(一)机械式偏转车轮转向系常见故障及诊断
转向系技术状况的好坏对行驶安全有着重要的影响。在对转向系故障进行诊断时,除考虑转向系方面的原因外,还应考虑行驶系方面的原因。应先诊断出故障的大概原因,再进一步继续检查确诊。
1.转向沉重
(1)现象和原因
1)现象:在汽车转向转动转向盘时,感到比平时沉重费力。
2)原因:a.转向器方面即啮合间隙过小;转向器各轴承轴向间隙过小;转向器缺油;转向轴弯曲、柱管凹陷导致与转向轴碰擦等。b.转向传动机构方面即各拉杆球头销配合处过紧,或者缺油;横、直拉杆或者转向节变形;转向节推力轴承缺油、损坏,或者轴承轴向间隙过小。c.其他方面原因即前轮胎气压过低;前轮定位失准;前轮毂轴承过紧;前桥或者车架变形。
(2)检查与排除
1)大概诊断:顶起前桥,使前轮悬空,转动转向盘。若感到明显轻便省力,则故障在前轮、前桥或车架。若转向仍然沉重费力,应将垂臂拆下,继续转动转向盘,若明显轻便省力,则故障在转向传动机构;若仍沉重费力,则故障在转向器。
2)转向器检查:若故障在转向器,则应对转向器进行检查。先检查外部转向轴,有无变形凹陷等。再检查啮合间隙是否过小,轴承间隙是否过小,是否缺油,有无异响等。
3)转向传动机构检查:检查各部连接处是否过紧而运动发卡,检查各拉杆及转向节有无变形,检查转向节主销轴向间隙是否过小。
4)其他方面检查:检查轮胎气压、轮毂轴承松紧程度,前轮定位等。必要时,应对前轮及车架是否变形进行检查。
2.转向不灵敏及操纵不稳定
(1)现象
操纵转向盘时感觉旷量很大,需用较大幅度转动转向盘,才能控制汽车行驶方向;汽车在直线行驶时又感到行驶不稳。
(2)原因
由于磨损和松动导致的各部间隙过大所致,主要有以下原因:a.转向器啮合间隙过大,安装松动;或者转向轴与转向盘配合松动;b.转向传动机构各球头销处配合松动;前轮毂轴承间隙过大及前轮前束过大。
(3)故障诊断与排除方法
一般采用分段方法,诊断出何处间隙过大。
1)先检查转向盘的自由转动量,若过大,说明转向系内存在间隙过大的故障;若正常,故障原因可能是前轮毂轴承间隙过大、主销与转向节衬套孔间隙过大、主销与转向节轴向间隙过大及前束过大等原因。
2)一人原地转动转向盘,另一人观察垂臂摆动,当垂臂开始摆动时转向盘自由转动量不大,说明是转向传动机构松旷;否则,是转向器松旷。
3)检查前轮毂轴承、主销等处,找出松旷部位。
4)必要时应检查前束,前束值过大时,伴随有轮胎异常磨损。
3.行驶跑偏
(1)现象
直线行驶时,驾驶人需不断向一边轻拉转向盘,方能保持直线行驶,否则,机械自动向另一边跑偏。
(2)原因
主要由于机械左右两边车轮几何尺寸或滚动阻力不相等所致。a.两前轮轮毂轴承的松紧程度不等;或者左右两轮气压不等、轮胎磨损情况及规格不等,造成滚动半径不等,汽车自动向滚动半径小的一边跑偏;b.两前轮的定位角不等;一边车轮的制动器拖滞;车架变形,一边钢板弹簧折断或过软,某一车桥歪斜等;或者前束值,过大或者过小。
(3)故障诊断与排除方法
1)先检查跑偏一侧轮毂和制动器是否温度过高,若温度过高,则为轮毂轴承过紧和制动拖滞。
2)检查轮胎气压和轮毂轴承松紧程度;检查钢板弹簧有无松动、断裂,车桥有无歪斜移位,车架有无变形及前轮定位情况。
4.高速摆振
(1)现象
转向盘发抖,车头在横向平面内左右振动、行驶不稳等,有下面两种情况:a.在高速范围内某一转速时出现;b.转速越高,上述现象越厉害。
(2)原因
1)前轮辋变形、前轮动不平衡、车架、车桥变形等。
2)悬架装置出现故障,如左、右悬架刚度不等,减振器失效,导向装置失效等。
(3)故障诊断与排除方法
1)若摆振随车速提高而增大,多为车轮动不平衡和轮辋变形所致,应检查轮胎平衡和轮辋变形情况。
2)若在某一转速时摆振出现,则情况比较复杂,应对转向系、前桥及悬架等进行全面检查,以发现造成摆振的原因。
5.转向卡滞
(1)现象
在转动转向盘时,某一位置出现卡滞,必须费较大力气方能通过,有时甚至完全不能转动。
(2)原因
1)转向器内异物掉入或者循环球式转向器的钢球破裂。
2)转向器轴承破裂或者啮合间隙调整不当。(www.daowen.com)
(3)故障诊断与排除方法
通过对转向器拆卸检查,找到造成转向器发卡的具体原因。
(二)机械式偏转车轮转向系的修复
1.蜗杆曲柄指销式转向器的维修
(1)转向器总成的拆卸与清洗
1)从车上拆卸转向器总成。具体步骤如下:a.拆下侧盖时,先拆下双头螺栓及其余的固定螺栓;拔出摇臂轴;b.拆卸转向螺杆下轴承盖及其附件,取出转向螺杆;最后拆下转向螺杆上轴承盖组件。
2)清洗。拆卸转向器时,不能用汽油或煤油清洗橡胶类密封件,禁止用蒸汽或碱溶液清洗轴承;结合平面上的纸垫及固态胶状物必须清除干净,必要时可用木棒、塑料棒冲击拆卸零件,不得用榔头直接敲击,防止砸伤零件表面。
(2)主要零件的检修
1)双曲柄销及其轴承组件的检修:a.主销头部产生疲劳剥落或已经产生偏磨或破裂,更换组件;b.用两个手指捏住主销头部转动,应转动自如,主销在轴承内若有轴向窜动,视情况进行调整。
2)转向垂臂轴的检修:a.扇形块、花键出现明显的扭曲时应更换;b.转向垂臂轴任何部位出现裂纹都应更换,禁止焊修;支撑轴颈磨损逾限,刷镀修理或更换;转向垂臂轴衬套间隙使用限度为0.20mm。
3)转向螺杆的检修:a.传动副已失去传动间隙调整限度时更换;滚道表面严重磨损或出现严重压痕、疲劳剥落和裂纹等耗损时更换;b.轴承轴颈出现疲劳磨损,磨削后刷镀修复。
(3)转向器的装配 装配前应复查所更换的零件和修复零件,复检合格的零件清洗后用压缩空气吹干。在装配中,应尽可能地使用专用工具,相关螺栓、螺母的紧固转矩应符合原厂规定。并参考相关结构原理图。
1)安装转向器下盖步骤如下:a.先把轴承的外座圈压入壳体,有滚道的一面沉入壳体下端面距离为12.5~13.0mm;b.把O形密封圈压入轴承垫块的槽内,密封圈不得扭曲,不得损伤其外缘,防止漏油;c.安装下盖8,下盖中心的凸台向外;在下盖上面装好调整螺钉和锁止螺母。下盖紧固螺栓暂勿完全拧紧,待上盖紧固螺栓紧固后再完全紧固下盖紧固螺栓。
2)安装转向螺杆步骤如下:a.将轴承和内圈压入转向螺杆的上、下支撑轴颈;b.把转向螺杆放入壳体;放入上轴承保持架。
3)安装上盖步骤如下:a.先把上轴承外座圈压入壳体上端承孔内,外座圈平面沉入承孔与壳体上端面距离为12.5~13.0mm;b.换装上盖O形密封圈和上盖油封;将原调整垫片按原有的顺序和数量放回转向器上盖。该调整垫片是用来调整转向螺杆中点位置的,制造厂家已经调好,维修时不需要重新调整,仍需保持原调整垫片的总厚度。EQ1090型汽车转向器垫片厚度分别为0.5mm的1个,0.2mm的两个,0.1ma的1个,4个交错叠压,其总厚度不得大于1.2mm;c.紧固上盖固定螺栓,将下盖固定螺栓拧紧。螺杆的转动力矩符合原厂规定(EQ1090型汽车转向器为1.0~1.7Nm)。调整结束,锁紧锁止螺母。
4)组装双曲柄销步骤如下:a.主销必须成对更换,防止造成左、右转向间隙不等,引起转向力不均匀的故障,还应同时更换主销轴承;b.组装曲柄指销与轴承组件,再用专用压套压住轴承外圈将组件压入(压出)承孔,指销按图4-50所示压装。
5)装摇臂轴组件。将其预润滑后,装入壳体,使主销与转向螺杆啮合,啮合后转向螺杆应转动自如,转动总圈数不少于8圈。
6)安装侧盖时,注意两个双头螺栓要旋入指定的螺孔内。
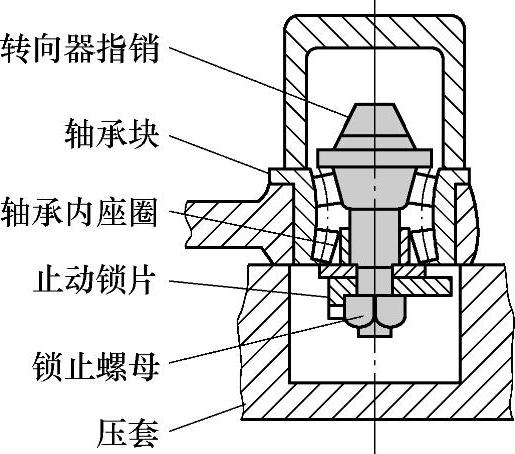
图4-50 转向曲柄指销组件压装示意图
7)调整传动间隙,使摇臂轴与转向螺杆处于中间位置;然后手握转向螺杆端部来回转动,通过调整螺钉调整主销的啮合间隙直至有摩擦力矩的感觉为止,此时转向螺杆的转动力矩应不大于2.7Nm。若转向螺杆的中点位置不准确,变更上盖垫片总厚度进行调整。
2.循环球机械转向器的维修
(1)循环球机械转向器主要零件的检修
1)转向器壳体的检修:
①壳体、侧盖产生裂纹更换,两者结合平面的平面度公差为0.10mm。
②修整壳体变形。壳体变形的特点是摇臂轴轴承孔的公共轴线对于转向螺杆两轴承孔公共轴线的垂直度误差超限(公差为0.04~0.06mm),两轴线的轴心距变大(公差为0.10mm)。壳体变形不但会引起转向沉重的故障,同时减少了转向器传动副传动间隙可调整的次数,缩短了转向器的使用寿命。壳体变形后具备经济条件的可更换总成;具备修理条件的可以镗削修理。修整变形时,先修整结合平面;然后更换摇臂轴衬套,在镗模上镗削摇臂轴衬套,利用镗模校正两衬套的同轴度(公差为0.10mm)和两轴线的垂直度与轴心距。
摇臂轴衬套镗削后与摇臂的配合间隙较原厂规定其增大量不得大于0.005mm,使用滚针轴承其配合间隙不得大于0.10mm。二级维护时应检查摇臂轴与衬套的配合间隙,载货汽车使用限度为0.20mm。对于工程机械,行驶速度可以放宽要求,一般不大于0.30mm。配合间隙逾限后更换衬套,衬套与承孔的配合过盈为0.110~0.051mm。
2)转向螺杆与转向螺母的检修:
①转向螺杆与转向螺母的钢球滚道无疲劳磨损、划痕等耗损,钢球与滚道的配合间隙不得大于0.10mm。检验钢球与滚道配合间隙的方法有两种:a.把转向螺母夹持固定后,把转向螺杆旋转到一端止点,然后检验转向螺杆另一端的摆动量,其摆动量不得大于0.10mm,转向螺杆的轴向窜动量也不得大于0.10mm。b.将转向螺杆和转向螺母配合副清洗干净后,把转向螺杆垂直提起,转向螺母在重力作用下,应能平稳地旋转下落,说明配合副的传动间隙合格。
②总成修理时,应检查转向螺杆的隐伤,若产生隐伤、滚道疲劳剥落、三角键有台阶形磨损或扭曲,应更换。
③转向螺杆支撑轴颈若产生疲劳磨损,会引起转向盘沉重、迟钝,可按原厂规定的锥角磨削修整轴颈,然后电刷镀修复或换新。实践证明,电刷镀修复其耐久性可达100000km以上。
3)摇臂轴的检修:
①总成大修时,必须进行隐伤检验,产生裂纹后更换,不许焊修;轴端花键出现台阶形磨损、扭曲变形,应更换。
②支撑轴颈磨损逾限,但无其他耗损可进行刷镀修复或喷焊修复。
(2)循环球转向器的装配与调整
1)安装转向螺杆组件。转向螺杆螺母组件重新组装时,先平稳地逐个装入钢球,装钢球的过程中,转向螺杆和转向螺母不要相对运动,必要时,只能稍许转动转向螺母或用塑料棒将钢球轻轻冲进滚道内;然后给装满钢球的导管口涂压润滑脂防止钢球脱出,用导管卡将导管固定在转向螺母上。所装钢球的直径和数量必须符合原厂规定。如EQD131型汽车安装ϕ450mm转向盘的转向器,其钢球为ϕ7.144mm,共2×49+1粒;EQ140/47型长轴汽车安装ϕ550mm转向盘的转向器的钢球为ϕ7.144mm,共2×58+1粒。工程机械多采用汽车转向器,可参照执行。装入钢球后,转向螺母的轴向窜动量不得大于0.10mm。而后将轴承内圈压在转向螺杆的轴颈上。
2)组装转向垂臂轴。
摇臂轴承预润滑之后,将摇臂装入壳体内。并按顺序装入止推垫片、调整螺钉、垫圈、孔用弹性挡圈;
3)安装转向器下盖、上盖。a.把轴承装入下盖承孔中;安装调整垫片和下盖,从壳体孔中放入转向螺杆组件,安装下盖,装下盖之前在结合平面上涂以密封胶;把轴承外圈和转向螺杆油封压入上盖,并装入上盖调整垫片和上盖。b.通过增减下盖调整垫片或用下盖上的调整螺塞调整转向螺杆的轴承紧度。然后检查转向盘的转向力矩,一般为0.6~0.9Nm。
4)安装转向器侧盖。a.给油封涂密封胶后,油封唇口向内,均匀地压入壳体上的承孔内。b.将转向螺母移至中间位置(转向器总圈数的1/2),使扇形齿的中间齿与转向螺母的中间齿相啮合,装入摇臂轴组件;将侧盖密封垫涂以密封胶后安装、紧固。
5)调整转向器转向间隙。a.使转向器的传动副处于中间位置,通过调整螺钉,调整转向器传动副的啮合间隙,在直行位置上应呈无间隙啮合;b.中间位置上,转向器转动力矩应为1.5~2.0Nm。转向器转动力矩调整合格后,按规定转矩锁紧调整螺钉。
6)安装摇臂。应注意摇臂与摇臂轴两者的装配记号对正,应特别注意摇臂固定螺母应确实做到紧固、锁止可靠。
最后,按原厂规定加注润滑油。有条件时,应检查转向器反驱动力矩(转向轴处于空载状态时,使摇臂轴转动的力矩)。转向器的反驱动力矩应符合原厂规定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






