连接的栓钉,其规格、型号和焊接的位置按设计要求确定。穿透压型钢板焊接于钢梁上的栓钉直径不宜大于19mm,焊后栓钉高度应大于压型钢板波高加30mm。
(2)栓钉焊接前,按放出的栓钉焊接位置线,将栓钉焊点处的压型钢板和钢梁表面用砂轮打磨处理,把表面的油污、锈蚀、涂料和镀锌面层打磨干净,以防止焊缝产生脆性。
(3)施焊前应进行焊接试验,即按预定的参数在试件钢板上焊两个栓钉,冷却后做弯曲45°和敲击试验,检查是否出现裂缝和损坏。如其中有一个出现裂缝和损坏,应重新调整焊接工艺,重新做试验,直到检验合格后方可正式施焊。
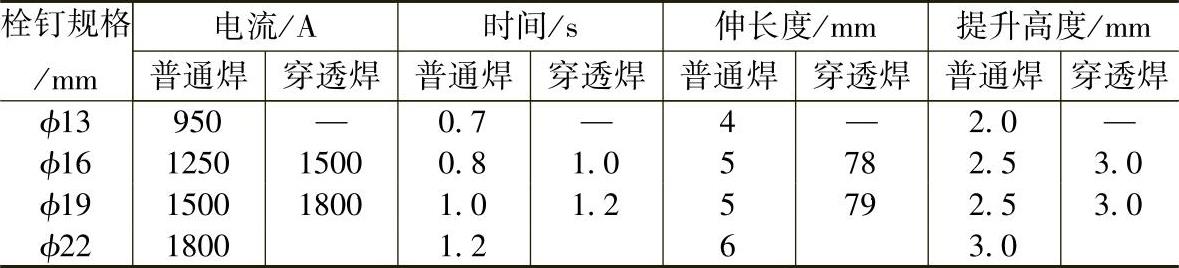
栓钉的规格及焊接工艺参数,分别见表7-1、表7-2。
栓钉焊接后,以四周熔化的金属成均匀小圈且无缺陷为合格。栓钉高度L允许偏差为±2mm,偏离垂直方向的倾角θ应≤5°,如图7-11所示。目测合格后,再按规定进行冲力弯曲试验,弯曲15°时焊接面不得有任何缺陷。合格的栓钉可在弯曲状态下使用。
表7-1 一般常用的栓钉规格表
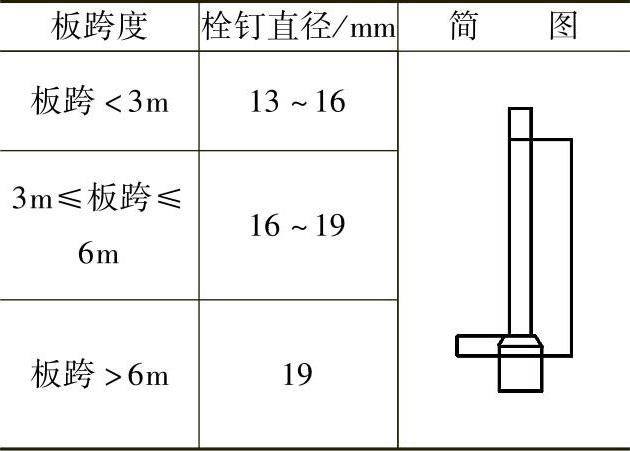
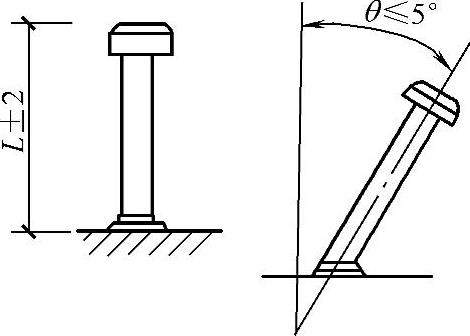
图7-11 栓钉焊接允许偏差
L—栓钉长度 θ—偏斜角
表7-2 栓钉焊接工艺参数
(4)栓钉焊应在构件置于水平位置状态时施焊,其接入电源应与其他电源分开,其工作区应远离磁场或采取避免磁场对焊接影响的防护措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




