模具强韧化处理工艺主要包括预备热处理工艺(如正火、球化退火、调质)、锻造余热淬火、双细化处理工艺、高温淬火工艺、分级及等温淬火、低温淬火、复合处理工艺、真空热处理工艺等。
1.模具的预备处理工艺
(1)消除链状碳化物的正火处理 中碳中合金热作模具钢锻造后缓冷,或因模块截面较大(大于ϕ100mm)冷却较慢时,在组织中容易出现链状碳化物。链状碳化物容易形成裂纹并导致模具(如精锻喷管模具、辊锻成形模具、C型轴承环成形模具等)早期脆断、热裂或龟裂。失效分析表明,链状碳化物是M6 C组织。在锻后冷却过程中,产生链状碳化物的程度随停锻温度、截面尺寸、冷却速度的不同而不同,但裂纹的形成与链状碳化物密切相关。
采用正火工艺可以使M6C溶解,当冷却速度较大时,不会再形成链状碳化物,经退火后可获得颗粒状均匀分布的细小碳化物。模具经正火预备热处理后冲击韧度明显提高,使用寿命可提高将近1倍。
实例 热锻模,材料为3Cr3Mo3W2V(HM1)钢,要求进行消除链状碳化物的正火处理。
HM1钢含有M23C6、MC、M6C三类碳化物,其中M6C是链状碳化物。HM1钢中链状碳化物的形成与临界冷却速度有关,因此模具在锻造后的冷却过程中产生链状碳化物的程度随冷速不同而不同。
国外对直径大于150mm的模具,均采用组织预备热处理工艺,以改善碳化物的形态和分布状态。
HM1钢采用正火工艺可使M6C溶解,以空冷速度>15℃/min,即超过形成链状碳化物的临界冷速冷却时可消除链状碳化物,并在后续的球化退火后获得颗粒均匀细小、分布均匀的碳化物。
HM1推荐的正火温度为1130℃,经正火预备热处理后,αK值可从未经正火的26J/cm2提高到33J/cm2,而其断口则可由沿晶断裂变成由微孔聚合的晶间断裂,断面上有凹坑出现并伴有一定的塑性变形。
HM1钢制精锻喷管模具,不经正火处理时,使用寿命为1500件,采用正火处理后,使用寿命可提高到2000件。HM1钢制轴承热锻模经正火预备热处理后模具寿命可达2万件。由此可以看出,正火预备热处理在克服热裂和提高模具寿命方面有明显作用。
(2)快速球化退火预备热处理工艺 热作模具钢存在组织不均匀和尺寸敏感性问题(这与模具的冷却条件和截面大小有关),采用一般的高温加热缓冷退火和等温球化退火工艺都难以消除,而且还存在生产周期长(约20h)、氧化脱碳严重及损耗大(脱碳层深0.8~2.0mm,全层损耗达1.5%~5%)、模具强韧性低和使用寿命不高的问题。但如果采用快速球化退火工艺,则可有效地解决这些问题。此工艺是在远高于传统退火工艺的加热温度下进行短时加热,均温后迅速冷却,以获得均匀而细小的剩余碳化物,随后在高于等温球化退火工艺的温度下进行二次加热,随炉冷却。快速球化退火后的碳化物呈细小、均匀状态分布,故可提高钢的硬度及强韧性。经此法处理的HM3钢制铝合金压铸模的使用寿命达23万件以上。
实例 铝合金压铸模,材料为3Cr3Mo3VNb(HM3)钢,要求进行快速球化退火预备热处理。
(1)快速球化退火工艺HM3钢经1030℃油淬预备热处理后,硬度为47~49HRC,经800~850℃的再加热和炉冷的快速退火处理后,硬度为180~200HBW。快速球化退火后的碳化物细小、圆整,分布也非常均匀,并可提高淬火硬度及强韧性。与传统的高温加热缓冷退火和等温球化退火工艺相比,快速退火具有球化组织均匀、碳化物颗粒均匀细小、硬度低、易于切削加工,且可缩短退火周期1/3以上等优点,此外还可节电20%左右,并可减少氧化脱碳50%以上。
ϕ100mm的HM3钢圆棒料,在快速球化退火后,心部硬度为167~169HBW,表面硬度为187HBW。
(2)快速球化退火工艺的生产应用48型吊扇上下盖的铝合金压铸模在采用图6-1a所示的快速球化退火的预备热处理工艺,并随后进行真空淬火和离子氮碳共渗处理后(见图6-1b),心部硬度为42HRC,表面硬度为1037HV,渗层深度为0.21mm,模具的使用寿命可达23万件以上,且模具表面质量良好,脱模容易,未呈现热疲劳和冲蚀现象。
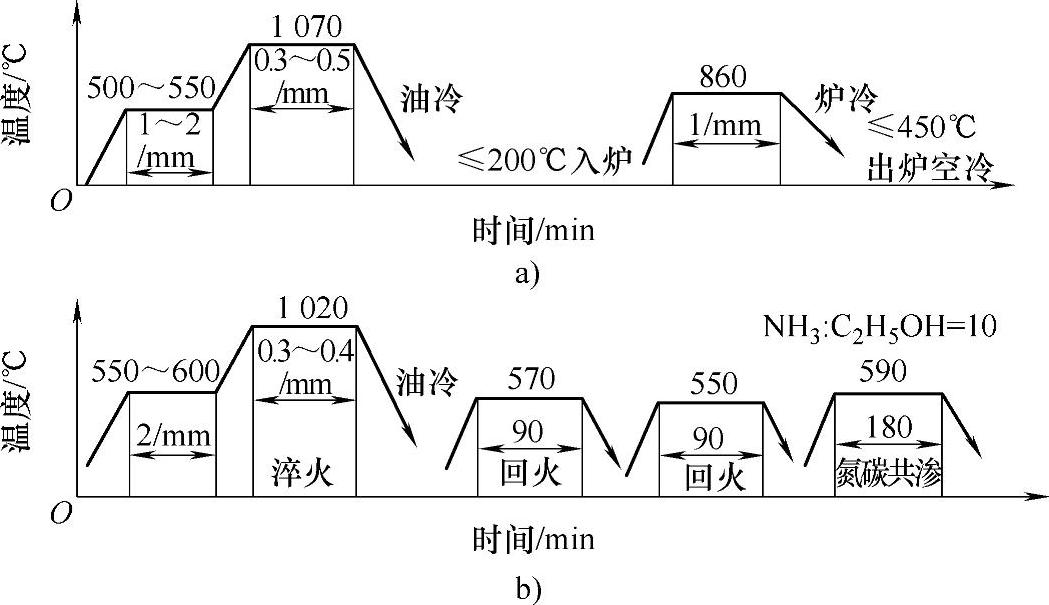
图6-1 HM3钢铝合金压铸模的热处理工艺
a)快速球化退火工艺 b)最终热处理
(3)调质处理 模具毛坯调质处理的目的是获得硬度为180~320HBW、均匀分布、颗粒细小、形状圆整的碳化物,有效克服粗大的珠光体、二次碳化物网或轻微带状碳化物的偏析及大截面模块心部的铸态组织,以及充分消除机械加工后的残余应力,从而减少淬火后的热处理变形。另外,调质处理作为预硬化处理,还可为后续的加工提供方便。
实例 滤清器壳体拉深模,材料为Cr12钢,要求调质处理。
(1)改进材料与工艺 滤清器壳体拉深模原用T8钢制造,寿命较低。改用Cr12钢制造并采用调质处理后可获得高的寿命。其工艺流程为:下料→锻造→球化退火→粗加工→调质→精加工→淬火+低温回火→磨削。
(2)球化退火 球化退火工艺为:加热860℃×3~4h,炉冷至760℃并保温3~4h,随炉降温至600℃以下出炉空冷。
(3)调质 调质工艺为:淬火加热1030℃×2h,高温回火760℃×2h。
(4)最终热处理 最终热处理工艺为:淬火加热970℃×3h,回火250℃×3h。Cr12钢模具经低温淬火及低温回火后,可获得由回火马氏体+下贝氏体+弥散分布的碳化物及少量的残留奥氏体组成的混合组织。
2.锻造余热淬火+双细化处理工艺
对于碳化物偏析比较严重的Cr12型钢材,为减少碳化物偏析及改善其分布,需对模具毛坯进行反复锻打;在锻造结束后且模具整体温度在该钢的淬火温度范围内时,立即进行淬火处理,这样既可以抑制奥氏体晶粒的长大聚集,同时也能有效抑制碳化物的重新积聚和角状化,从而获得满意的碳化物分布和形态;最后在750℃进行高温回火处理。实际上采用锻后余热淬火+高温回火+最终热处理的双重淬火工艺,可起到改善碳化物的分布、细化晶粒、提高基体韧性的作用,因而能够延长模具的使用寿命。
利用锻造余热进行模具毛坯的预备热处理是提高模具强韧性和使用寿命的有效途径之一,如对Cr12MoV钢采用在坯料900℃终锻温度下进行油冷或风扇吹风冷却,在温度达到200~300℃时再重新加热到750℃,保温2~4h后炉冷或空冷的调质处理来代替常规的球化退火工艺,不但能缩短周期和节约能源,同时还能达到细化晶粒和碳化物的双重目的。
3.高温固溶+循环加热淬火双细化处理工艺
模具钢(如GCr15钢)经过高温固溶并进行等温淬火后再采用高温回火预备热处理,可使碳化物尺寸显著减少并改善钢的韧性和接触疲劳强度;再经过循环加热淬火(一般循环加热3~4次),则可使奥氏体晶粒超细化,有效提高钢的强度、室温韧性并降低脆性转变温度,最终可使模具钢达到强韧化的目的。
实例GCr15钢制作的冷冲模,采用常规工艺(见图6-2)处理后,碳化物平均直径为0.9μm,奥氏体晶粒度为8级,在混合马氏体组织中以孪晶马氏体为主,低温回火后在马氏体中析出的ε-FexC相互垂直地分布在马氏体基体中,硬度为63~66HRC,由于韧性不足,常发生早期脆断。
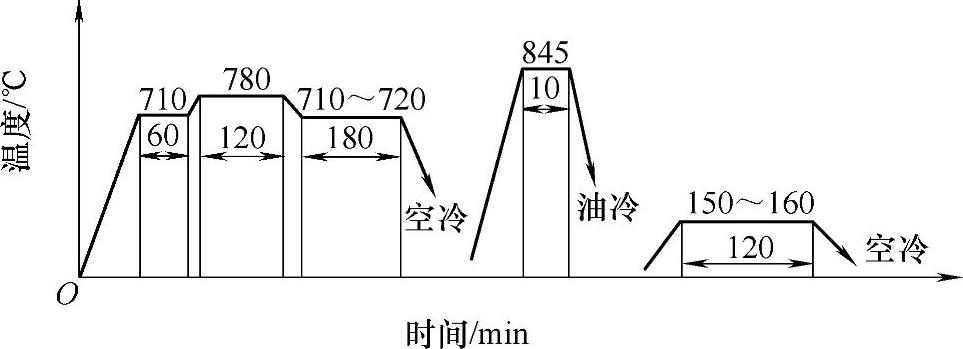
图6-2 GCr15钢常规热处理工艺(www.daowen.com)
采用高温固溶+循环加热淬火双细化处理工艺(见图6-3),即在贝氏体等温淬火后采用高温回火预备热处理,可使索氏体组织中碳化物的平均直径减小到0.32μm,如820~860℃四次循环淬火处理后可使奥氏体晶粒度细化至14级。该工艺可细化GCr15钢晶粒,增加位错马氏体的数量,使塑性与韧性均有所提高,断口由常规处理的准解理脆性断裂变为准解理韧性断裂,并且增加了成片状分布在板状马氏体板条间及片状马氏体周围的残留奥氏体量,故可有效地提高GCr15钢的强韧性。经该工艺处理后,模具硬度为62~63HRC,由于细化了晶粒和碳化物,增加了板条马氏体体数量,提高了强韧性,防止了早期脆断,因此模具寿命由0.2万件提高到了1.4万件。
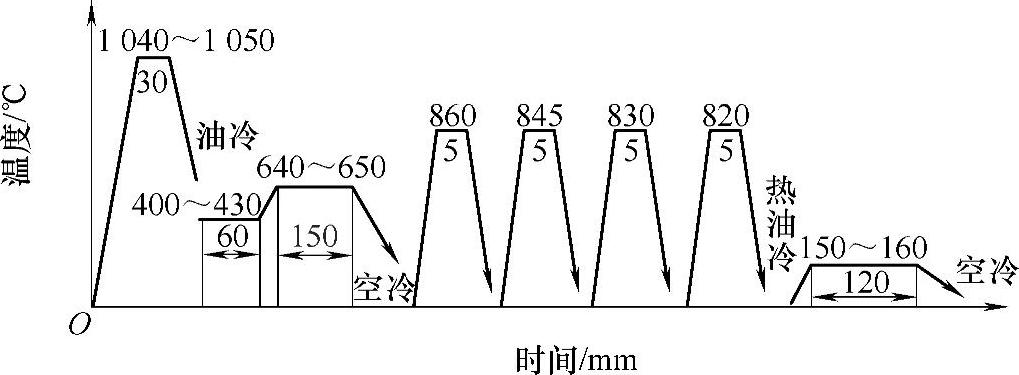
图6-3 GCr15钢的高温固溶+循环加热淬火双细化处理工艺
4.固溶双细化处理工艺
利用固溶双细化处理工艺,可使碳化物细化、棱角圆整化及消除内部缺陷,并可使奥氏体晶粒得到超细化处理。其方法为高温固溶+循环细化(淬火+回火),其中前者可改善碳化物的形态和粒度,后者可使奥氏体晶粒超细化。例如Cr12MoV钢制钢丝钳热锻模,采用固溶双细化处理工艺,即1120℃加热油淬、760℃高温回火、1020~1040℃加热油淬、400℃回火2次后硬度为57~59HRC,模具使用寿命为常规工艺的4倍。
5.高温淬火及低温淬火处理工艺
热作模具在高温条件下工作,要求模具具有高强度、高韧性、高耐磨性、高热稳定性和高的冷热疲劳抗力等性能。因此,要求制订出最佳热处理工艺,以获得强韧性的最佳配合,即所谓综合力学性能。
(1)高温淬火工艺 合金模具钢中含有较多的高熔点合金元素(如W、Mo、Cr、V等),这些元素与C结合可生成高熔点的合金碳化物。由于只有当奥氏体化温度相当高时才能使合金碳化物固溶于钢的基体中,提高基体的合金化程度,从而提高钢的淬透性、淬硬性、高温强度及热稳定性,最终提高模具寿命,因此在应用高温淬火时,应注意保证原始组织充分球化,以降低过热敏感性。具体工艺如下:预热温度为680~700℃,并充分保温;淬火加热以盐浴为宜,保温时间应适当缩短,以表面到温为准,以降低过热倾向;回火温度宜取上限,以减轻过热的影响。
对3Cr2W8V钢,将常规淬火加热温度从1050℃提高到1150℃甚至1200℃,可使模具寿命大大提高。例如,3Cr2W8V钢制热挤压轴承环凹模采用高温淬火工艺,即1150℃高温加热淬火、670~680℃高温回火后,使用硬度为38~39HRC,与常规工艺相比使用寿命提高了3倍。
(2)低温淬火工艺 该工艺是指以低于某钢种的传统淬火加热温度进行淬火操作,即以在淬火后能够保证下限工作硬度的淬火温度作为加热温度。低温淬火可以阻止晶粒长大,控制基体碳含量,使淬火后获得板条状马氏体并能够减小模具变形,对使用中容易发生崩刃、掉块、开裂的冷作模具材料,如高速工具钢(W18Cr4V、W6Mo5Cr4V2)、Cr12、Cr12MoV、CrWMn等钢均适用。在应用低温淬火工艺时,应注意适当增大加热系数或提高预热温度及保温时间,以保证硬度及淬硬层深度。
例如,W6Mo5Cr4V2钢制冷镦模,采用1160℃的低温淬火、300℃低温回火,能够很好解决模具折断问题。与常规淬火工艺相比,其强度、塑性、韧性和寿命都有显著提高,而且可以很好地解决模具折断的问题。因此,低温淬火工艺对要求高强度、高韧性、高塑性的冲压模和冷挤压模是适宜的。但采用低温淬火工艺时,由于抗压屈服强度低,耐磨性不足,因此该工艺不适用于对单位挤压应力>2500MPa的以镦粗为主要失效形式的高负荷冲头,而且由于耐磨性不足,会造成黏模情况,还可能导致脱模时将冲头打断。
6.分级淬火和等温淬火工艺
分级淬火和等温淬火可以提高模具钢的强韧性。
(1)分级淬火 小型高合金钢、高速工具钢等制造的模具经分级淬火后,不仅硬度较高,而且可以防止模具开裂并减少变形。其工艺为:580~620℃(高速工具钢)或260~280℃(高合金钢)硝盐浴中保持3~10min,随后在低于Ms点10~20℃的硝盐浴中保持5~10min,空冷或立即进行回火处理。
(2)等温淬火 其是将奥氏体化的模具浸入熔融的硝盐浴槽中,停留一定时间,然后取出空冷到室温。盐浴槽温度要高于Ms点,而且停留时间要能够使过冷奥氏体转变为下贝氏体。每种模具材料等温停留时间应参照奥氏体连续冷却转变图来选定。模具等温淬火后具有高的硬度及强韧性配合,变形小不易开裂,且使用寿命显著提高。
实例1 Cr12钢制硅钢片落料模,采用常规油淬易于崩刃且寿命很短。后改为分级淬火,980℃加热,200~240℃硝盐浴中分级保温10min后在油中冷却20min,然后在180~200℃回火,硬度为61~64HRC,刃磨寿命从直接油淬的2万次提高到6~7万次。
实例2 Cr12MoV钢制滚丝模,常规热处理后硬度为54~56HRC,使用寿命很低。采用1000℃加热、280℃等温4h、400℃回火1~1.5h的等温处理工艺后,组织为下贝氏体+极少量回火马氏体+残留奥氏体+碳化物,硬度虽仍为54~56HRC,但强韧性高,变形小,模具内孔精度高,使用寿命达5~8万件,比原使用寿命提高了4~5倍。
7.真空热处理工艺
高精密且要求尺寸和性能稳定的模具常常采用真空热处理工艺。采用真空热处理后的模具具有无氧化脱碳、表面光洁、硬度均匀及变形小的特点。在进行真空热处理时,模具加热主要依靠热辐射来实现,与其他加热方式相比,模具的升温速度较慢,因而升温过程中模具表面与中心的温差较小,各处膨胀比较均匀,故真空热处理后的变形较小。目前,模具制造行业已经越来越多地应用真空热处理设备及工艺来提高模具的强韧性及使用寿命。例如,厚度为0.5mm、硅的质量分数为3%的冷轧硅钢片用复式冲模,形状复杂易损伤,盐浴加热淬火后,平均刃磨寿命仅为2万次,失效形式以崩刃与早期磨损为主,后采用真空淬火工艺,即1010~1030℃加热油淬,160~180℃回火,硬度为61~63HRC,三套冲模刃磨的平均寿命为7万次左右,较盐浴淬火后的模具寿命提高了2.5倍左右。
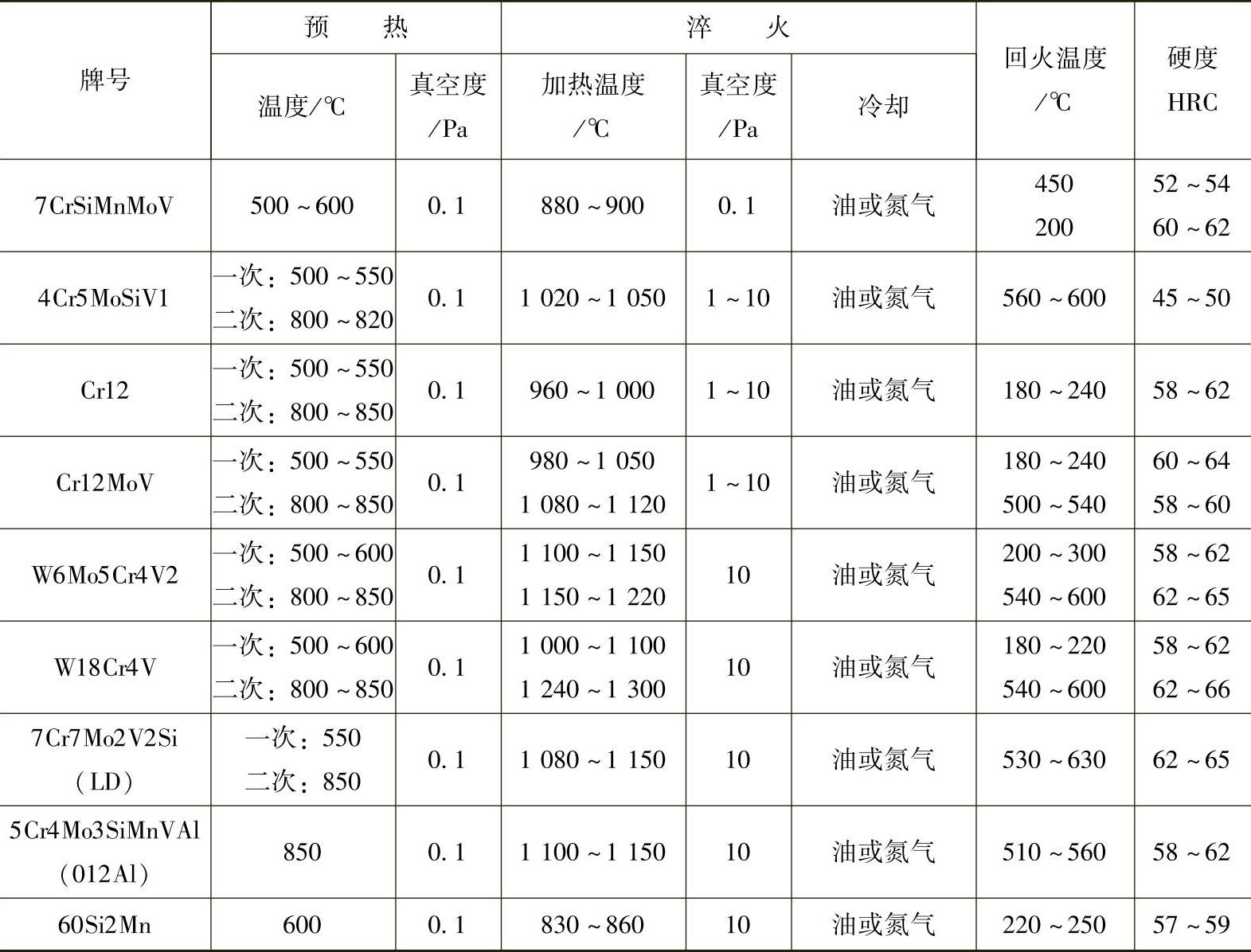
常用模具钢真空热处理工艺参数见表6-2。
表6-2 常用模具钢真空热处理工艺参数
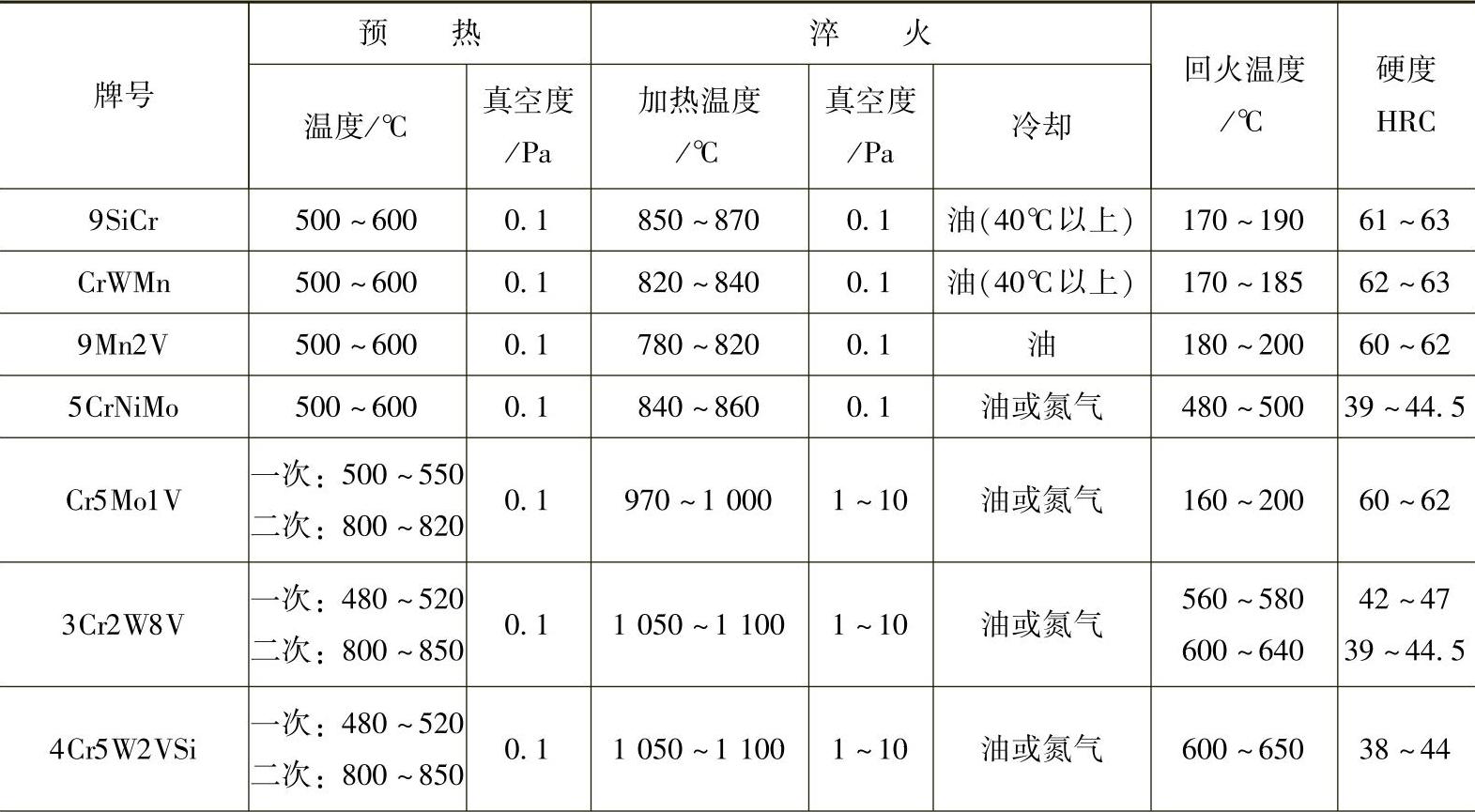
(续)
实例 M8×1.25mm弧形母螺钉(模),材料为LM2钢,要求淬火及回火处理。
母螺钉是用于滚轧螺纹工具的模具。母螺钉工作时,螺纹根部要受到反复弯曲应力的作用,失效形式为脆断和崩牙。
(1)原工艺及模具寿命 弧形母螺钉(模)盐浴淬火工艺为:预热850℃×0.3min/mm,加热1180℃×0.2min/mm,出炉空冷,回火550℃×60min。经过盐浴淬火后可轧制7块504型弧形丝板。
(2)改进工艺及效果 采用真空热处理(见图6-4)后,硬度为61.5HRC,可轧制35块504型弧形丝板。
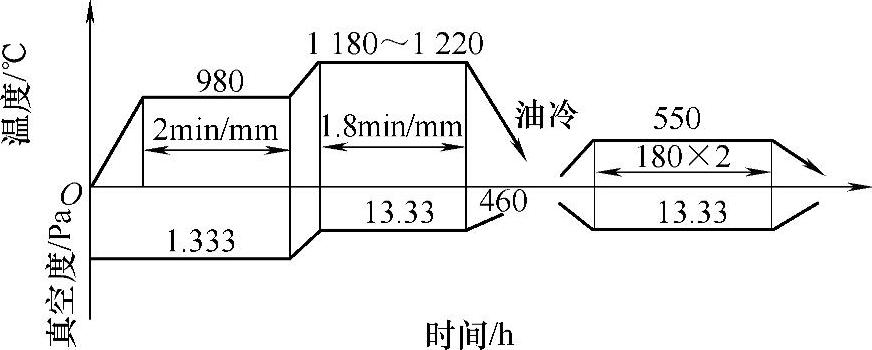
图6-4 LM2钢制弧形母螺钉(模)真空热处理工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





