高能量密度能源表面强化技术的热源通常是激光、电子束及离子束等,它们的共同特点是加热速度快、加热面积可以根据需要选择、工件变形小、不需要冷却介质、可控性能好且便于实现自动化处理,它们的共同特征是供给材料表面功率密度至少为103W/cm2。目前比较成熟的高能量密度能源表面强化技术有激光相变硬化、小尺寸电子束处理和中等功率离子注入,这些技术在提高模具寿命方面已获得应用。
1.模具的高能量密度能源表面强化技术
高能量密度能源表面强化技术包括激光表面强化技术(如激光相变硬化、激光表面熔覆)、离子束注入合金化技术和电子束加热淬火等。该技术功率密度高,可以通过对模具表面进行改性,使其获得特有的组织和性能,还可以提高生产率。只此,只要采用光学或电磁学技术把高能束引导到模具的不同部位,就能实现局部或复杂部位的强化处理,特别是计算机、自动控制等高科技的介入使能量操纵智能化,控制更加自如方便。
(1)模具的激光表面强化技术 利用高功率、高密度激光束(一般为104~105W/cm2)对金属进行表面处理的方法称为激光热处理。激光热处理分为激光相变硬化(LTH,如表面淬火、表面非晶化及表面重熔淬火)、激光表面合金化(LSA,如表面覆层合金化、硬质粒子喷射合金化及气体合金化)、激光表面熔覆(LSC)、激光表面化学气相沉积(LCVD)、激光物理气相沉积(LPVD)和激光冲击(LSH)等表面改性工艺,其可产生其他表面加热淬火强化达不到的表面成分、组织及性能的改变。
1)模具的激光相变硬化(LTH)。在模具表面激光强化方法中,激光相变硬化应用比较普遍,利用该方法对低碳钢、中碳钢和低合金工具钢等进行处理后,能够获得细晶马氏体组织,位错密度比常规加热淬火显著提高,淬火组织细小,硬度显著提高(较普通淬火的硬度高15%~20%),模具变形小,几乎无氧化脱碳,对模具的表面粗糙度没有太大影响,并使材料表面的综合性能得到很大改善,耐磨性显著提高。经该方法处理的模具钢表面强化效果可与高强度模具钢媲美。
激光淬火与高频、火焰淬火相比较,激光淬火受热及冷却区域极小,因而变形极小、残余应力小,且由于无氧化脱碳作用,淬火表面更加光亮洁净,甚至可以在最终精加工工序以后进行。激光淬火可以改善模具的表面硬度、耐磨性、热稳定性、抗疲劳性和断裂韧度等力学性能,是提高模具寿命的有效途径之一。例如:GCr15钢制轴承保持架冲孔用冲孔凹模,常规处理后的使用寿命为1.12万次,经激光处理后的寿命可达2.8万次;GCr15钢制挤压孔边用压坡模具,经激光处理后可连续冲压6000件,而按常规热处理工艺处理后,最高使用寿命仅为3000件。
如果在模具表面涂敷硬质合金粉,则可实现表面合金化。激光加热的优点是工件无需置于真空中。
2)模具的激光表面合金化(LSA)。激光表面合金化是以激光作为热源的复合强化技术,其是在模具表面涂上合金粉,以足够功率及适当扫描速度,使模具表面温度上升到熔点,形成合金熔化层。可根据对模具的耐磨性、耐蚀性、耐热性和抗氧化性等要求,配制适当的表面合金化成分来进行表面合金化。
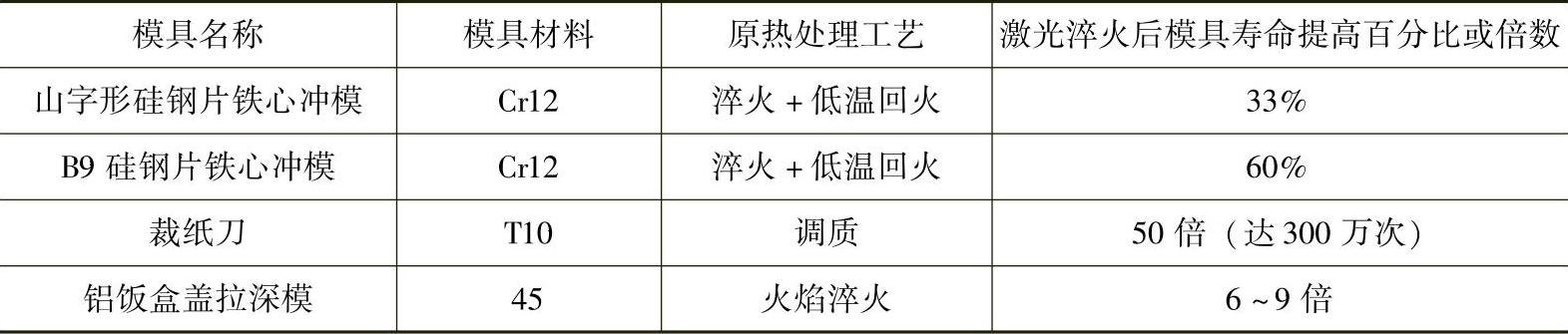
激光相变硬化和表面合金化能够使模具寿命提高1~3倍。表6-15为激光强化处理模具的使用寿命。
表6-15 激光强化处理模具的使用寿命
3)模具的激光表面熔覆(LSC)。激光表面熔覆是利用大功率密度激光快速加热材料表面使其熔化,在激光停止加热以后,再借助基体的热传导作用,使液态金属快速凝固的技术。激光表面熔覆在显著提高模具材料表面硬度的同时,还能保持心部较好的塑、韧性,使模具材料表面具有良好的综合性能。
H13模具钢具有高的淬透性和淬硬性,主要用于制造压铸模、挤压模、锻模和塑料模具,淬火、回火后的组织为回火索氏体。经激光表面熔覆处理后,熔覆层中含有普通热处理难以获得的大量Cr7C3、Cr23C6和Mo2C碳化物,这些碳化物的弥散强化及快速熔覆固溶强化作用对提高模具的耐磨性非常有利。
Cr12MoV及W18Cr4V等模具钢经激光表面熔覆处理后,在使用过程中,熔覆层中存在的大量残留奥氏体在应力诱发下发生马氏体转变,产生加工硬化,因此可使材料的表面硬度提高,耐磨性增强。
(2)模具的电子束表面强化技术 电子束表面强化是利用高能量密度的电子束对模具表面进行加热淬火的表面强化工艺。电子束加热可以达到106~108W/cm2的能量密度。利用高能量密度的电子束还可以实现相变硬化和表面合金化等工艺。
由于所用电子束能量非常集中,故加热速度极快(3000~5000℃/s),所得奥氏体晶粒极细(超细化晶粒),这是电子束加热淬火的最大特点。另外,由于加热层薄,故可进行自激冷淬火,且淬火后硬度较通常淬火高1~2HRC。由于电子束加热速度快,使模具零件变形极小,故淬火后无需后续的校正工作。电子束加热淬火后的金相组织为细晶结构。与激光淬火相比,电子束加热淬火工艺更易控制,成本更低廉。
(3)模具的离子束注入合金化技术 离子束注入合金化是将合金元素的原子离子化后使其在电场中获得高能量,再高速注入金属材料表层,以形成极薄的近表面合金层,从而改变金属表面的物理或化学性质的技术。离子注入深度一般在1μm以下,在近表面层中注入的金属以高过饱和固溶体、亚稳相、非晶态组织和平衡合金等结构形式存在。离子注入金属后可提高其表面硬度及改善其耐磨性、耐蚀性及抗疲劳性能。离子注入在高真空及低温下进行,故不会引起模具变形,不影响表面质量,还可精确控制注入离子的浓度、浓度分布及注入深度。离子束注入合金化技术可用于冲裁模、拉丝模、挤压模、拉深模和塑料模等,特别适用于精密模具和形状复杂的模具以及零件的表面强化。例如,钢线拉丝模(YG8)、铜线拉丝模(YG3)和冲模(Cr钢)经离子注入氮元素后,使用寿命分别提高了3倍、5倍和2倍。
2.模具的高能量密度能源表面强化技术应用实例
实例1 GCr15钢制轴承保持架冲孔模和挤压边用的压坡模具的激光强化处理。
GCr15钢制轴承保持架冲孔模和挤压边用的压坡模具在生产中使用寿命都不高,失效形式为崩刃或刃边磨损。在把冲孔模的硬度由58~62HRC降至45~50HRC,并用激光进行强化处理后,模具的使用寿命得到了显著提高。
(1)冲孔模的激光处理 冲孔模的激光硬化层由白亮层(为隐针马氏体+细粒状合金碳化物组织)、灰白层(为细针马氏体+细粒状合金碳化物组织)和过渡层(为隐针马氏体+回火托氏体组织)等三层组成。白亮层的硬度为849HV,基体的硬度为490HV,硬化层深度为0.37mm。
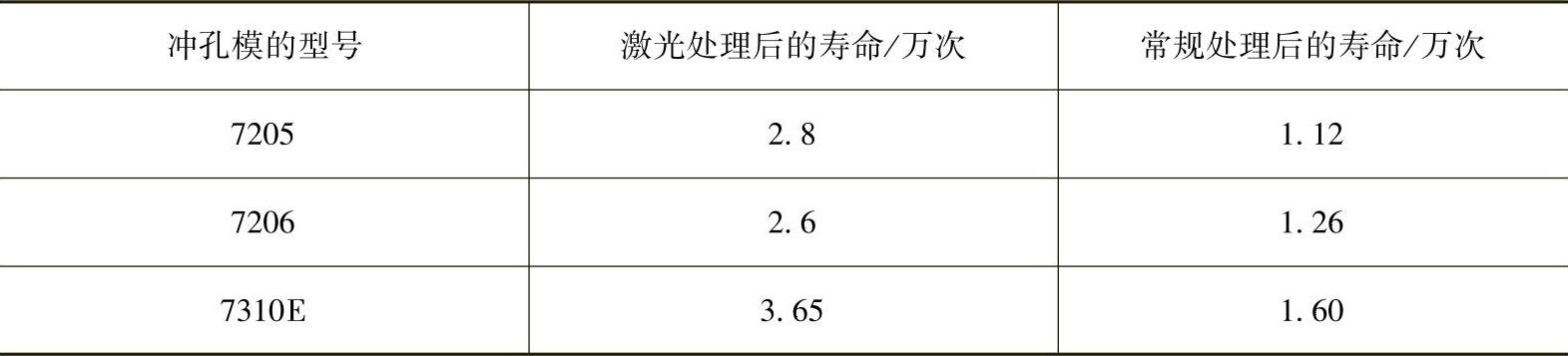
由于激光热处理可获得超细的隐针马氏体结构及显著提高强韧性,故可减少崩刃,延长模具使用寿命。轴承保持架冲孔模经激光硬化处理后的使用寿命见表6-16。
表6-16 轴承保持架冲孔模经激光硬化处理后的使用寿命
(2)压坡模具的激光处理经激光处理后,白亮层的硬度为927HV,基体硬度为733HV,硬化层深度为0.268mm,硬化带宽度为1.11mm。(www.daowen.com)
经激光处理后的压坡模具可连续冲压6000件,而按常规热处理工艺处理的压坡模具的最高使用寿命仅为3000件。
实例2 YG8硬质合金拉丝模的氮离子注入处理。
离子注入可提高金属材料表面的硬度、耐磨性、耐疲劳性和耐蚀性。碳化钨基硬质合金拉丝模,经氮离子注入后,可使模具寿命提高2倍以上。
(1)YG8硬质合金拉丝模的工作条件YG8硬质合金拉丝模的工作条件见表6-17。
表6-17 拉丝模的工作条件

(2)离子注入工艺 离子注入可采用C-200KeV型半导体离子注入和离子束分析两用机,其注入系统由离子源、加速管、磁分析器和靶室等组成。操作时将高纯度氮气引入注入机的离子源中并电离为氮离子,再经高压电场加速形成高速离子束流,强行注入装在靶室中的模具的工作表面上,迫使氮离子和模具材料元素的原子形成强固结合,或将其表面位错钉扎在一起,形成“位错网络”。这些效应都能够引起模具材料表面的硬化作用。同时,离子注入时的轰击作用与喷丸相似,也可对模具表面产生硬化作用。
由于离子注入是在较高的真空度(0.00133Pa)和低温或室温下进行的,故拉丝模在离子注入后表面十分光洁且无变形。
离子探针的分析结果表明,碳化钨硬质合金拉丝模的氮离子注入深度为30~80nm。
(3)氮离子注入后拉丝模的使用寿命 拉丝模经氮离子注入后,模具使用寿命可提高2倍以上,见表6-18和表6-19。
表6-18 氮离子注入钢丝拉丝模的寿命
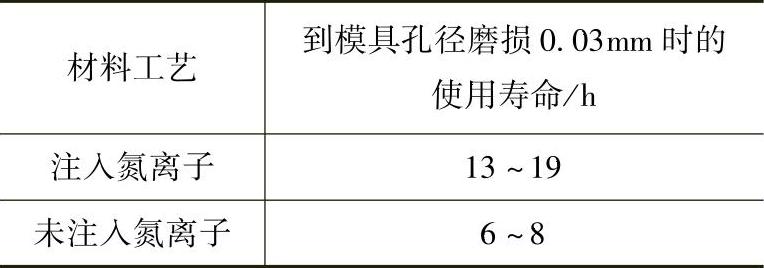
表6-19 氮离子注入铜丝拉丝模的寿命

实例3 W6Mo5Cr4V2钢制螺母孔冲头的离子注入处理。
用于冲制硬度为130~160HBW的冷拔低碳钢螺母孔的W6Mo5Cr4V2钢制M12mm螺母孔冲头(见图6-10),经1190℃油冷淬火、560℃×1.5h回火3次和离子注入的处理工艺后,可大幅度提高模具的使用寿命。
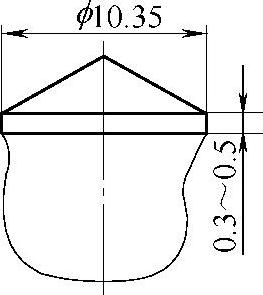
图6-10 M12螺母孔 冲头头部简图
离子注入工艺参数为:离子束能量E=100KeV,注入剂量D=5×1017N+/cm2(有效剂量D=2.5×1017N+/cm2),注入温度低于500℃。经离子注入后,模具表面的努氏硬度可提高200HK0.005左右,使用寿命可达3.9万件,而未经离子注入处理的模具使用寿命仅为1.6万件。
实例4 热变形模具,材料为Cr12钢,要求电子束表面淬火。
(1)预备热处理 预备热处理工艺为:1050℃淬火,180℃回火。
(2)电子束表面淬火工艺参数 对Cr12钢制模具的电子束表面淬火在10kW的电子束装置中处理进行,其工艺参数为:电压为150kV,电流为56mA,电子束直径为2mm,扫描速度为50~200mm/s,作用时间为0.05~0.1s,冷却速度为2×104~6×104℃/s。
(3)电子束加热表面熔融后淬火检验结果 电子束加热熔融后淬火的表面硬度为880HV,热影响区硬度为780HV,基体硬度为650HV,硬化层深度为0.1~0.2mm,表层组织为由细小马氏体+残留奥氏体+δ-铁素体+碳化物组成的树枝晶(从表面向内部有5~10μm深,可看出有碳化物薄层),热影响区组织为马氏体+残留奥氏体+碳化物,基体组织为回火马氏体+碳化物。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





