板厚处理不仅与构件本身的形状有关,而且还与构件的咬接口形式有关。
1.接(咬)口与接(咬)缝
接口与接缝是两个不同的概念,所谓接口是指构件上由两个或更多的形体相交而形成的结合处,如90°两节圆管弯头的结合处(实际也是形体相贯的相贯处),就叫接口;而所谓接缝,则是指一块板料成形后,对应边相接的卵条缝,它是本身相对边缘的结合,是零件自身成形的需要。但是不论是接口或接缝,都需要进行板厚处理。
图2⁃46所示为两节90°圆管弯头的对比情况。图2⁃46a所示为两节90°弯头。图2⁃46b所示为接口处没有进行板厚处理的情况。很明显,由于没有进行板厚处理,不但弯头角度不对,而且接口中部还有缝隙(即缺肉)。图2⁃46c所示则是经板厚处理接口处的情况,两支管接口处完全吻合,在加工成形时自然省工省力。可见接口处的板厚处理也是一个不容忽视的问题。
在生产中,由于工艺不同,板厚处理的方式也不同,一般可分为铲坡口和不铲坡口两种。
2.不铲坡口时的板厚处理
不铲坡口是指下料时沿金属板面的垂直方向切割而形成的直角坡口,常称自然坡口。分析等径直角弯头(图2⁃47)可知,弯头内侧管外皮在A处接触,而弯头外侧圆管里皮在B处接角,其他部位则由A到B逐渐地过渡到中心层接触,再过渡到里皮接触。A处坡口在里,B处坡口在外,在作展开图时应根据这一特点,以相互接触位置的相应素线的尺寸为准。
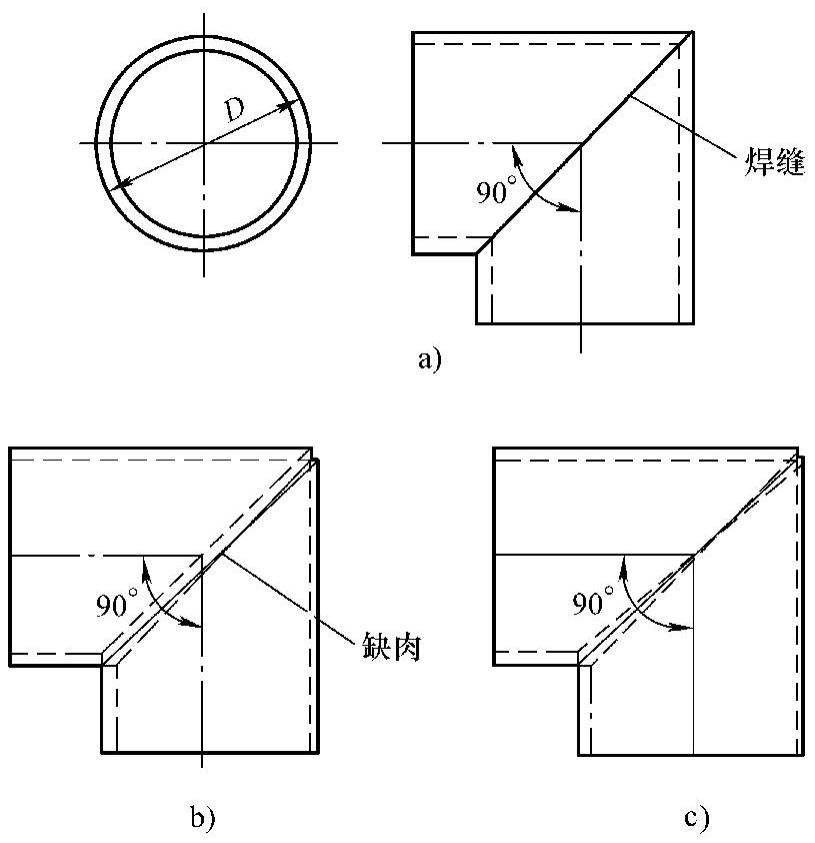
图2⁃46 弯头接口处板厚处理前后情况
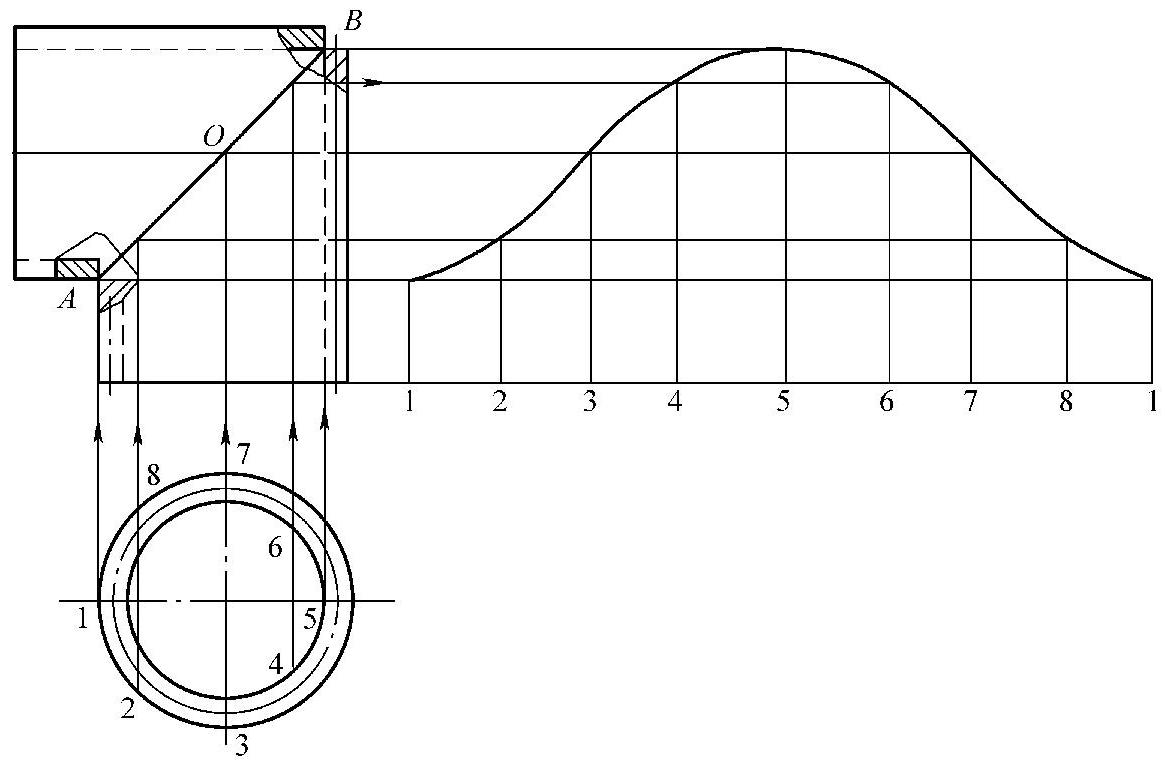
图2⁃47 等径直角弯头不铲坡口的板厚处理(https://www.daowen.com)
在实际展开过程中,常将断面圆周均分为若干份,本例为8等分,等分点1、2、8画在外皮上,因为它们离A点较近;4、5、6画在里皮上,因为它们离B点较近;3、7两点则在中心层上。然后由1~8向上引垂线与AB相交,弯头下口至各交点的距离,即为展开图上相应素线的高度。
基于上述理论,放样图可这样绘制,在正面图中画出弯头内侧的外皮、弯头外侧的里皮,以及两个端口的线及接口A、B的连线。在断面图中画出左边的外皮半圆、右边的里皮半圆、以及中心层所在圆,然后再取等分点就可以依次展开了。
总之,不铲坡口的板厚处理较为复杂,要具体形体具体分析,以构件接触部位的有关尺寸作为放样图和展开图的尺寸标准。
3.铲坡口时的板厚处理
铲坡口是将板边切割成一定形状的斜坡,板厚构件在接口处铲坡口,不仅可以调整接口接触部位,还能改善焊接条件,提高焊接强度。常用的坡口有X形和V形两种,如图2⁃48所示。
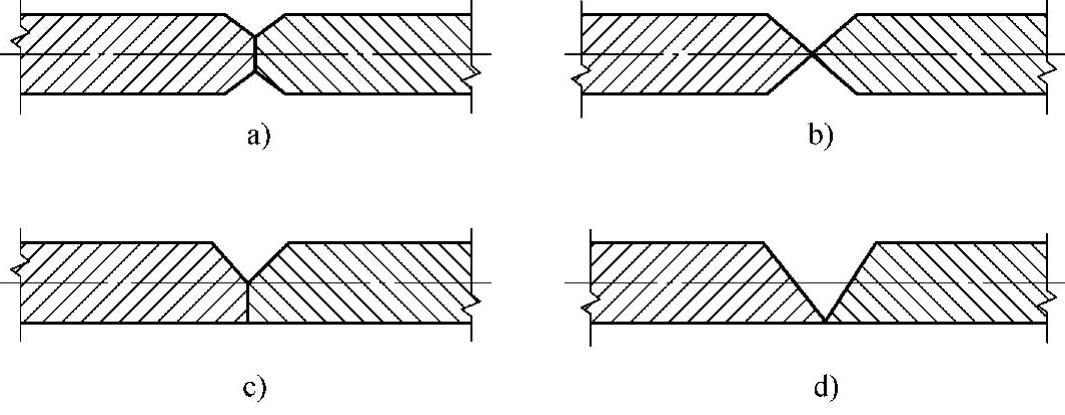
图2⁃48 常用坡口形状
仍以90°圆管弯头为例,铲成X形坡口后,只有板厚中心层接触,因此,放样图只要画出板厚中心层就可以了。展开图的展开长度和展开高度都以板厚中心层为准,如图2⁃49所示。
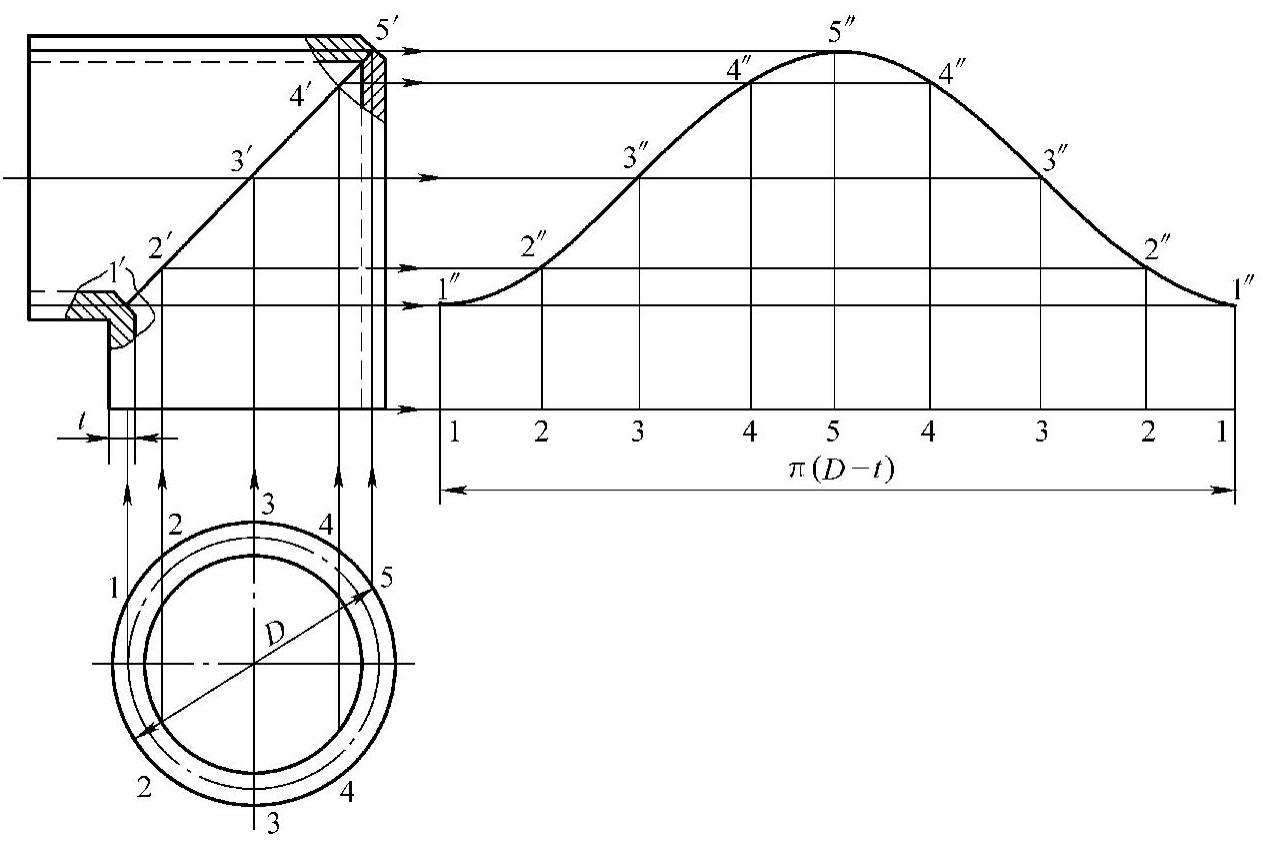
图2⁃49 等径直角弯头开X形坡口板厚处理
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




