影响模具使用寿命的因素较多,除了热处理工艺和操作外,还与模具的设计、材料、锻造工艺、机械加工、装配、使用情况(包括模具的预热、润滑及冷却等)等密切相关。根据有关方面的调查统计,在造成模具失效的诸多因素中,由于模具用材和热处理不当而引起的失效约占70%。由此可见,正确地选用模具材料及热处理工艺对提高模具寿命的重要作用。
(1)模具设计 模具设计不仅要结构合理,还应根据模具工作条件和受力状态选择合适的材料,设计合理的热加工工艺,以得到所期望的性能。此外,还要对钢材纤维的取向、模具几何形状、圆角曲率半径的大小等作全面的考虑,以防止热处理和工作过程中产生裂纹、断裂、塌陷和变形等早期失效。
1)结构设计。模具结构是否合理,对模具的承载能力有很大的影响。不合理的结构由于能引起严重的应力集中或使模具温度过高,因而恶化模具的工作条件。
模具结构主要包括模具几何形状、模具间隙、冲头的长径比、端面倾斜角、过渡角大小,以及热作模具中开设冷却水路、装配结构等。不合理的模具结构设计往往容易造成模具早期失效。例如,图5-1所示为三种反挤压凸模结构,其中图5-1a、b所示两种尖端结构的凸模与图5-1c所示平端凸模相比,其单位挤压力降低20%,因而平端型结构凸模易于产生早期失效,其寿命比图5-1a、b所示的两种类型凸模的寿命短。又如塔形热挤压凹模使用图5-2a所示的整体式凹模时,由于模膛经受急冷急热,极易产生热疲劳裂纹,且随着微裂纹的不断扩展,最终会发生断裂失效(见图5-2b)。当改用图5-2c组合式凹模后,由于降低了型腔表面的拉应力,避免了应力集中,因此不再出现早期断裂现象。
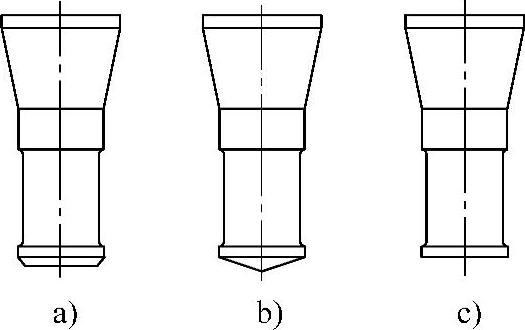
图5-1 三种反挤压凸模结构
a)带锥台型 b)带锥角型 c)平端型
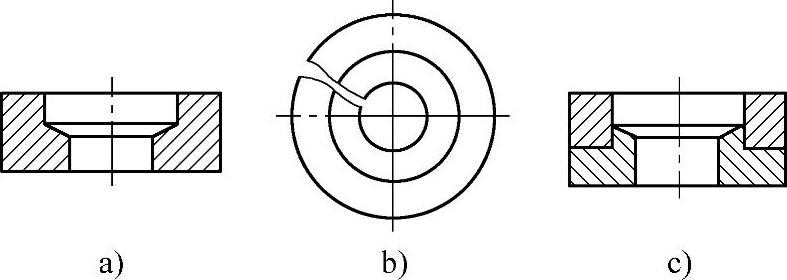
图5-2 塔形热挤压凹模结构及其早期断裂形式
a)整体式凹模 b)整体式凹模早期断裂 c)组合式凹模
2)硬度要求。不同类型的模具,由于工作条件不同,故硬度要求也不相同。如果硬度过高,则韧性不足,在使用过程中受到冲击压力时容易发生脆性断裂;但如果硬度过低,则常会在使用过程中因型腔塌陷、变形和镦粗而导致模具失效。例如,大型摩托车机匣压铸模,材料为4Cr5MoSiV钢(H11),设计要求硬度为48~53HRC,在压铸400~4000件产品时陆续发生了脆性断裂,甚至有时在试压过程中就发生断裂,后改进设计,将硬度降低为44HRC,不但避免了脆性开裂,还使模具使用寿命提高了5~6倍。
3)选材。模具材料的选择应根据模具的受力状态、工作条件和材料性能来确定。例如齿轮热锻模,开始选择材料为3Cr2W8V钢,经1150℃加热淬火、580℃两次回火,硬度为51~52HRC,在将其用于锻打20CrMnTi钢坯料时,由于变形抗力较大,且3Cr2W8V钢在高硬度下塑性和韧性都较低,仅锻打了30~60件产品即发生断裂,后将模具用钢改为4Cr5MoSiV钢(H11),该钢在中温(400~500℃)具有较高的热强性,而且耐磨性、韧性、热疲劳性都较好,在硬度为52~55HRC时,模具使用寿命提高了2~4倍。
4)模具材料纤维组织取向。钢锭在轧制过程中,组织内部原有的树枝状晶体、夹杂物、碳化物、疏松、缩孔和气泡等沿加工方向被延伸拉长,形成彼此平行的线条,通称为纤维或流线。由于材料存在纤维组织,故纵向(锻轧方向)和横向(垂直于锻轧方向)的性能有很大的差异,尤以冲击韧性最为突出。一般材料的横向冲击韧度与纵向冲击韧度之比小于0.60。因此,模具设计时不仅要选择合适的钢种,还应根据模具受力方向来合理安排金属材料的纤维方向,即使其最大受力方向与金属材料纤维方向垂直。例如,用Cr12钢棒制造的纺织纲领冲模,硬度为52~54HRC,使用寿命仅500~1000件,甚至在试生产过程中就沿纵向开裂,经分析研究发现断口呈朽木状,沿裂纹方向的纵向剖面上共晶碳化物呈严重的带状、堆积状、网状分布,后改变制模工艺,下料后经合理锻造、球化退火、机械加工后再进行最终热处理,改善了碳化物分布,使模具使用寿命提高了9~10倍。
(2)原材料 用于制造模具的材料要具有适应模具工况的优良性能,最重要的是材料本身的质量要合格,如材料内部不应存在严重的非金属夹杂物、碳化物偏析、碳化物不均匀及疏松等缺陷,因为这些均是导致模具早期失效的重要因素。例如冲切钢板的凹模,材料为CrWMn钢,由棒料直接加工而成,硬度为62.5HRC,冲切1300件产品后发生开裂,经取样分析,发现断口平整,呈低周疲劳特征,另外显微组织中有二次碳化物网。由于网状碳化物使模具脆性增加,在冲切过程中易在应力集中部位形成微裂纹,且随着冲切次数的增加,微裂纹不断扩展,故最终导致模具开裂。经锻造快冷消除了材料中的网状碳化物后,模具使用寿命提高了6倍左右。
模具钢原材料中存在带状组织时,淬火后的组织也会呈带状,而组织不均匀导致内应力增加,严重影响模具的使用寿命。另外,球化退火不良或其他原因遗留的网状碳化物也是模具淬裂的重要原因。
(3)锻造 锻造的目的不仅是将坯料塑造成所需的形状,还可改善模具钢的性能。模具钢经合理的锻造后可使原材料中大块碳化物破碎,使其分布均匀;改变模具中流线的方向,使流线合理分布;焊合钢中的气孔,提高钢的致密度。
(4)机械加工 模具制造周期长,机械加工复杂(涉及车、钳、刨、铣、钻、线切割、电火花及磨削等多道工序),如果加工工艺不合理或操作不当,就可能造成模具早期失效。(https://www.daowen.com)
模膛圆角曲率半径太小、残留的加工刀痕或较粗的磨痕等,都会造成应力集中而导致裂纹的萌生。裂纹在应力作用下迅速扩展,就会造成模具开裂,从而降低模具的使用寿命。磨削加工时,砂轮进给量太大、砂轮选择不当、冷却不良及磨削瞬时温升都会引起模具烧伤,从而使其局部硬度降低,并导致耐磨性和疲劳性能降低。电加工(线切割、电火花)过程中,放电产生大量的热会使加工表面温升到熔融状态,而急冷后就会在加工表面形成熔融凝固层,并在次层形成淬火层。这两层在浸蚀后都是白色,白色层的存在不仅会使硬度出现异常,而且会产生微裂纹。如果表面白色层未经去除或未采取低温回火方法防止微裂纹的扩展,则在模具工作过程中微裂纹就可能成为疲劳源,使模具使用寿命降低。
(5)热处理 模具热处理包括预备热处理(如正火、球化退火、调质处理等)和最终热处理(如淬火、回火及表面强化处理等)。在模具热处理过程中,如果热处理工艺不合理或操作不当,则会导致变形、开裂或严重影响到模具钢的组织形态,引起模具早期失效。据统计,因热处理原因导致模具早期失效的数量约占模具失效总数的60%。热处理加热温度、保温时间、冷却速度和炉内气氛等工艺参数选择不当,都会造成模具淬火开裂或早期失效。
模具在预备热处理时,如果加热温度过低,则不能够保证碳化物充分溶解或合金元素充分固溶,从而降低模具钢的断裂抗力;如果冷却速度或等温温度不当,则不能保证析出的碳化物均匀分布,从而影响模具钢的组织性能。
最终热处理时,如果淬火加热温度过高,则会引起钢中奥氏体晶粒长大,大量碳化物溶入基体中,淬火后出现粗大针状马氏体,增加模具应力,从而使冲击韧度下降,导致模具开裂、崩刃及脆断。
模具在淬火或高温回火时未加保护或保护不良,将引起表面脱碳。如果未将脱碳层除去,将严重降低模具的耐磨性,容易引起淬火裂纹,缩短机械疲劳或冷热疲劳寿命。
如果因热处理不当导致模具出现淬火裂纹,必将严重缩短模具的疲劳或冷热疲劳寿命,严重的还会引起早期断裂。
模具淬火温度过低,将降低热作模具钢的高温强度和组织稳定性,容易使热作模具发生早期塑性变形。
模具回火不充分,将在模具中残留较大的淬火应力,并使模具的韧性下降,容易发生早期断裂。
(6)使用情况 在模具使用过程中,正确的操作对延长模具寿命是非常重要的。模具的预热、锻造温度、润滑剂与润滑方法、冷却条件、浇注温度和压铸模表面的涂覆保护,以及使用过程中的补充回火等,都必须严格控制和正确操作,才能充分发挥模具材料的性能而获得较高的使用寿命。
被锻打毛坯温度过高时,会使模具型腔表面发生相变而急剧软化,尤其是下模,它与高温坯料接触时间长,表面软化快,容易出现变形、拉毛、沟槽、严重磨损及塌陷而造成早期失效。为了降低模具温度,保持模具的高温强度,常常采用各种冷却液对其进行冷却。冷却液的选择必须根据模具材料来定,如高合金钢模具的导热性差,采用水冷却会使模具内外形成很大的热应力,容易在模具表面产生龟裂而使模具早期失效。
在压力加工时,采用合适的润滑剂可大幅度降低冲击力,有利于金属在型腔中的流动和锻件的顺利脱模。
模具装配不当或未按规定的工艺操作,会引起受力不均和附加应力,从而导致模具的恶性损坏。例如,在420t挤压机上挤压铝合金时,由于放入挤压筒内的铝合金锭较多,违反了放入的铝锭加挤压垫应小于350mm的规定,超出了挤压筒的实际长度,使挤压轴和挤压筒偏离中心,引起挤压轴受力不均而弯曲和折断。图5-3所示为铝合金挤压示意图。
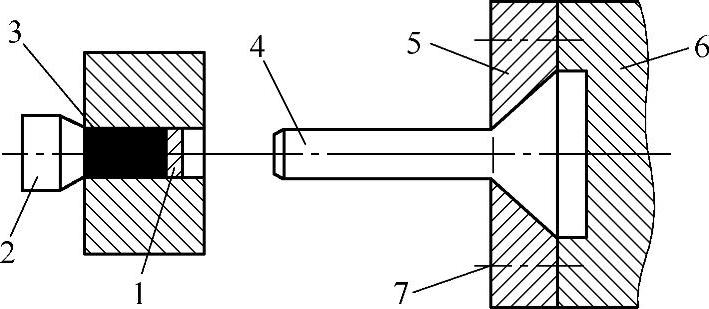
图5-3 铝合金挤压示意图
1—挤压垫 2—型材模具 3—铝锭 4—挤压轴 5—法兰盘 6—主轴塞 7—螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






