1.取样和制样
(1)取样 取样应根据被检查和分析模具的特点、失效形式、加工工艺及不同的研究目的,取其具有代表性的部位。在检验和分析失效模具损坏原因时,除了在损坏部位取样,还需要在距离损坏处较远的部位截取试样,以便于分析比较。对于轧制和锻造模具材料则应同时截取横向(垂直于轧制方向)及纵向(平行于轧制方向)的金相试样,以便于分析比较表层缺陷、碳化物及非金属夹杂物的分布情况。选取试样及评定非金属夹杂物级别的方法可参照GB/T 10561—2005《钢中非金属夹杂物含量的测定———标准评级图显微检验法》。
试样的大小一般做成ϕ12mm~ϕ15mm圆形或12~15mm方形较好。此外,试样厚度要比直径或边长小一些为好。
确定试样截取位置时的重要条件是不能使其产生组织变化,同时,必须选择正确的切断方法。此外,磨制电镀层和表面硬化层的断面时容易产生飞边和毛刺,这些缺陷将影响对组织的观察。对此,可采用机械镶样法和热压镶样法来解决这个问题。
(2)制样 试样磨制分为粗磨和细磨。粗磨的目的在于磨平表面,一般在砂轮机上进行磨削,使用砂轮机侧面进行磨削,以保证试样磨平,并不断用水冷却,以避免温度升高造成试样内部组织发生变化。细磨好后的试样还需要进行抛光。试样的抛光一般可分为机械抛光、电解抛光和化学抛光。机械抛光可在专用抛光机上进行。在最后精密抛光时,采用稀的抛光液将得到良好的效果。
2.腐蚀
如果只观察分析硫化物、氧化物等非金属夹杂物大小及分布状态,检查有无龟裂和内部氧化等缺陷,也可以不必腐蚀。一般腐蚀方法有化学腐蚀方法和电解方法两种。此外,还可以利用加热法和喷镀法等。
(1)化学腐蚀方法 表5-2为在模具用钢中使用的主要化学腐蚀剂。碳素工具钢和低合金工具钢的腐蚀采用硝酸酒精溶液,硝酸浓度(质量分数)为3%~10%。退火材料和回火材料的腐蚀采用低浓度硝酸酒精溶液,而淬火材料则使用高浓度硝酸酒精溶液。此外,冲模钢和高速工具钢的淬火材料采用高浓度的硝酸酒精溶液效果较好。(www.daowen.com)
表5-2 在模具用钢中使用的主要化学腐蚀剂
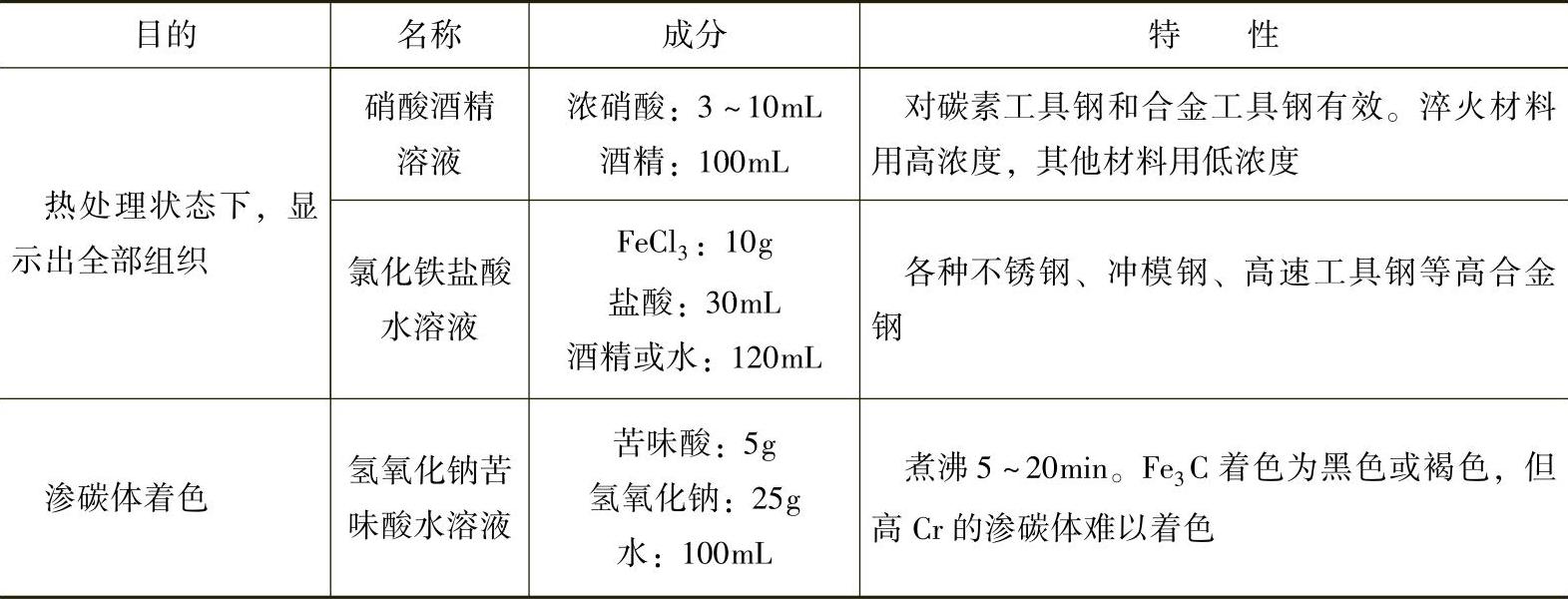
当只对试样进行碳化物的识别或检查碳化物分布状况时,使用着色腐蚀非常方便,如对T10钢用氢氧化钠苦味酸水溶液腐蚀。
(2)电解腐蚀法 该方法是以试样为正极,另一极(白金板)为负极,在几伏特电压的条件下进行定电压或定电流电解。前者由于不能进行微调控制,故要确定电解液必须先确定组织状态。而后者由于可实现电位微调控制,故可以通过测量各试样的极化曲线(电位-电流密度曲线),得到同一种试样材料和同一种电解液的各种组织状态。
例如,对1.15C-13Cr钢进行化学腐蚀和定电压电解,可以观察到渗氮层和母材交界处的情况。当用质量分数为10%的硝酸酒精溶液对试样进行化学腐蚀时,交接处氮化物并不明显,但是,当采用苦味酸水溶液的定电位电解时,将获得如下信息:①交接处十分明显;②扩散层有氮化物;③母材中的碳化物分布状况;④母材中粗大的碳化物在扩散层内转变成其他物质等。
定电压电解法得到如下信息对于判断组织状况是十分有效的,这些信息是:①奥氏体晶粒度;②碳化物种类和分布状况;③各种金相组织;④各种合金元素的偏析状况。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




