液压助力式转向系在许多装载机、推土机上得到广泛应用。在此以厦门ZL40/ZL50型装载机为例,介绍液压助力式转向系的故障诊断与修复。
(一)液压助力式转向系常见故障及诊断
1.转向沉重的故障及诊断
1)机械部分原因:
①扇形齿轮与齿条螺母啮合间隙过小或反馈杆的球头螺母锁的过紧。
②转向螺杆端部的螺母锁的过紧或转向杆的齿条螺母与螺杆的滚珠卡死。
2)液压系统原因:
①转向齿轮泵,效率过低;转向缸油封损坏,或恒流阀的调压阀门无法完全封闭。
②转向器入口处的单向阀的锥弹簧损坏,使系统压力上不去或液流量供应不足。
③如果在修理以后发现转向沉重,其原因可能是由于装配不当,使各摩擦副配合间隙过小所造成;在使用中如发现转向沉重,多因为机件缺油、变形或者损坏等造成。在检查中,可拆下直拉杆,转动转向盘,若转动过紧,故障在转向器本身;若转动轻松,故障在传动机构或液压系统。
2.转向一边轻、一边重的主要原因
(1)转向阀上下两端弹簧压力不同
柱塞卡死的状况不同:当转向盘转动时,通过转向杆带动转向阀芯上下滑动,使转向阀门打开或关闭,此时需克服上下两端面各四粒滚柱对其施加的回位弹簧的压力;如果上下两端面的弹簧压力或柱塞“卡死”情况不同,则必然反映到左右转动力感的不同。
(2)转向缸一腔漏油而另一腔完好
排除方法:更换液压缸密封件。检查转向阀滚柱与阀体的配合间隙,标准间隙为0.03~0.04mm,弹簧长度应一致,且不能断裂或变形。
3.转向力矩不足的原因
1)转向泵磨损流量不足或安全阀压力过低。
2)转向阀严重内漏或管路漏油等。
4.转向盘自由行程过大
转向盘自由行程过大将使转向不灵敏,或者转向盘不动而车轮自动偏转,直接影响行车安全,因此,要认真检查和修理。引起转向盘自由行程过大的原因主要有:
1)齿条螺母与扇形齿轮间隙过大或反馈杆、万向节间隙过大。
2)转向杆端部锁紧螺母松动或转向液压缸固定销轴及孔配合间隙过大等。
(二)液压助力式转向系主要零部件的修复
1.转向器的修复
(1)转向器的分解
ZL40型装载机转向器总成的结构,如图4-54所示。分解时,参照该图并按下列步骤进行:
1)拆下转向输出板联接螺栓,拆下转向输出板;松开转向器总成底部的螺栓,卸下端盖;
2)将转向器夹在虎钳上,松开恒流阀与转向阀相连接的螺栓,取下恒流阀总成;
3)松开转向杆底部螺母,取出盘形弹簧、轴承和转向阀体;拆下螺母,将阀接头从转向器壳体上分离出来。
4)取出喇叭按钮总成,拆下转向盘;拆下螺栓,取下侧盖,取出垂臂轴。
 (www.daowen.com)
(www.daowen.com)
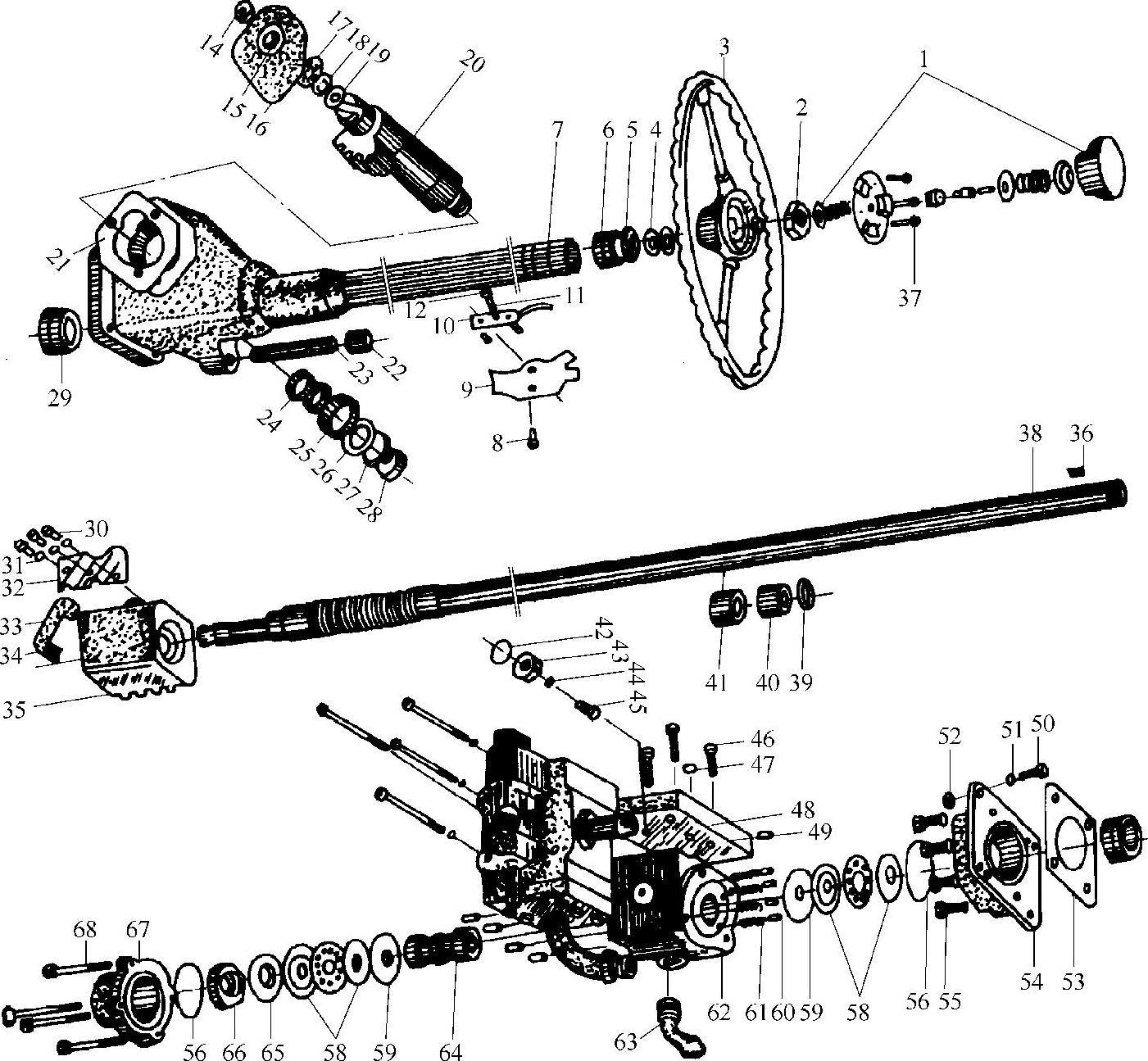
图4-54 转向器总成
1—喇叭按钮总成 2、28、35、52、68—螺母 3—转向盘总成 4、11、61—弹簧5—楔入环 6、17、24、58—轴承 7—转向器壳 8、13、14、46、50、55—螺栓 9—防护盖 10—触头座 12—触头15、26、27、31、47、51—垫圈 16—侧盖 18、59—垫片 19—调整螺钉 20—臂轴 21、53—衬垫 22—加油盖 23—加油管 25—骨架油封 29—滚针轴承 30、37—螺钉 32—压板 33—导槽 34—钢球 36—键 38—转向轴 39—隔离环 40—绝缘套 41—铜套 42、49、56—O形圈 43—阀座 44—铜球 45—锥形弹簧 48—转向输出板 54—阀接头 57—油封 60—圆柱塞 62—转向阀体 63—回油接头 64—转向阀芯 65—垫圈(盘形弹簧) 66—锁紧螺母 67—端盖
5)将转向轴与齿条螺母等零件从壳体底部拔出;拆下齿条螺母上的螺钉、压板,卸下4片导槽,倒出钢珠98粒。
(2)转向器主要零件的修理
1)转向轴杆的检验与修理。转向轴杆常见损伤为弯曲、断裂,以及与轴承配合处的轴颈磨损等。弯曲可用百分表进行检验。将转向轴杆两端放在V形铁块或夹持在车床上,百分表垂直抵在轴杆上,转动轴杆,同时观察百分表的读数,即可得出轴杆的弯曲值,弯曲大于0.5mm时,应用冷压法校正。与轴承配合处的轴颈磨损可用千分尺测量,当磨损量大于0.1m时,可电镀修复。转向轴端螺纹损坏两扣以上,应堆焊后重新套扣,断裂应换新。转向轴端键槽磨损过甚,可堆焊后重新开出键槽,或更换较宽的平键。
2)齿条螺母及摇臂轴的检验与修理。齿条螺母常见损伤为齿面磨损,钢球滚道磨损等。摇臂轴常见损伤为轮齿齿面磨损,轴端花键损伤和扭曲等。齿条和扇形齿轮齿面磨损,及出现断裂现象时,应换新。
3)转向器壳体的检验与修理。转向器壳体常见损伤有变形翘曲、裂纹、螺纹孔损伤、轴承座孔磨损、轴管碰伤、弯曲等。变形较轻微时,可用砂轮打磨修平,严重时换新件。壳体裂纹可通过浸油法或磁力检测法检查,如有裂纹应更换新件或焊修恢复。螺纹孔损伤可重新套扣恢复。转向轴管如有凹陷、弯曲影响转向轴转动时,应予以修整校直。
4)转向阀的检验与修理。转向阀常见损伤主要是阀孔与阀杆磨损、拉伤,以及弹簧损坏等。阀杆与阀孔的配合间隙为0.03~0.04mm,当出现轻微的拉伤和卡滞现象时,可用油石或细纱纸将毛刺去除后,在阀杆上涂上适量的研磨膏,然后再插入阀孔内研磨。当配合间隙过大时,应对阀杆进行电镀。拉伤严重时,应更换新件。弹簧弹力和高度应一致,且不能断裂或变形,否则应换新。
(3)转向器装配与调整
1)转向器装配:
①转向阀入口处的单向阀,其锥形弹簧不得有卡死现象,否则阀门开度很小,进油困难,油温容易升高,进油量减少,转向显得沉重,有时因转向外阻力突增,系统产生倒流现象,使整个转向过程产生不稳定。
②主阀芯和阀体的配合间隙为0.025~0.035mm,最大不超过0.045mm,常开轴向间隙为0.15mm,常开轴向间隙过小,转向系统油温升得快;间隙过大,转向易飘摇,灵敏性差。
③装阀体上下端面各四个柱塞及回位弹簧时,柱塞与阀体的径向配合间隙为0.03~0.04mm,不能过紧。4根弹簧在安装前应先压缩3次,经压缩检查后的弹簧长度应一样(约32mm),否则由于回位弹簧的弹力不一致,行驶中会发现转向一方向重,一方向轻。
④在阀接头处安装骨架油封时应注意油封唇口朝向阀体。
2)转向器的调整:
①转向器轴向间隙调整。转向器螺杆端部螺母在锁紧时应适当,调整时,可两人配合进行。一人抓住转向盘,另一人锁紧螺母。转动转向盘,检查转动力感轻重程度及是否有空行程,当转向力感适当,又基本无空行程后,将锁紧螺母固定。
②反馈杆的调整。转动转向盘使前后桥平行后,拆下摇臂。将转向盘从一个极限位置转到另一个极限位置并记下总圈数,然后将转向盘转到中间位置,装上摇臂。
③齿条与扇形齿轮啮合间隙的调整。齿条与扇形齿轮啮合间隙应适当,间隙过大,转向盘易飘动,间隙过小,转向沉重。调整时,顺时针拧动调整螺钉到极限位置,然后退回1/6~1/4圈。注意顺时针拧动调整螺钉,啮合间隙减小,逆时针拧动调整螺钉,啮合间隙增大。
2.恒流阀的修复
(1)恒流阀的分解
分解时,参照图4-55所示的恒流阀结构和图4-56所示的零件分解图,首先拆下阀盖;拆下螺塞,取出主阀芯弹簧和主阀芯;然后拆下锁紧螺母,拧出调压螺杆,依次取出弹簧座、导阀弹簧、导阀芯、导阀座等零件。
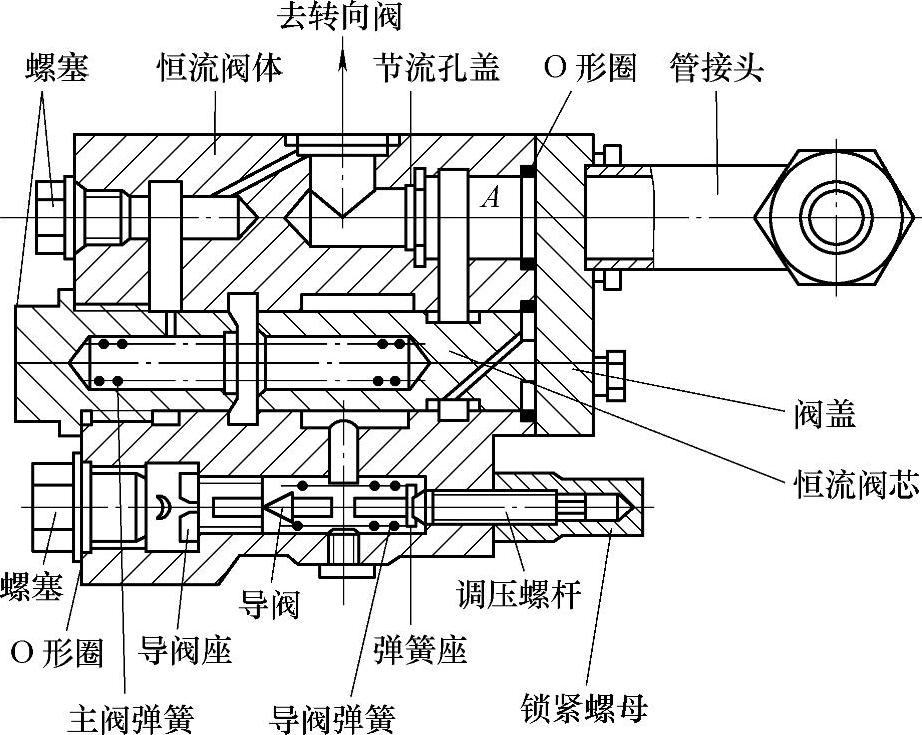
图4-55 恒流阀
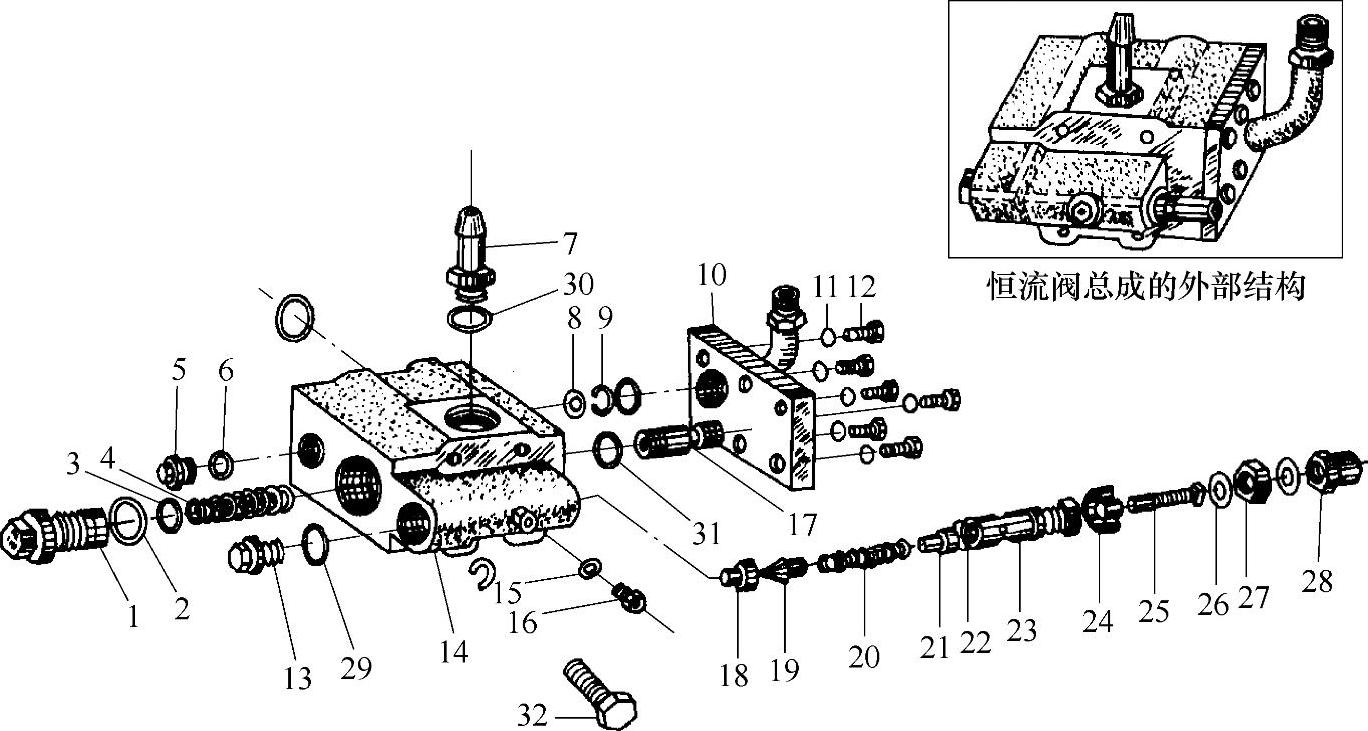
图4-56 恒流阀分解
1、5—螺塞 2、3、6、22、31—O形圈 4—主阀芯弹簧 7—回油接头 8—节流孔板 9—挡圈 10—恒流阀盖 11、15、26—垫圈 12、13、16、32—螺栓 14—恒流阀体 17—恒流阀芯 18、19—导阀 20—导阀弹簧 21—弹簧 23—压套 24—圆螺母 25—调压螺杆 27—螺母 28—锁紧螺母 29、30—密封圈
(2)恒流阀的检查修复
恒流阀主要损伤有主阀芯与阀孔磨损和拉伤,导阀芯与导阀座密封不严。主阀芯出现轻微拉伤并有卡滞现象时,可先用油石或细砂纸修磨后,在主阀芯上涂上研磨膏,插入阀孔进行研磨。当拉伤或磨损严重时,应换新件。
(3)恒流阀的调整
恒流阀的作用是使转向平稳并调整系统压力,使转向轻便。调压方法:将压力表装在恒流阀上。转动转向盘,直至装载机转至极限位置,然后加大发动机油门,观察压力表读数,顺时针转动调整螺杆,压力升高,反之降低。一般情况下,调整螺杆每转一圈,系统压力变化3MPa。调好后,锁紧螺母,再拧紧保护螺母。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





