1.不改变表面化学成分的表面强化技术
不改变表面化学成分的表面强化技术主要包括高频淬火、火焰淬火、激光淬火、电子束淬火及加工硬化等技术。
(1)模具的感应淬火技术 目前模具感应淬火大多采用高频淬火工艺。其特点是加热速度快,淬火组织细小,硬度比普通淬火高2~3HRC,提高耐磨性,表面氧化脱碳倾向极微。高频淬火对模具材料的原始组织有一定要求,即需预先进行正火或调质处理,以使模具基体有较好的综合力学性能,并为高频淬火作好组织准备。高频淬火后的模具需进行低温回火,以减少淬火产生的内应力。
目前,高频淬火正在朝着超高频冲击淬火和大功率脉冲感应淬火的方向发展。与普通高频淬火相比,这两项技术淬火时间更短(仅1~1000ms),显微组织更加细小(细或极细马氏体),淬火变形更小(变形极小),淬火硬度更大(超常硬度),更适用于小型模具零件的感应淬火处理。
我国某合资汽车企业对汽车覆盖件模具采用10~50kHz的超音频加热电源进行感应淬火处理,该方法的优点是加热层深,一般与表面硬度相同的淬硬层深度为2mm左右,缺点是变形较大且易开裂。目前国内模具制造公司采用的大多是挪威EFD公司生产的感应淬火设备,该设备稳定可靠,功率多为18~25kW,也有功率为50kW的。
(2)模具的火焰淬火技术 火焰淬火是将高温火焰(如氧乙炔焰、氧丙烷焰)喷向工件表面,将其迅速加热到淬火温度,然后立即加以冷却,使其表面具有高硬度、心部具有足够的强度和韧性的一种表面淬火方法。虽然火焰淬火工艺比高频淬火落后,但与感应淬火相比,火焰淬火的设备简单、操作方便、生产成本低,特别适用于大型模具和小批量、多品种模具的热处理,如汽车车身覆盖件大型拉深模、大型塑料模、大型冲模等模具的局部淬火(如模具的刃口等)和部分塑料成型模具的淬火。一些冷作模具钢(如CrWMn、Cr12MoV钢)通过适当的火焰淬火,可以避免淬火裂纹的产生。球墨铸铁、合金铸铁制模具也可以进行火焰淬火。
利用国内外已经研发出的火焰淬火专用钢,可以使火焰淬火操作时的技术难度大大降低,从而使火焰淬火法得到了推广应用。例如我国自行研制的7CrSiMnMoV(CH)火焰淬火冷作模具钢(可用于模具刃口部位),经氧乙炔焰加热到淬火温度后空冷即可达到淬硬的目的,而且还能使模具制造周期缩短近10%,价格降低10%~20%,节省能源80%左右。国外的火焰淬火模具钢主要有日本爱知制钢公司的SX4、SX5(Cr8MoV)、SX105V(7Cr5Mn3SiMoV)钢,日本大同特殊钢的GO5钢,日本日立金属公司的HMD-1(Cr4MnSiMoV)、HMD-5钢,以及瑞典的ASSAB635钢等。表6-6为部分日本与国产火焰淬火钢特性。
表6-6 部分日本与国产火焰淬火钢特性
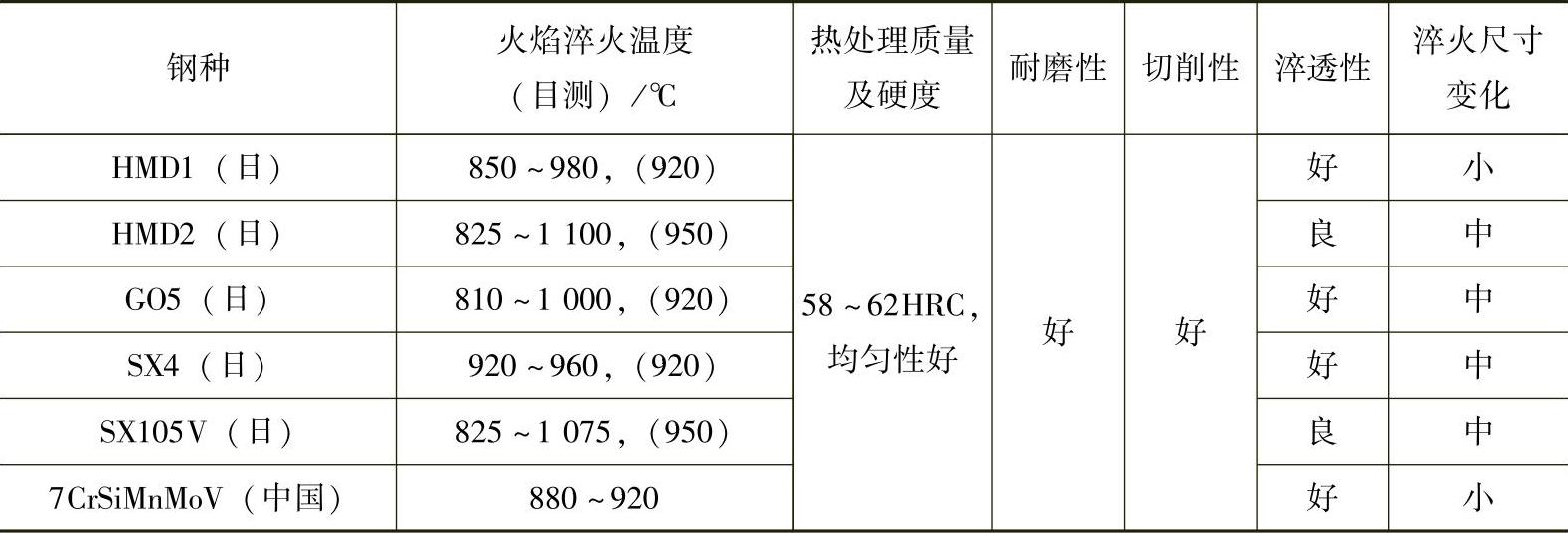
火焰淬火时应加热模具刃口切料面,模具一般经180~200℃预热1~1.5h,再用喷枪加热至810~1000℃,然后淬火。淬火后硬度一般在60HRC以上,淬硬层厚度在1.5mm以上,而变形量一般只有0.02%~0.05%。回火也可用火焰加热。
(3)模具的喷丸表面强化技术 喷丸处理(又叫喷丸强化)是一种表面强化技术。喷丸处理就是将硬质丸粒高速、连续地喷射到金属表面,使其形成一定厚度的冷作硬化层。喷丸处理可以明显改变金属表层的应力状态、显微硬度、表层的微观形貌和相成分,从而提高模具的疲劳强度、抗冲击磨损性及抗应力腐蚀性能,还可改善模具的表面质量,并有效地去除电火花加工而产生的表面变质层。据统计,喷丸处理能够提高模具使用寿命33.3%~50.53%。
喷丸处理工艺可应用于落料模、冷镦模和热锻模等以疲劳失效为主的模具上,以延长模具的使用寿命。
锻模使用时要经受弯曲和热膨胀应力,常因局部屈服而导致产生显微裂纹。喷丸处理产生的压应力能够推迟显微裂纹的形成,从而推迟模具龟裂的发生。对模具进行喷丸处理,可改善其磨削加工和电加工后的表面粗糙度值0.5~1级,并在一定程度上提高其疲劳强度。
另外,喷丸处理可改善线切割落料模变质层的性能。例如,Cr12钢制洗衣机电机定、转子落料模,在经淬火、回火处理和线切割加工后直接使用时发生折断失效,平均使用寿命只有3万余次,后改为在电火花加工后增加一道喷丸强化处理,使用寿命提高到了10万次。
2.模具表面形成覆盖层的强化方法
模具表面形成覆盖层的方法包括堆焊、镀金属、电火花强化、化学气相沉积(CVD)、物理气相沉积(PVD)和热喷涂等。
(1)模具的堆焊技术 堆焊是一种熔焊工艺,它是用焊接来对金属进行表面改性的方法,即在金属表面熔覆一层或几层具有特殊性能的材料,使其具有耐磨、耐蚀、耐热等性能。这些材料可以是钢铁材料(如碳钢、低合金钢、高合金钢)、有色金属合金(如镍基合金、钴基合金、铜合金)或碳化物,也可以是氧化物陶瓷,应根据具体要求而定。
堆焊既适用于模具制造,也适用于模具修复,许多模具的表面缺陷都可以通过堆焊来消除。堆焊技术在模具强化方面应用广泛,如许多车身落料模具要求刃口具有很好的强韧性,如果使用模具钢制造成整体模具,则需消耗大量的昂贵的模具钢材,而如果采用在价格较低廉的材料上堆焊刃口的方法,则可以节约模具钢材并降低生产成本。
堆焊方法主要有火焰堆焊、电弧堆焊、埋弧堆焊、等离子弧堆焊及电渣堆焊等。
(2)模具的镀金属技术 模具表面涂镀一层金属后不仅可以提高其耐蚀性,同时还能够提高模具的硬度与耐磨性。常用镀金属的方法有电镀、化学镀、电刷镀和热浸镀等。
1)模具的镀硬铬方法。镀硬铬方法属于电镀方法中的一种,具有镀层摩擦系数小、硬度高(1100HV左右)、应用简单并可以反复处理的优点。镀铬层的厚度较厚,一般为0.3~0.5mm。但如果镀层厚度选择不合理,就会造成模具的过早损坏。在模具承受强压或冲击时镀铬层容易剥落,效果不好,所以冷镦模和冲裁模不可使用镀硬铬方法。该方法只适用于加工应力较小的压弯和成型等模具,如塑料模、橡胶模和玻璃模等。
2)模具的化学镀镍方法。化学镀镍与电镀镍的原理不同。化学镀镍可以均一地析出Ni,镀层均匀。如果使用还原剂,则析出的是Ni-P合金,硬度为500HV,在400℃焙烘时硬度可达1000HV左右,所以用Cr12MoV钢制成的模具不会因焙烘而降低硬度。化学镀镍方法在铸造行业中多用于造型模具,也可以用于拉深类的冷作模具。
(3)模具的电火花强化技术 该技术是利用工具电极与模具间在气体中产生的火花放电作用,把作为电极的导电材料熔渗入模具表层,形成合金化的表面强化层来改善模具表面的物理及化学性能。电火花表面强化层的性能取决于模具本身和电极材料,通常所用的电极材料有TiC、WC、ZrC、NbC、Cr3C2及硬质合金等,表面硬化层的硬度可达1100~1400HV,模具没有其他变形,其心部的组织和性能也不会发生变化,因此十分适用于模具表面强化处理。该工艺虽然简单,但大面积处理却很困难,而且处理后还要进行仔细的研磨加工。冷镦模的切边刀刃及磨损模具零件的局部修补采用电火花强化效果最好。
电火花合金层比未经电火花合金化处理的模具热疲劳性能高3倍,抗氧化性能高2倍,在各种试验介质中的耐蚀性高3~15倍。例如,用YG8作电极,对3Cr2W8V钢制模具刃口部分采用电火花表面强化后,模具的平均使用寿命由5万次提高到了20万次。
用电火花强化硬质合金冲模、拉深模、玻璃模和剪裁模等效果均良好,如冲压厚度为0.35mm硅钢片的冲模及厚度为4mm钢板的落料模,经电火花强化后使用寿命都提高了2~3倍。
3.模具表面化学热处理强化技术
表面强化技术中最常用的表面化学热处理是提高模具表面的耐磨性、耐蚀性、抗咬合性及抗氧化性等最有效的途径之一。化学热处理的突出特点是渗层与基体之间具有很高的结合强度,模具表面可获得比普通淬火更高的硬度、更好的耐磨性和疲劳强度,而且心部仍有良好的塑性和较高的强韧性。
根据渗入元素的不同,模具的化学热处理可分为渗碳、碳氮共渗、渗氮、氮碳共渗、渗硫、硫氮共渗、渗硼、碳氮硼三元共渗、硫氮碳三元共渗、渗金属(如渗铝、渗铬、渗钒、渗锌或多元金属共渗)等。
(1)模具的渗碳技术 该技术是在富碳介质中使碳原子渗入低碳钢或低碳合金钢模具的表面,使其在保持心部高韧性的条件下获得高硬度的表面层,从而提高工件耐磨性和疲劳强度的热处理工艺。常用的渗碳温度为900~930℃。常用的渗碳方法有:①在以木炭为主的渗碳剂中加热的固体渗碳方法;②在以NaCl为主要成分的熔盐中加热的液体渗碳方法;③在渗碳性介质气体中加热的气体渗碳方法;④在减压渗碳性介质气体中加热的真空渗碳方法;⑤在真空渗碳中进行辉光放电的离子渗碳方法等。与传统渗碳相比,离子渗碳具有渗碳效率高、碳浓度梯度平缓、工件变形小、环境污染小及狭缝、小孔都能处理的优点。
渗碳技术主要应用于同时承受严重磨损和较大冲击载荷的模具,在冷作模具、热作模具、塑料模具及模架零部件上都可起到提高模具使用寿命的作用。例如,汽车软管凸模,原用Cr12MoV钢制造,硬度为58~62HRC,因模具承受很大的冲击载荷,寿命不足2000件就产生断裂失效,后凸模材料改用20Cr钢,经渗碳处理后,渗层深1.0~1.2mm,硬度为60~62HRC,一次寿命提高到了3万件。
W6Mo5Cr4V2和65Nb钢制模具进行渗碳以及65Nb钢制模具进行真空渗碳后,模具的使用寿命均有显著提高。
(2)模具的碳氮共渗技术 该技术是使模具表面同时渗入碳及氮的热处理工艺。其目的是在保持心部高韧性的条件下获得高硬度的表面层。碳氮共渗层不仅比渗碳层具有较高的耐磨性,而且有较高的耐蚀性、疲劳强度和抗压强度。此外,碳氮共渗还具有热处理变形小,生产周期短等特点。碳氮共渗工件的组织和性能主要取决于共渗温度,按照温度的不同,可分为高温(900~930℃)、中温(750~880℃)及低温(500~700℃)碳氮共渗三种。每一种温度的共渗均可以在气体、液体或固体介质中进行。其中,高温碳氮共渗多被渗碳所取代。
碳氮共渗适用于基体具有良好韧性且表面硬度高、抗粘着性好、耐磨性好的模具,如塑料模具及冲裁模中的凸模和凹模等。碳氮共渗可使模具使用寿命提高2~5倍。(www.daowen.com)
(3)模具的渗氮(硬氮化)方法 该方法是在含有活性氮的介质中使模具表面渗入氮元素,以提高模具表面硬度、耐磨性、疲劳强度及抗咬合性等的化学热处理工艺。渗氮处理广泛应用于模具制造中,但由于渗氮层很薄,故只适合受轻负荷的模具。因为加热温度在钢的相变温度之下,即500~580℃,没有组织相变,因此渗氮后模具的变形量很小。渗氮方法有:①在含氨气氛中加热的气体渗氮;②在以NaCl为主要成分的盐浴中加热的盐浴渗氮;③真空炉中的离子渗氮;④电解催渗渗氮等。
为了使渗氮有较好的效果,模具应选择含有Al、Cr和Mo元素的钢种,以便渗氮后形成坚硬耐磨的氮化物,如AlN、CrN和Mo2N。如果没有这些合金元素,则渗氮层硬度低,不足以提高模具的耐磨性。模具渗氮常用钢种有Cr12、Cr12MoV、3Cr2W8V、38CrMoAl、4Cr5MoSiV、4Cr5W2VSi、5CrNiMo及5CrMnMo钢等。
1)模具的气体渗氮。在气体介质(如氨气)中进行的渗氮处理称为气体渗氮。按照工艺参数的不同,气体渗氮分为等温渗氮、二段渗氮及三段渗氮等。由于渗氮层比较脆,在使用中容易剥落和产生龟裂,因此渗氮不适用于受冲击和重负荷的模具。
2)模具的盐浴渗氮。在盐浴中进行渗氮的热处理工艺称为盐浴渗氮。无毒盐浴的成分(质量分数)为:46%(NH2)2CO+40%Na2CO3+8%KCl+6%NaCl。
3)模具的离子渗氮。在真空(133~1330Pa)室内,离子渗氮在最初的20h内比普通渗氮快约3倍,因此离子渗氮速度较快(获得同样深度的渗层只需气体渗氮时间的1/2~1/4)。由于离子渗氮只加热表面层,故工件变形极小。另外,渗层韧性好,容易实现局部渗氮。离子渗氮是目前比较常用的一种渗氮工艺,现已广泛应用于热锻模、冷挤压模、压铸模和冲模等的表面处理,以提高其耐蚀性、耐磨性、抗热疲劳性、抗粘附性等性能及提高模具的使用寿命。不锈钢采用离子渗氮不需要预先进行去钝处理。
(4)模具的氮碳共渗(软氮化)技术 氮碳共渗是在以渗氮为主的同时渗入碳原子的化学热处理工艺。该工艺是以渗氮为主的氮碳共渗过程。氮碳共渗不仅使模具具有较高耐磨性、耐腐蚀性、抗疲劳性能及抗擦伤性能,而且该工艺具有时间短、温度低、变形小、化合物层脆性小的特点,适用于要求硬化层薄、承受载荷不大及需要良好综合性能的模具,对变形要求严格的耐磨件(如模具、量具、刀具)的处理经生产验证效果也非常好,但不适用于在重载荷条件下工作的模具。模具经过氮碳共渗处理后,在其表面形成氮碳化合物,硬度为1000HV左右,提高了模具表面的耐磨性、耐蚀性和热疲劳性能。氮碳共渗通常用于热态工作的压铸模、热挤压模、锤锻模以及塑料模等的表面处理,也常用于处理某些冷作模具(如冷镦模、冷挤压模、冲模和拉深模等)。
氮碳共渗可以使高速工具钢和基体钢的耐磨性提高2~5倍,大幅度提高模具使用寿命。例如,W18Cr4V钢制冷挤压模,经560℃×1.5h气体氮碳共渗处理后,模具平均使用寿命由2~3万件提高到了7.5万件。
按照共渗介质状态的差异,氮碳共渗通常分为固体氮碳共渗、气体氮碳共渗和液体氮碳共渗。其中,后两种较为常用。
气体氮碳共渗的工艺参数包括氮碳共渗的温度和时间以及渗入介质的活性及加入量,这些参数需根据模具的技术要求来选择。氮碳共渗的温度一般为530~580℃,时间为1~6h。对于高速工具钢和高铬模具钢,为保持模具零件整体的强度和热硬性,氮碳共渗温度不能超过其回火温度。
(5)模具的渗硼方法 工件表面渗入硼(B)的化学热处理工艺称为渗硼。渗硼层具有极高的表面硬度(1500~2000HV)、耐磨性(远高于其他表面硬化层)、热硬性(900~950℃)以及在盐酸、硫酸及碱中的高的耐蚀性。渗硼温度在900~1050℃之间,之后需要进行淬火,以提高模具心部强度,避免渗层在使用过程中压碎剥落。渗硼是模具制造行业常用的一种高温化学热处理工艺,适用于钢、铸铁及硬质合金等材料,广泛应用于各种冷作模具(如拉丝模、冲裁模、拉伸模、冷镦模和冷挤模等),也适用于热锻模、压铸模、热挤压模、粉末冶金模具和塑料模具等。采用中碳钢渗硼取代价格昂贵的高合金钢制造模具也可以明显地提高经济效益。模具渗硼的缺点是渗层脆性高,淬火时易产生裂纹。因此,最好是渗硼温度与钢的淬火温度接近,渗硼与淬火相结合进行。渗硼钢的硬度、耐磨性、耐热性和耐蚀性均高于渗碳钢和渗氮钢,是一种提高模具寿命的有效方法。由于渗硼层脆性大、较薄,所以渗硼不适用于承载大的冲击、承受接触疲劳及形状复杂、尺寸精度要求高的工件。
渗硼工艺有固体渗硼、盐浴渗硼、膏剂渗硼、气体渗硼和电解渗硼等。
1)固体渗硼的温度为800~950℃,保温时间2~6h,优点是设备简单、操作方便、工件表面易清洗,因而应用较为广泛。
2)盐浴渗硼温度一般为950~1000℃,时间一般不超过6h,否则渗层变脆。盐浴渗硼设备也比较简单,操作也很方便,但不易清洗,故不宜用于带有小孔、不通孔的模具。
3)膏剂渗硼是在固体渗硼基础上发展起来的渗硼工艺,渗硼剂由固体渗硼剂粉末与粘结剂调制而成。渗硼时通常在模具表面涂覆厚1~2mm的渗硼剂,然后装箱加热或在保护气氛中加热保温。膏剂渗硼易于实现局部渗硼,特别适用于模具渗硼。
4)气体渗硼和电解渗硼等在工业上较少使用。
(6)模具的渗硫方法 渗硫(硫化)是指在钢或铸铁制模具表面渗入硫的化学热处理工艺。渗硫的层深一般为数μm至十数μm。渗层的组织可能是Fe2 S、FeS或其混合物。渗硫层有良好的减摩性(使摩擦系数减小2~4倍)及抗粘着磨损(咬死)性,但使渗硫工件表面的硬度降低。常用渗硫工艺有粉末渗硫、热浴渗硫、液体浸渍渗硫、盐浴电解渗硫及真空蒸发渗硫等。目前在生产中应用最多的是低温盐浴电解渗硫,模具淬火后经低温电解渗硫后仍能保持高硬度,模具变形较小。渗硫技术在压铸模和塑料模具中应用较广。
低温电解渗硫层摩擦系数很低,可显著提高模具的耐磨性和抗咬合性,特别适用于承受强烈摩擦的模具,如冷挤模等。
(7)模具的硫氮共渗方法 硫氮共渗是提高模具钢、高速工具钢、结构钢零件表面耐磨性的一种低温化学热处理工艺。低温硫氮共渗在渗氮炉内进行,渗剂为氨气(体积分数为30%~50%)和硫化氢(体积分数为0.02%),共渗温度为540~560℃,共渗时间为1~3h。此工艺可显著提高模具的使用寿命,如中温硫氮共渗可使模具表面具有良好的耐磨性和抗疲劳性,常用于压铸模等。3Cr2W8V热锻模钢经硫氮碳三元共渗后比离子渗氮、离子氮碳共渗有更高的渗层硬度、耐磨性和抗咬合性。
(8)模具的渗金属方法 渗金属是指将金属原子渗入钢的表面层,以提高模具表面的耐磨性、耐蚀性和耐热性等性能。模具钢渗钒(V)、渗铬(Cr)、渗钛(Ti)、渗铌(Nb)等均可获得碳化物型渗层,这类渗层的硬度和耐磨性极高(硬度可达1800~3200HV)。渗金属工艺简便易行,不需复杂设备。采用渗金属的化学热处理方法,可使模具钢的表面获得某些特殊性能,以满足模具的使用要求。渗金属常用的方法有:①在粉末中加热的粉末法(参见JBT 8418—2008《粉末渗金属》);②在熔融盐或熔融金属中浸渍的液体法;③在气体中加热的气体法;④涂抹涂敷剂加热的涂敷法等。其中以硼砂为基础的盐浴渗钒、渗铌、渗铬并形成碳化物的方法又称为反应浸镀法(TD法)。
TD法是将含C的被处理件浸入高温盐浴(如硼砂浴)中,C和加在盐浴中的金属元素V、Nb、Cr、Ni等形成碳化物层并覆盖在被处理件表面。被处理件可以从盐浴中取出直接淬火。TD处理法可以显著地提高冲模和冷镦模等的综合性能。VC表面覆层处理是TD处理法的核心。在硼砂盐浴中加入FeV(钒铁),与模具表面的C生成VC,1000℃×10h时可得到10μm左右的覆盖层。通常模具在(硼砂)盐浴中处理后,可根据要求进行油淬或在熔盐中淬火等。由于渗层与基体结合力强,可以显著地提高模具的耐磨性、耐热性、耐蚀性、耐热疲劳性和抗粘着性等性能,因而渗金属被广泛应用于各种模具,特别是拉深模、切边模、剪切模、冲模、冷挤压模、锤锻模和压铸模等。常用的渗金属方法有固体法、热浸渍法及熔盐法,渗剂包括供渗剂、催渗剂和填充剂。TD法属于高温化学热处理技术。
1)模具的渗铝法。渗铝可以提高模具的耐蚀性和耐热性。渗铝的方法有:①在熔融状态的铝浴中浸渍的渗铝法;②使用铝粉的铝化处理法。渗铝在800~1000℃的条件下进行。
2)模具的渗铬法。渗铬适用于锤锻模、压铸模、塑料模、拉深模等,渗铬后模具使用寿命可提高几倍到数十倍。渗铬的方法如下:①模具的固体渗铬适用于单件模具,980~1100℃加热,渗铬4~8h后将装有模具的渗箱取出空冷,冷至室温后取出模具并进行清洗,再根据模具需要进行二次加热淬火及回火,以保证一定的心部强度;②模具的气体渗铬适用于大规模模具生产,一般采用半真空气体渗铬方法,980~1100℃渗铬4~8h,取出装模具罐进行空冷,在室温下取出模具并进行清洗,再进行最终淬火及回火处理;③模具的盐浴渗铬在坩埚内进行,主要用盐是无水硼砂,渗铬剂为铬粉(加入量为质量分数5%~15%)、铬铁粉(加入量为质量分数15%左右)或Cr2O3(加入量为质量分数10%左右),另加质量分数为5%的铝粉还原。在900~1050℃渗铬4~6h,可以获得厚度为0.01~0.2mm的渗铬层,渗铬后可以直接淬火或冷却后重新加热淬火。
4.模具的复合表面强化技术
复合表面强化技术具有单一工艺不能达到的复合性能和效果,故一般常将常规热处理和表面强化工艺结合起来,即复合表面强化处理,从而达到更好的强化效果。目前,国内外发展较快的复合表面强化处理工艺是:表面化学热处理或表面覆层处理+表面化学热处理(如低温碳氮共渗+低温电解渗硫、碳化钛沉积+低温电解渗硫、低温+中温碳氮共渗、中温+低温碳氮共渗)等。
例如,对5CrNiMo钢制模具进行铬钒共渗+渗氮复合处理,即5CrNiMo钢制模具在1050℃铬钒共渗5h后,连同装模具的密封容器一起在空气中冷却,然后重新加热到850℃,油淬,再经520℃×6h+540℃×6h+520℃×2h的渗氮处理及540℃×6h的退火处理。结果发现,铬钒共渗加渗氮、退火处理后,模具的扩散层的表层显微硬度达到了1400~1600HV,内层的显微硬度在800~1020HV的范围内,比铬钒共渗后未加渗氮处理的5CrNiMo钢制模具相应部位的显微硬度提高了200~500HV。
5CrNiMo钢制冲头采用铬钒共渗加渗氮、退火复合强化处理后,心部硬度为47HRC,表面硬度为1460HV,与不进行表面强化处理的3Cr2W8V钢制冲头相比,使用寿命提高了1~2倍。其中,3Cr2W8V钢制冲头的使用寿命为800次,而经复合表面强化处理的5CrNiMo钢制冲头的使用寿命为1600~1800次。
又如,3Cr2W8V钢制热镦模经气体碳氮共渗及补充一次气体氮碳共渗后,其表面抗塌陷性、耐蚀性及抗粘着性都有明显的改善,模具使用寿命比只经过单一工艺处理的模具可提高了5倍以上。如果将氮碳共渗和化学镀技术两者结合起来,从而形成一种新的模具表面低温复合强化工艺,则模具使用寿命可比只用单一的碳氮共渗处理的模具提高2~4倍。
实例5CrMnMo钢制热锻模碳氮共渗淬火及氮碳共渗复合处理工艺。
5CrMnMo钢制热锻模经过碳氮共渗及850~900℃高温淬火(淬火组织由片状马氏体+条状马氏体转变为单一片状马氏体),再经高温(500℃)回火,在保持钢的耐热性、耐磨性及一定硬度的前提下,热锻模的热疲劳寿命提高了22%,断裂韧度KIC提高了20%~30%,并且具有较高的硬度(>62HRC)与耐回火性。再对其进行540℃×4h气体氮碳共渗,则可使其具有良好的抗氧化性、抗咬合擦伤能力、耐磨性及减摩性,并可提高模具的承载能力、抗挤压能力及高温强度,降低型腔塌陷变形倾向,而且与常规工艺相比,模具的使用寿命可提高5~6倍。5CrMnMo钢制热锻模复合热处理工艺如图6-5所示。
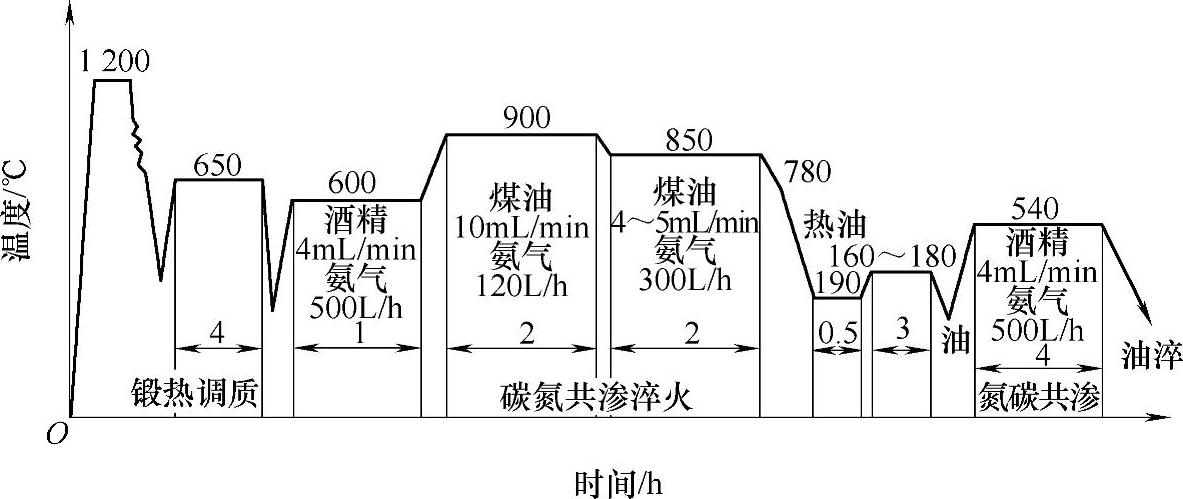
图6-5 5CrMnMo钢制热锻模复合热处理工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






