打磨的主要作用是除锈和清理那些陈旧的、已经遭到破坏的涂层以及打薄它周围并未破损的涂层等。
打磨时要使用P240~P230砂纸,打磨保险杠如图3-39所示。
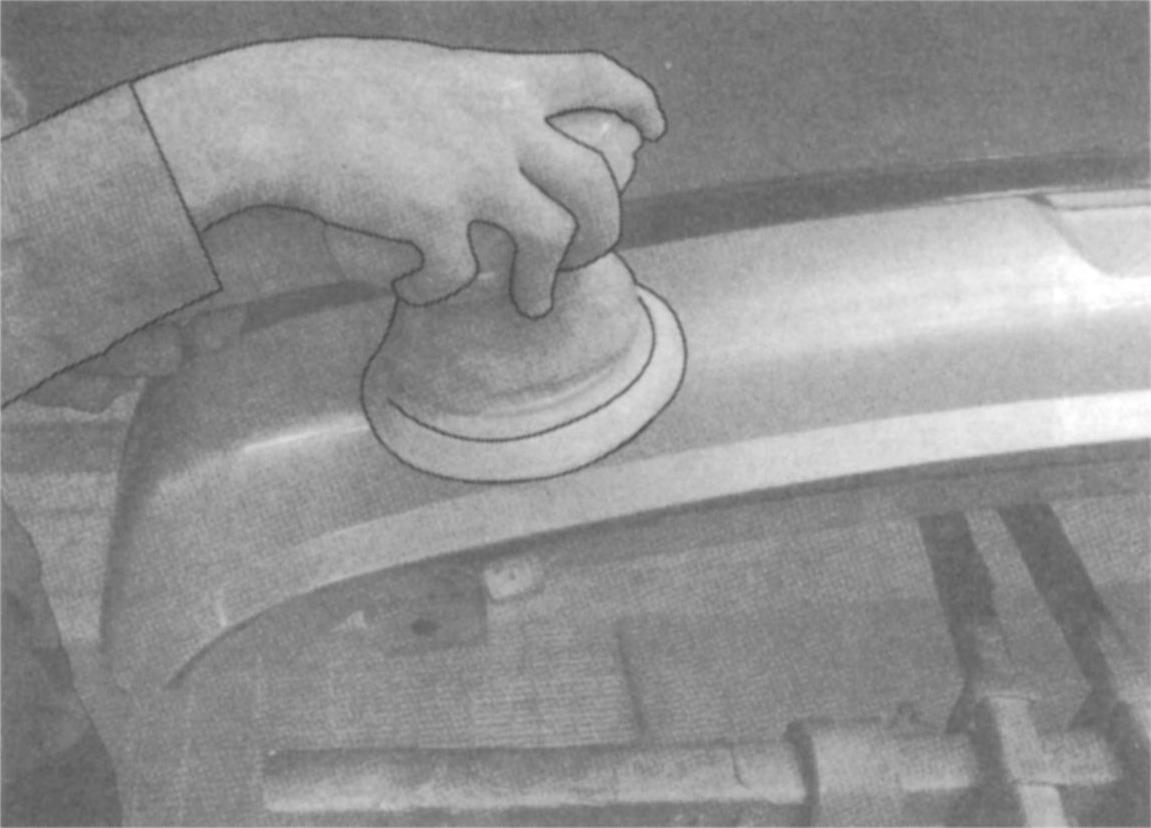
图3-39 打磨保险杠
1.汽车车身上的锈蚀类型
一般来说,打磨可以分为机械打磨和手工打磨两类。这要根据修补汽车破损及锈蚀的情况而定。汽车车身上的锈蚀大概可以分为以下三类:
(1)表面锈蚀 表面锈蚀是金属生锈的开始,锈斑仅仅停留在金属表面,并没有深入到金属内部,属于轻度锈蚀。但轻度锈蚀正是锈穿金属的开始,如果这个时候选用了合适的除锈工艺,一般可以清理到合乎涂装标准的水平。
对于表面锈蚀的清除应该注意以下几个方面:
1)打磨到显露出金属光泽。
2)采用双组分金属表面调整剂,可以清除有可能遗留在缝隙里的铁锈。
3)先用水清洗,然后采用压缩空气吹干表面。
4)尽快进行一道工序,即喷涂底漆、中间涂层等。
(2)锈坑 锈坑是表面锈蚀变严重的一种表现。如果不定期检查涂层,涂层表面的锈蚀就会不断扩大,引起涂层起泡,并且深入到金属材料的内部形成锈坑。
(3)大面积锈蚀 金属表面锈蚀发展到锈坑,它的数量就会不断增多、合并,最后发展成为大面积的锈蚀。严重的地步就会锈穿,一旦金属被锈击穿,就等于是无药可救了。
表面锈蚀和锈坑的除锈工艺有以下几个原则。
1)喷砂是最有效也是最快的方法。
2)如果无法在汽车车身上的某个部位实施喷砂,则可以采用小型电动磨光机或打磨叶轮直径较小的电动打磨机进行打磨。
采用哪一种除锈工艺好,取决于车身锈蚀的程度和锈蚀的部位以及修配厂的配置,甚至包括操作者的嗜好、习惯等。但是无论采用哪一种方式,它的要求和目的只有一个,就是快速、有效地除锈和除掉其他污垢。
2.磨料的选择
打磨工序一般都要反复多次地进行。为了提高打磨的效率,有经验的操作者总是先选择粗颗粒的砂子或者粗砂纸进行初打磨,然后再选择细砂纸或砂纸进行后期打磨。所以,无论采用什么打磨方法,都要正确选择和使用磨料。实际上,用于汽车修补行业的磨料最多只有两种,即氧化铝和碳化硅。
(1)氧化铝磨料 氧化铝磨料是金属打磨、抛光最为理想的磨料。因为它经久耐用,而且硬度很高。几乎所有的手工机械打磨机的叶轮都是采用氧化铝制作的。一般用作磨料的氧化铝按照自身的颜色区分用途,红褐色的用作经初打磨抛光后的打磨,白色的氧化铝用于清除旧漆。国外通常都是在采用氧化铝磨料的砂纸或者砂轮上标明ALO或者英文名Alumi-num oxide。
(2)碳化硅磨料 碳化硅磨料是一种黑色、棱角非常尖利的磨料,最适合对汽车面漆打磨加工。很多用于汽车面漆打磨的砂纸都是用碳化硅制作的。它的标记是SiC或者它的英文名Silicon Carbide。
美国磨料粒度的标准是由美国国家标准协会制定的。在汽车修补行业中,用于标准丙烯酸清漆或磁漆的磨料CAMI粒度范围为16~600,而用于底色漆加清漆之类的金属闪光漆系统的磨料则是超细类磨料,例如1200或者1500。欧洲采用不同的分级系统,由欧洲磨料制造者协会(FEPA)制定。标准的数字前标以字母P,就像美国的CAMI标准一样,数码越大,磨料的粒度就越小。
3.手工打磨
如果汽车待修补部位不大或者该部位的外形比较复杂,大多数会采用手工打磨。手工打磨的主要特点是操作比较灵活,可以根据待处理表面锈蚀的深浅状态以及油漆脱落等方面的状况来决定砂纸的细度、打磨时间的长短及力度等。
(1)砂纸打磨的主要目的
1)除掉金属表面的锈迹。
2)去除金属表面已经被破坏的旧涂层。
3)打掉金属表面的底漆。
4)磨薄临近并未破损涂层的边缘。
5)将基材表面打磨平整并且将它砂光。
(2)手工打磨对砂纸的一些要求
1)砂纸的选择。在进行手工打磨操作之前所需要做的第一件事是根据具体情况挑选合适的砂纸。砂纸的品种和型号虽然比较多,但其挑选相对而言比较简单。
国产普通砂纸,是由骨胶等水性胶粘剂将一定粒度的磨料粘在木浆纸上而制成的。这种砂纸强韧、耐折、耐磨,但是不耐水,只能用于干法打磨。为了延长干砂纸的使用寿命,大部分砂纸厂采用铝磨料、疏粒式结构,同时一般不用硬脂酸锌作化学处理。
国产水砂纸,由醇酸树脂、醇酸调和清漆等水砂纸专用漆料将一定粒度的磨料粘附在浸过桐油的纸上而成。水砂纸的规格大约为23cm×28cm,是汽车修补工艺中用得最多的砂纸。这种砂纸所用的磨料没有尖锐的棱角,基本不会破坏平整的金属表面。它的主要特点就是耐水,打磨时通常要蘸水或者溶剂进行打磨。但是它也可以不蘸任何介质,包括水或者溶剂等进行干打磨。
国产砂布由骨胶等胶粘剂将一定的粒度磨料粘附在粗布上而成。它的规格尺寸比上述两种砂纸要复杂一些。主要有21cm×29cm、23cm×28cm和29cm×29cm等几种规格。它的主要特点是质地坚硬、耐磨、耐折、寿命长,但是价格比较高。
2)砂纸的裁剪。有了合适的砂纸,还应当根据施工的要求将砂纸裁剪成合适的打磨形状、大小。一般汽车修配厂普遍流行以下几种形式:
①对于小面积打磨,裁剪成原来的三分之一,即大约9.3cm×23cm。将这三条砂纸叠成三叠,这样每一叠就有三片砂纸厚,打磨起来就方便得多。每当打磨的砂纸面被磨平的时候,就可以更换新的一面继续打磨。
②对于大面积打磨,将砂纸剪成原来的四分之一,大多数工人喜欢将砂纸剪成这种形状。
③标准打磨用,一般把砂纸裁剪成7cm×23cm的规格,并将这些7cm×23cm的砂纸固定在打磨块上进行打磨操作。
(3)砂纸打磨操作 采用砂纸进行打磨的时候,看似比较简单,但是要想得心应手还需要掌握很多的要领。
1)砂纸的握法。采用砂纸进行打磨操作的时候,正确握住砂纸不仅可以省力,而且打磨效果也比较好。如果砂纸是垫在打磨块下进行打磨,就无所谓怎么握。换句话来说,就是怎么顺手怎么握。而在没有打磨块只用砂纸的情况下,则比较流行下述三种握法。
①将砂纸夹在拇指和手掌之间,手平放在表面上,这是比较自然的握法。
②将砂纸夹在小指和无名指中间,再将手平放在表面上。
③多数操作者则是综合了上述两种握法,也就是说,将砂纸用拇指和小指握住进行打磨。
2)手工打磨的姿态。手工打磨的姿态应该以舒适、顺手为原则。对于较大的表面,最好采用食指和小指夹住打磨块,中间三指配合手掌用力的握法。
3)打磨的力度。手工打磨的时候要注意:尽量轻握砂纸;避免用力压砂纸;打磨时用的力度和洗车的力度差不多;打磨时施压于表面的压力仅仅限于手掌的重量;有些时候还必须经常改变打磨姿势,以适应表面结构的不同。
4)手指打磨法。在对汽车某个特殊部位进行打磨的时候,有时需要将手掌稍微抬起来一点,将重量加到手指上,进行所谓手指打磨。有的时候甚至还要将手掌再抬高一点,将重量加到指尖上,用指尖进行打磨。
5)画圈打磨。用手指按住砂纸,在一个小范围内快速作圆周运动进行打磨。这种画圈打磨方式不得用于直径大于25cm的缺陷,也从来不用打磨块。
6)交叉打磨法。在打磨较大面积的表面时,最好采用走直线的方法。在润色区对相邻表面打磨时就采用所谓的交叉打磨法,说的更加准确一点就是经常地改变打磨方向,因为这样的操作最有利于磨平基材表面。改变打磨方向可以起到和切削一样的作用,磨平表面的速度最快。如果是90°的角就没办法采用交叉打磨法,这主要是受到汽车表面绝大部分结构所限制。只有在角度为30°或者45°的时候改变方向才有可能。
(4)湿打磨工艺 湿打磨工艺的工艺流程如下:
2)浸湿海绵、水砂纸以及待打磨表面。
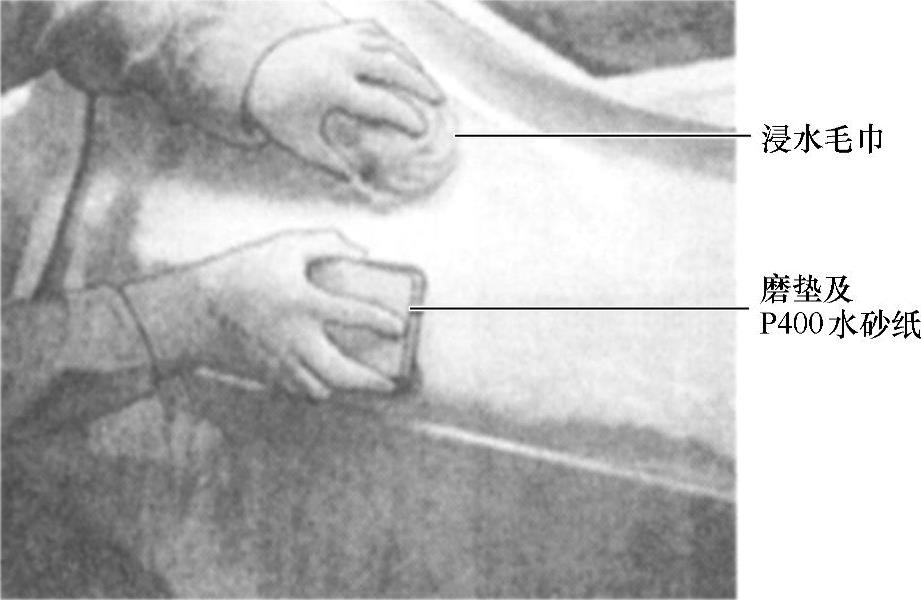
图3-40 用P400水砂纸打磨
3)用海绵擦拭待打磨表面及其周围的区域,使它变得湿润。
4)检查所用的砂纸,平放于待打磨表面。先用P320或P400水砂纸打磨,如图3-40所示。一般手指与打磨方向相同,根据表面轮廓也可以采用45°角,然后开始打磨。如果进行的是大面积的打磨,则应该将打磨区域分成几块,一块一块地进行打磨。每一块的面积不得大于0.1m2。不得将身体的重量支撑在砂纸上,只能轻轻地压着砂纸进行作业。然后使用P600水砂纸打磨,并且尽可能以旋转方式来减小砂纸痕,如图3-41所示。
5)在打磨过程中要不断用海绵蘸水浇到打磨的表面,以保持被打磨表面的潮湿。(www.daowen.com)
6)不时地停下来,仔细检查打磨效果,直到满意为止,此时应注意:
①打磨表面要保持湿润,检查表面的时候,要用橡皮刮板把水刮干净。
②在良好的照明条件下,从入射光的角度观看和检查打磨效果,特别要注意观察表面是否还留着一些明显的打磨痕迹、锈斑,是否已经将表面打磨平整等。
(5)干打磨工艺 在汽车修补加工中,涂装前对汽车表面状态的要求比其他场合都要高。大多数情况下以采用干打磨工艺为主。应该引起注意的是,打磨工作必须尽快进行,以免新打磨好的金属表面重新产生锈斑。为此,有经验的工人多采用两种型号或者更多型号的砂纸进行打磨加工。先采用粗砂纸去除锈斑或者纹路后,再用细砂纸进行砂光精加工。基本有以下几个步骤:
1)选择合适的磨料,采用氧化铝磨料的疏粒式砂纸比较适合干打磨。
2)准备好气枪。
3)戴好面罩。
4)裁剪好砂纸,如果有必要须选用合适的打磨块。
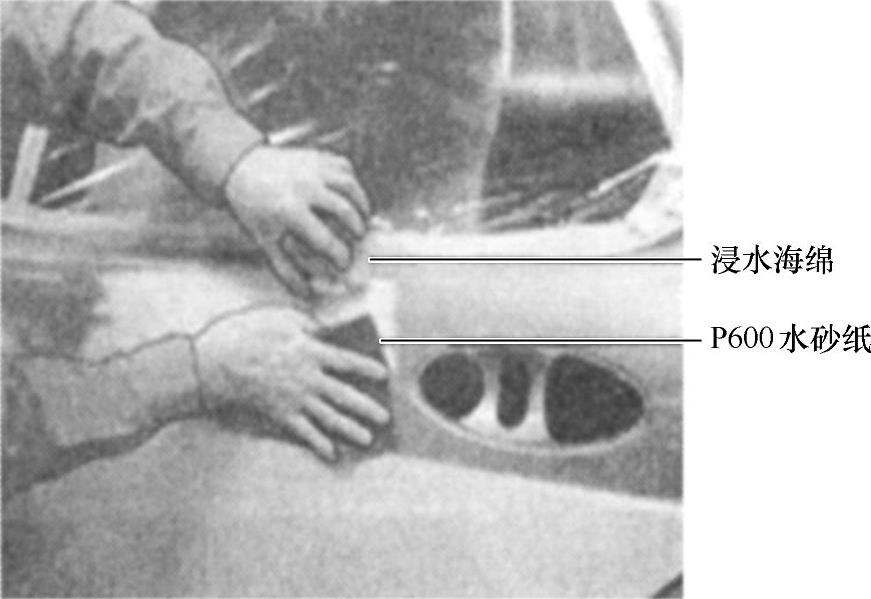
图3-41 用P600水砂纸打磨
5)无论是打磨面积大还是面积小,都要用粗砂纸打磨完成50%~75%,再用细砂纸进行精加工。要想尽快除掉锈斑和大块的封闭底漆,用粗砂纸打磨是个非常好的选择。
6)用手垫着抹布或者棉布头,凭借手感判定涂有封闭底漆的表面是否凹凸不平,是否符合金属表面涂装标准。
7)用180号或者220号砂纸对涂有封闭底漆的表面进行精打磨。如果砂纸上粘上了封闭底漆,应该及时用枪吹干净或者用刷子刷掉。
8)采用粘性抹布或者气枪对整车进行清理。
9)如果封闭底漆被清除过多而导致表面凹凸不平,则需要重新喷涂封闭底漆,然后再重复上述操作。
10)使用三维打磨材料,手工对修补区域的边角、研磨机不易打磨的区域进行细研磨修饰,如图3-42所示。
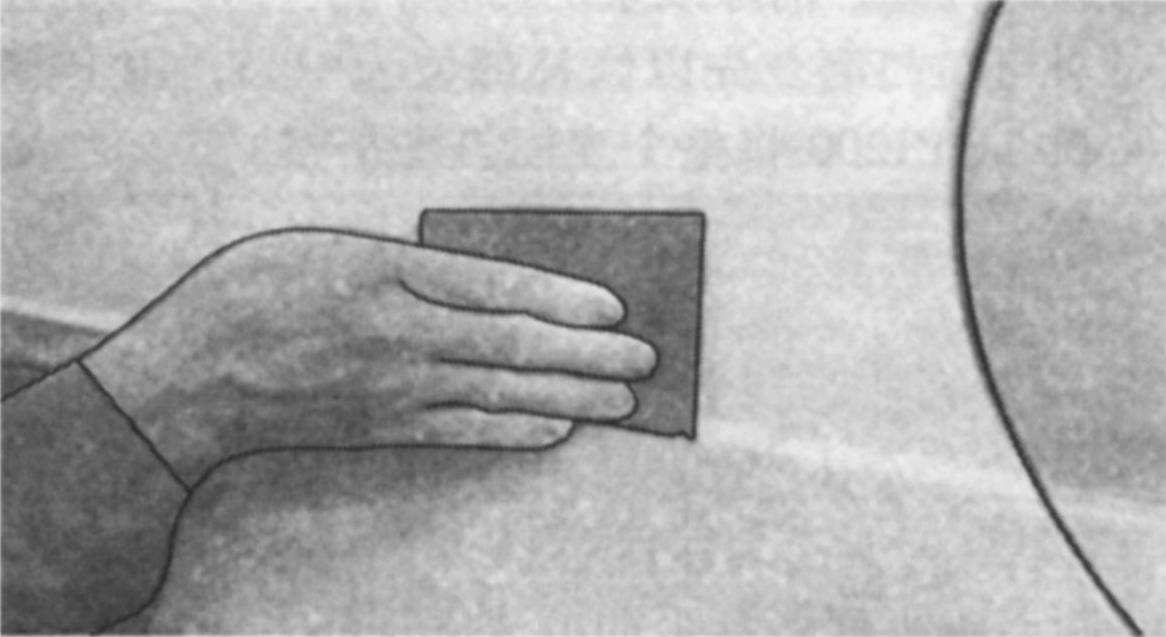
图3-42 使用三维打磨材料做修饰
(6)砂光工序“划伤”的意思是指表面在受到外力的破坏后变得粗糙,“砂光”的概念是通过打磨使表面变粗糙。前面所谓的“粗糙”是指宏观较大的、无规则的凹凸不平的痕迹,不适合在表面上进行喷涂加工。后面所谓的“粗糙”意指微观,表面经过打磨产生轻微的、有规则的凹凸不平,是表面处理加工中为了提高涂层的附着力所采用的特定手法。砂光处理还可以清除表面的粗粒、未被清除的底漆、密封胶等。总之砂光可以使表面更加平整。其具体方法有下面几种:
1)选择合适的粗砂纸以砂去面漆。一般在砂光工序中采用砂纸型号为400、360、320或者220等。砂纸上的磨料按照密式或者疏式都可以。
2)将砂纸裁剪成所需要的大小或者包在打磨块上。
3)按照传统的干打磨工艺走直线的方式进行打磨。
4)经常检查砂纸的表面状态,如果砂纸上粘上了油漆,要用刚性毛刷、钢丝刷或者压缩空气将它清理干净。如果砂纸很快就被弄脏,则说明所选择的砂纸不合适。
4.机械打磨
机械打磨又可以分为手工机械打磨、喷砂、喷丸及抛丸等。在汽车修补加工中只采用手工机械打磨和喷砂打磨,而喷丸及抛丸比较适合处理大型机械的表面,其处理方法不适合汽车修补施工,尤其是对于局部乃至斑点修补就更加不适合了。
1)手工机械打磨就是采用专用机械———电动磨光机对基材表面进行打磨、砂光、抛光等项操作。毫无疑问,这种打磨方式的最大优点是比单纯的手工打磨的速度效率高,操作工人的工作量也大大下降了。这些机械不仅可以用来打磨,还可以用来进行涂装的抛光等项操作。这些电动工具大都是由油漆设备制造厂生产供应。市面上流行的专用于表面处理的电动工具有以下几个品种:直线轨道式打磨机、随机轨道式打磨机、振动式打磨机、低速抛光机(1500~3000r/min)。
目前国内已经有相应的电动磨光机投入市场。电动磨光机型号及规格见表3-1。
表3-1 电动磨光机型号及规格

使用打磨机之类的电动工具时,为了保证安全,应该注意的安全问题主要包括:
①作业的工人应该佩戴防护眼镜和防护面罩。
②检查叶轮的品种及规格是否与当前操作所要求的性能相一致。破损的叶轮,即使是有很小的一个缺陷也不能继续使用。
④将电源插头插入电源插座之前应该仔细检查打磨机的电源开关是否关闭。
⑤更换叶轮的时候要按照说明书的要求进行作业。
⑥绝不可以采用电动打磨机打磨铝材、塑料等。无法准确判断基材材料类型的时候,可采用磁铁检查基材。
⑦决不可采用电动打磨机打磨边角、皱褶缝、焊缝、粘结处或者刮涂过塑料密封的地方。
在进行抛光操作的时候,为了使更换打磨垫更加方便、简捷,国外某些厂家特地为客户提供了一种专用胶粘剂。这种胶粘剂在使用的时候只要将它滴几滴在叶轮上,气干5~6s,然后将打磨垫与叶轮对号位置密合在一起就可以了。
采用电动打磨机进行打磨操作的具体工艺如下:
①穿戴好安全劳保用品。
②戴好手套,然后轻轻地摸一遍待打磨表面,这样可以帮助操作工人选择更好的方式进行打磨。
③握紧打磨机,打开开关并且将其以大约5°~10°的角度移向准备加工的表面。
④使打磨机向右移动,打磨机的叶轮左上方的1/4对准加工表面,如图3-43所示。
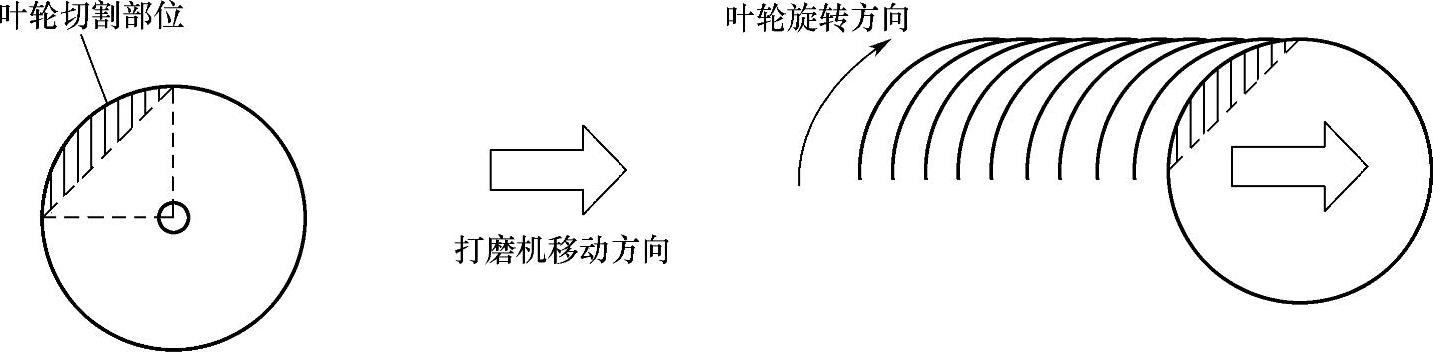
图3-43 右移动时方式
⑤当打磨机从右向左移动时,叶轮右上方的1/4对准加工表面,如图3-44所示。
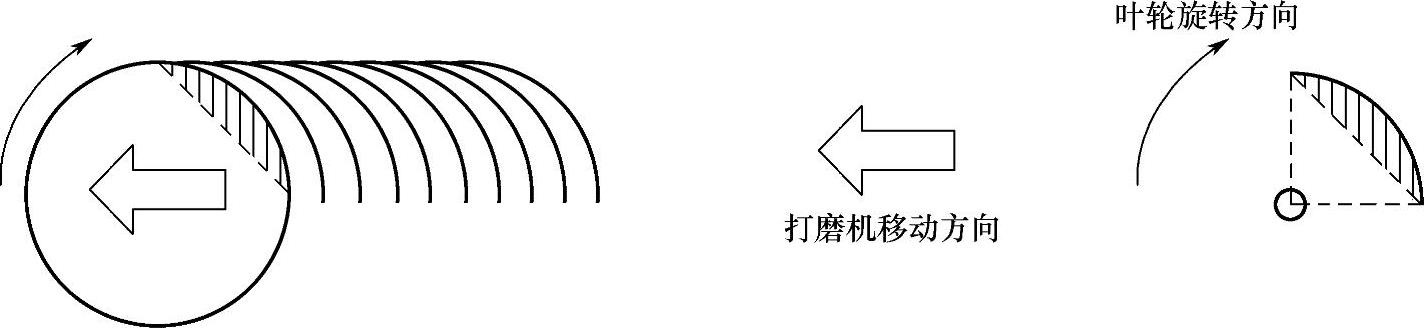
图3-44 左移动时方式
⑥以上两个方法是对不平坦的平面进行打磨时有效的方法,也可以用于磨较为平坦的平面,如图3-45及图3-46所示。
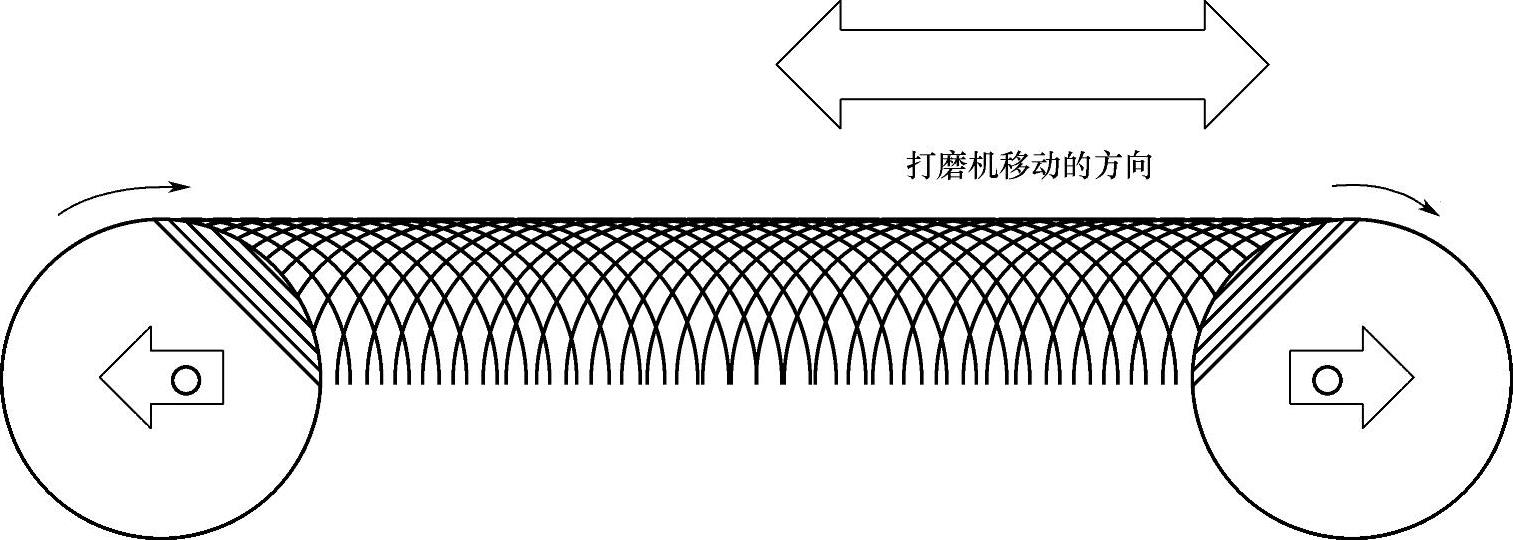
图3-45 电动打磨机对平面打磨时的移动方式
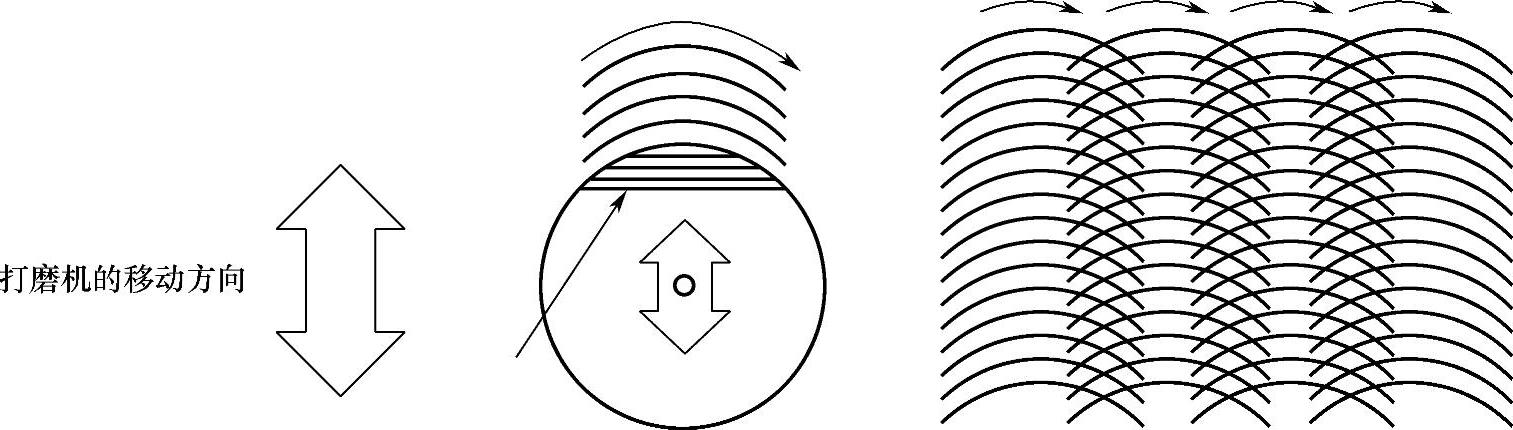
图3-46 砂光作业轨迹
⑦应该经常检查叶轮磨料是否清洁,这是保证打磨效果最简单有效的方法。如果磨料被塑料密封胶污染,应该及时用毛刷、钢丝刷或者是气枪进行清理。如果出现类似的情况,则表明密封胶固化不完全。打磨时应在密封胶充分固化后才能进行。
值得注意的是:不允许采用粗砂子磨料以90°角交叉打磨凸出很高的表面,否则将会造成很深的打磨伤痕。此外,千万不要让粗砂子磨料接触打磨区域附近完好的涂层表面,最好用胶带把完好的涂层部位保护起来。
2)喷砂打磨。喷砂工艺以前是用来切割、雕刻玻璃或者其他硬质材料的方法,这是一种利用高速空气流驱动尖利的砂子冲击物品的加工部位而达到上述目的的加工方法。多年来这种工艺早已被各个相关行业用于除锈等表面加工中。喷砂打磨在汽车修补工艺中也开始慢慢被采用,因为它是从金属表面上清除锈斑和污点的比较有效的方法。喷砂除锈还有一个最大的优点,那就是在汽车车身的某些部位存在锈斑或者其他污垢时,采用其他机械打磨方法无法进行,而只能采用喷砂打磨的办法。比如在汽车车身上的某些孔隙、缝隙或者手都很难伸进去的部位,采用喷砂进行打磨、除锈、砂光不仅快,而且实用。喷砂有干喷砂和湿喷砂两种,在汽车修补行业一般用到干喷砂的机会较多。另外,在汽车修补行业中使用的喷砂打磨系统一般又可以分为压入式和吸上式。它有几个主要配置:砂子储罐;用来过滤砂子的筛子或者过滤器;软管和空气管道配件;带压缩空气控制板机的喷砂喷枪
需要强调一点,如果喷砂操作在室内进行,则必须配置良好的通风装置,以免对操作者的健康造成危害。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






