1.素色漆的喷涂
斑点修补和整板修补所用面漆的品种是一样的,但涂料的施工工艺却有所不同。在素色漆的喷涂中,主要以热塑性丙烯酸面漆的喷涂为例来介绍其施工工艺。
(1)喷涂前的准备 首先全面检查涂料的品种、色号、稀释剂的型号及喷枪等设备的完好情况。在确定涂料已经搅拌均匀的情况下,准备好两把喷枪。第一把喷枪的喷杯上做好记号“色漆”,放入已配好的面漆。把喷枪暂时设定在中间位置上,对样板喷涂,记录其喷涂层次、间隔时间、稀释比、喷枪压力等,以使面漆的颜色与原装面漆的颜色一致。为了与原厂车面漆颜色作比较,以全遮盖的方式喷涂样板,直至调色结果满意为止。在第二把喷枪中加入1份慢速稀释剂与1份中速稀释剂,并加入体积分数5%的热塑性丙烯酸清漆,在喷杯上做“消雾圈涂料”的记号,备用。
(2)面漆的喷涂施工 先用第一把喷枪在中间涂层的表面上喷涂第一层面漆,每次走枪开始和结束时采用收边施工法。然后用第二把喷枪喷涂消雾圈涂料于斑点的边缘,间隔数分钟后,以同样的方法喷涂第二层、第三层,每一层都要比前一层范围大些,直至达到全遮盖。喷涂后,在常温下干燥1h,随后喷涂3层热塑性丙烯酸清漆。这里用的清漆为慢速稀释剂,体积分数200%,最后用消雾圈喷剂喷涂丙烯酸清漆的边缘。自干1天(最好1周)后,才能进行抛光操作。由于热塑性丙烯酸漆喷涂后大约要收缩50%。所以必须在施工时,预留一定的量。
2.二工序漆的喷涂
二工序面漆的涂装也与素色漆涂装一样,要将已遭损坏部位磨斜口,清除旧漆,并进行除锈、喷涂中间涂料,经打磨后喷涂清漆。
1)二工序热性丙烯酸面漆的喷涂,主要包括底色漆的喷涂和清漆的喷涂。
①底色漆的喷涂:首先采用清洗溶剂清洗整个打磨后的表面,严格按照产品说明书的标准,喷涂增粘剂到整个打磨过的表面上,干燥30~60min。根据说明书的要求先准备好喷枪,喷杯中装上热塑性丙烯酸底色漆,按照素色漆同样的要求先喷好底色漆。在施工中应注意底色漆切不可打磨,如果出现非打磨不可的情况,则底色漆必须干透后,才能再用超细砂纸进行湿打磨,而且操作时务必小心谨慎。
②清漆的喷涂:在对热塑性丙烯酸清漆喷涂时,先按照说明书的要求稀释,检查粘度合格后将其装入喷杯中,做好“清漆”记号。配制消雾圈涂料,装入另一个喷枪中,做好“消雾圈涂料”记号。将喷枪压力调整为0.25~0.28MPa,喷涂2~3层中等湿度的涂层,每层间隔时间15~20min。作润色时一直扩展到邻近的板面上,但不要超过喷涂过增粘剂的区域,喷涂消雾圈涂料到清漆的润色区域,在0.14MPa的压力下,喷涂消雾圈涂料至整个涂过清漆的表面上。抛光前要干燥24h以上,直至清漆完全干透,采用抛光机进行抛光。
丙烯酸聚氨酯清漆是用于底色漆罩光最好的清漆系统,喷涂后不需要抛光就能得到良好的光泽和鲜映性。喷涂清漆前,要让热塑性丙烯酸面漆干燥2h以上(如有必要,在喷涂清漆前可对丙烯酸面漆作轻微的抛光),然后用丙烯酸聚氨酯清漆罩光。丙烯酸聚氨酯清漆是双组分漆,与固化剂的配比必须十分准确,喷涂压力一般为0.35MPa,在待修补区域喷涂2~3层中等湿度的涂层,每层间隔15~20min。如在夏天可在配好的聚氨酯混合涂料中添加50g/L左右的延缓剂以改善其流动性。此时干燥时间必须适当延长,最好在24h以上。如有必要,进行润色加工;如发现表面存在着疵点或灰尘,可在清漆干燥48h后再进行打磨抛光。
2)丙烯酸聚氨酯清漆的修补。首先用清洗溶剂清洗表面,对修补表面进行加工,做好打磨工作后涂底漆,喷涂热塑性丙烯酸底色漆至全遮盖。干燥2h以上,按照说明书要求喷涂丙烯酸聚氨酯清漆,干燥12h,或在汽车离开喷漆间之前干燥数小时。
3.底色漆+清漆系统的修补施工
1)有时候汽车表面只是在清漆层存在轻微的划伤或灰尘、化学作用留下的斑点、流挂以及轻微的桔纹等小伤。这个时候不需要重新涂修补漆,表面的抛光和打磨就可以遮盖这些小伤。在这种情况下的抛光和打磨操作和以往的抛光打磨有点小小的区别,它的工艺如下:
①用中性洗涤剂和清水冲洗车身。
②用溶剂清洗车身。
③采用中等抛光膏进行抛光,抛光机的转速为2700r/min。
④保持打磨平整,稍稍加压。经常检查打磨效果,若有必要,抛光膏要适当加量。
⑤上述伤痕经过打磨除去之后,再加上抛光蜡,对修补点及周边区域进行抛光。
⑥如果经过上述打磨、抛光处理,仍然无法消除伤痕,则可以采用1200号或者1500号砂纸进行湿打磨。有些轻微的桔纹、痕迹、灰尘以及化学作用留下的斑点等可以用打磨块帮助打平。
⑦完成砂纸打磨之后,重复进行上述操作进行抛光。
2)底色漆+清漆系统对局部板面的修补施工。斑点修补和局部板面的修补并没有很大的差别,所以不少涂装工人在施工的时候会发现,如果在修补施工中能够综合这两类施工工艺的特点,将可以又快又好地完成任务。其工艺如下:
①在表面的颜色没有色差后进行润色操作。
②在车身上的天然分界线以内喷涂清漆,否则会把清漆喷到下一个相邻的区域内,如图4-2所示。
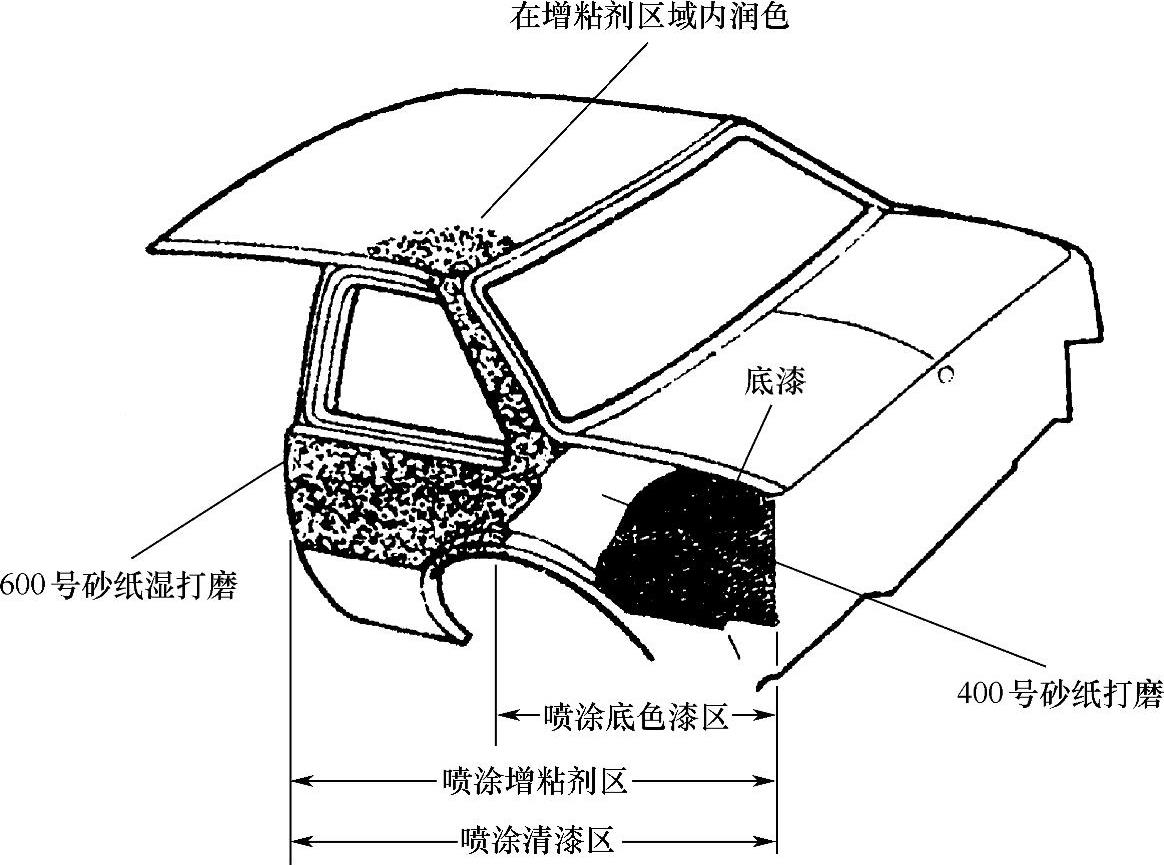
图4-2 典型斑点及部件板面修补工艺(www.daowen.com)
3)采用热塑性丙烯酸底色漆的喷涂工艺如下:
①采用600号或者更细的砂纸进行整块板面打磨,一直到分界线的部位。如果修补处没有分界线或者折叠线,则可以稍稍打磨得宽一点,允许扩展到与其相邻的板面上。
②采用清洗剂清洗整个经过打磨的表面。
③严格按照产品说明书的要求,喷涂增粘剂到整个打磨的表面上,干燥半小时到一个小时。
④按照要求准备好喷枪,喷杯中装上热塑性丙烯酸底漆。检查涂料的粘度,看它是否符合施工粘度的要求。这对于是否能够获得满意的颜色关系重大。
4)丙烯酸—聚氨酯清漆的施工工艺的特点及注意事项如下:
①丙烯酸—聚氨酯清漆是用来在底色漆或色漆表面罩光最好的清漆系统,喷涂后不需要抛光就能得到良好的光泽和鲜映性,受到广大客户的欢迎。
②在调漆和喷涂施工期间,施工人员必须戴好劳保用品,车间通风必须良好。
③如果有必要,在喷涂清漆前可以对丙烯酸面漆做轻微的抛光。
④如果整车都是丙烯酸面漆,在喷涂丙烯酸—聚氨酯清漆之前允许进行打磨。
⑤热塑性丙烯酸底色漆在干燥一个小时后,可以用丙烯酸—聚氨酯清漆罩光。
5)丙烯酸—聚氨酯清漆的施工工艺如下:
①用清洗溶剂清洗表面。
②对修补表面进行加工,仔细磨薄涂层的边缘,然后涂装底漆。
③按照说明书的要求,在整个板面上涂5~6道屏蔽涂料。用500号、600号砂纸打磨屏蔽涂料。并且进行比色,看其色相是否一致。
④让底色漆干燥至少两个小时。按照要求喷涂丙烯酸—聚氨酯清漆,干燥一天。
⑤对整个修补表面进行抛光打磨,以便喷涂增粘剂。在对比喷涂色漆和清漆范围大一点的区域内喷涂增粘剂,按照要求将底色漆稀释。在喷涂前,用粘度杯检查稀释后的底色漆和清漆的粘度。
6)车身上边角处的刷涂修补施工。对于车身上的边角、拐弯等结构特殊、离边角至多只有一厘米宽的部位是无法采用喷涂方法进行修补施工的。传统的刷涂法在这里就可以起到很大的作用。
①其优点是:不需要喷枪,修补的速度快。而且施工设备只需要几把刷子,其他如空气压缩机、空气净化系统、喷枪等都不需要。但是这种方法受到很多条件的制约,修补的质量达不到喷涂施工的效果。一些喷枪施工的特殊工艺在刷涂的时候就根本无法实施,如润色收边、走虚枪等。所以在修补的过程中不到万不得已的时候都不会采用这种方法。
②工艺过程。刷涂过程中需注意以下事宜:
表面处理:清洗表面,采用合适的砂纸磨薄涂层边缘,220号或者320号砂纸均可。彻底除去所有的锈蚀。在裸露的金属表面刷涂表面调整剂。
刷涂底漆:采用刷涂的方法,刷涂一道底漆在裸露的金属表面,并且干燥一定时间。刷涂一道中间涂料,同样干燥一定时间。
在实施上述操作的过程中要注意的问题是:不要采用传统的工艺进行打磨,而只能采用400号或者500号砂纸进行表面抛光。如果将色漆直接刷涂到裸露的金属表面上,则附着力将会很差,要避免这种施工方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





