【摘要】:钢模板及配件应按现行国家标准《组合钢模板技术规范》设计制作。钢模板的槽板制作应采用专用设备冷轧冲压整体成形的生产工艺,沿槽板纵向两侧的凸棱倾角应严格按标准图尺寸控制。对模板的变形处理,宜采用模板整形机校正,当采用手工校正时,不得损伤模板棱角,且板面不得留有锤痕。U形卡、L形插销等配件的圆弧弯曲半径应符合设计图的要求,且不得出现非圆弧形的折角皱纹。
(1)钢模板及配件应按现行国家标准《组合钢模板技术规范》(GB 50214—2001)设计制作。
(2)钢模板的槽板制作应采用专用设备冷轧冲压整体成形的生产工艺,沿槽板纵向两侧的凸棱倾角应严格按标准图尺寸控制。
(3)钢模板槽板边肋上的U形卡孔和凸鼓,应采用机械一次或分段冲孔和压鼓成形的生产工艺。
(4)钢模板的组装焊接,应采用组装胎具定位及按先后顺序焊接。
(5)钢模板组装焊接后,如图3-26所示。对模板的变形处理,宜采用模板整形机校正,当采用手工校正时,不得损伤模板棱角,且板面不得留有锤痕。
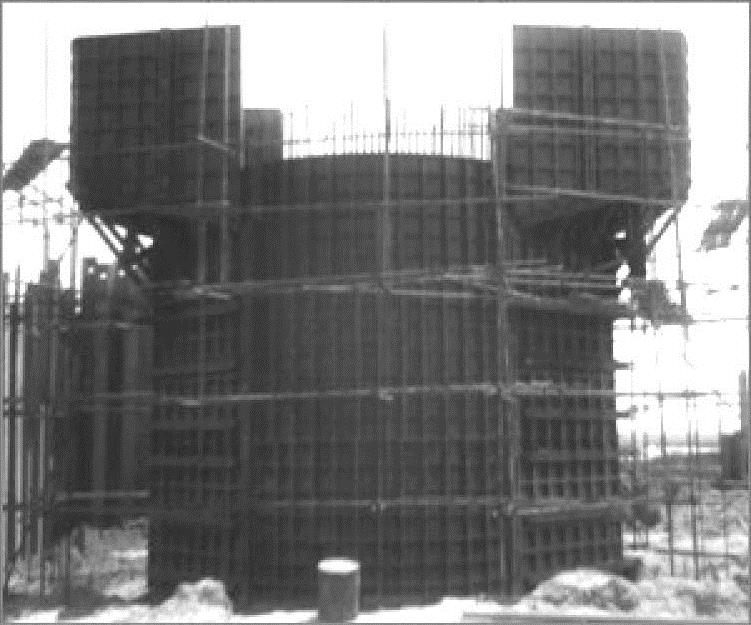
图3-26 钢模板组装焊接(www.daowen.com)
(6)钢模板及配件的焊接,宜采用二氧化碳气体保护焊,当采用手工电弧焊时,应按照现行国家标准《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》(GB/T 985.1—2008)的规定,焊缝外形应光滑、均匀,不得有漏焊、焊穿、裂纹等缺陷;并不宜产生咬肉、夹渣、气孔等缺陷。
(7)选用焊条的材质、性能及直径的大小,应与被焊物的材质、性能及厚度相适应。
(8)U形卡应采用冷作工艺成形,其卡口弹性夹紧力不应小于1500N。
(9)U形卡、L形插销等配件的圆弧弯曲半径应符合设计图的要求,且不得出现非圆弧形的折角皱纹。
(10)各种螺栓连接件的加工应符合国家现行标准。
(11)连接件宜采用镀锌表面处理,镀锌层厚度不应小于0.05mm,镀层厚度和色彩应均匀,表面光亮细致,不得有漏镀缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





