【摘要】:由于模具在淬火后产生开裂将使加工好的模具报废,给生产和经济造成很大损失,所以对此应予以高度重视。表4-24 模具淬火裂纹的种类及特点淬火开裂是模具的敏感部位在淬火冷却时产生的拉应力和压应力不均衡引起的。模具淬火时拉应力和压应力产生原因与过程如下:热态模具的冷却是按先表面后心部的顺序进行的。
模具的开裂主要发生在两个阶段:一是热处理过程(主要是淬火开裂);二是在热处理后的精加工过程,如磨削和电加工(如电火花、线切割)过程。常见的开裂包括裂纹和断裂两大类。由于模具在淬火后产生开裂将使加工好的模具报废,给生产和经济造成很大损失,所以对此应予以高度重视。
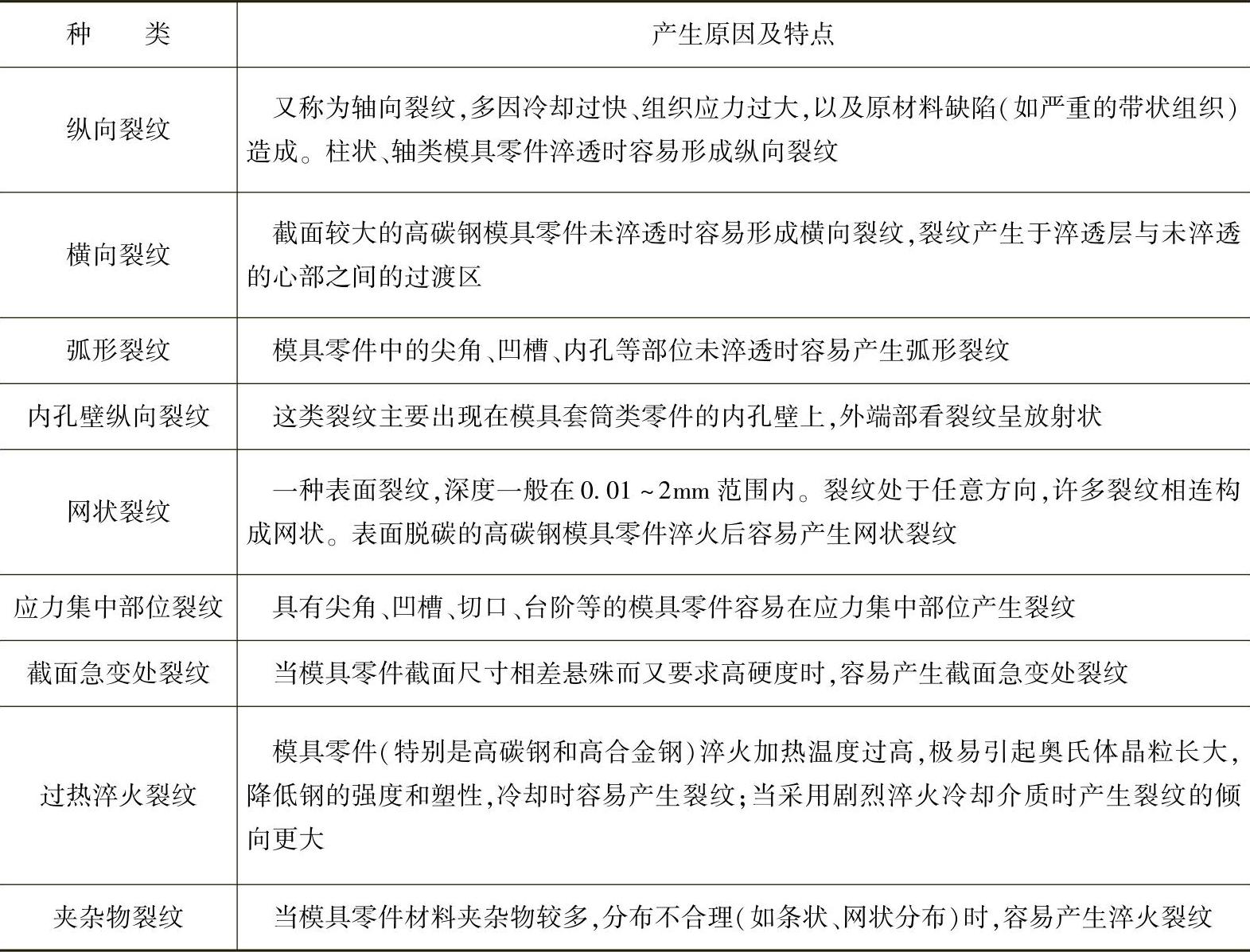
模具淬火裂纹的种类及特点见表4-24。
碳素工具钢水-油双液淬火后的开裂以边孔裂纹及交接面开裂最为常见,而各种合金钢模具则极少发生边孔淬裂。
表4-24 模具淬火裂纹的种类及特点
 (www.daowen.com)
(www.daowen.com)
淬火开裂是模具的敏感部位在淬火冷却时产生的拉应力和压应力不均衡引起的。一般认为能够获得高硬度的工具钢产生淬火开裂的概率较大。
模具淬火时拉应力和压应力产生原因与过程如下:热态模具的冷却是按先表面后心部的顺序进行的。淬火硬度是由淬火得到的马氏体组织所决定的,所以要获得高硬度就必须得到马氏体组织。淬火马氏体组织的形成温度由材料成分所决定,通常为180~220℃(Ms点)。冷却时,模具表面层最先达到Ms点,开始形成马氏体,体积膨胀,可是此时心部还未冷到Ms点,体积继续收缩,因此此时表面承受压应力,心部承受拉应力。当心部继续冷却,达到Ms点时,表面温度已接近室温。这时,表面的膨胀停止,心部却开始膨胀,由此产生了对表面的拉应力,而心部则承受着压应力。这种现象在处理尺寸较大或壁厚不均匀的模具时表现尤为明显。通常所说的变形和开裂都是由于上述所产生的表面拉应力引起的。假如模具有足够的强度(即该温度下钢的断裂强度)能够抵抗这个拉应力,开裂就不会产生。图4-32所示为模具淬火开裂过程图。
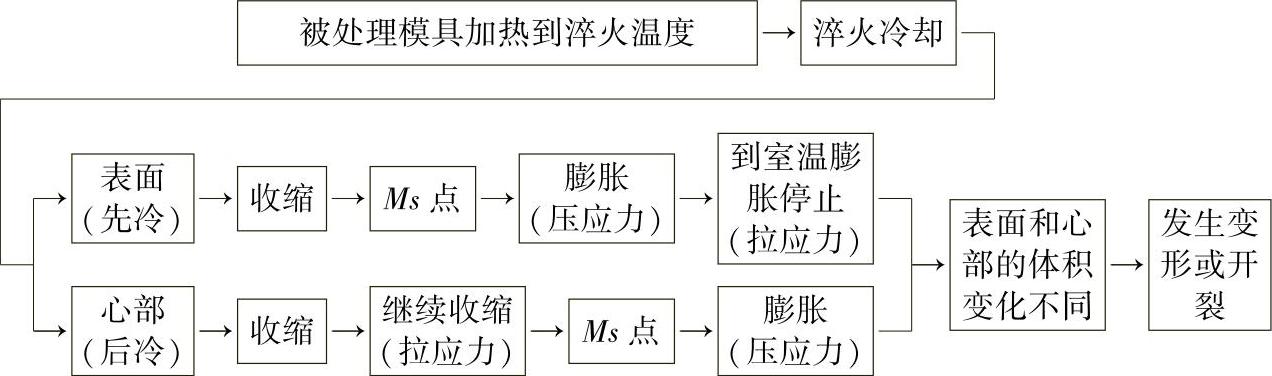
图4-32 模具淬火开裂过程图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关模具热处理及其常见缺陷与对策的文章





