【摘要】:实例1电机硅钢片冲孔冲裁模由四个拼块组成,材料为Cr12MoV钢,要求淬火与回火处理。硅钢片冲孔冲裁模的热处理缺陷与对策 表4-7为硅钢片冲孔冲裁模的热处理缺陷与对策。表4-7 硅钢片冲孔冲裁模的热处理缺陷与对策(续)实例2 搓丝板,材料为9SiCr、CrWMn、Cr12MoV、W9Mo3Cr4V钢,热处理技术要求:齿根以下3~5mm内的硬度为58~61HRC,淬火马氏体<3级,齿面无脱碳。
实例1电机硅钢片冲孔冲裁模(见图4-4)由四个拼块组成,材料为Cr12MoV钢,要求淬火与回火处理。
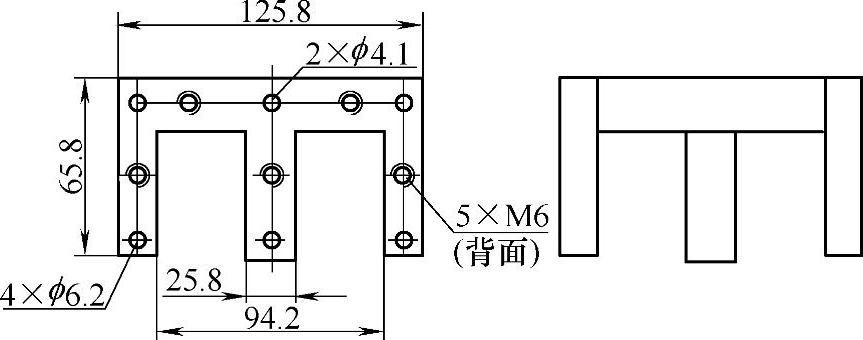
图4-4 硅钢片冲孔冲裁模简图
(1)模具加工工艺路线 下料→锻造→球化退火(加热850~870℃×3~4h,炉冷至720~750℃后保温6~8h,炉冷至500℃以下出炉空冷)→切削加工(线切割、电火花加工)→淬火(预热400℃×1h,盐浴炉加热1030~1040℃×10~15min,转入硝盐炉分级淬火260℃×1.5~2min,空冷)→回火(170℃×1.5h,2次)→精加工→装配。
(2)硅钢片冲孔冲裁模的热处理缺陷与对策 表4-7为硅钢片冲孔冲裁模的热处理缺陷与对策。
表4-7 硅钢片冲孔冲裁模的热处理缺陷与对策

(续)
 (www.daowen.com)
(www.daowen.com)
实例2 搓丝板,材料为9SiCr、CrWMn、Cr12MoV、W9Mo3Cr4V钢,热处理技术要求:齿根以下3~5mm内的硬度为58~61HRC,淬火马氏体<3级,齿面无脱碳。
(1)搓丝板加工工艺路线 下料→锻造成形→球化退火→机加工→去除应力退火→搓螺纹→热处理(预热、加热、回火或冷处理)→磨削加工→检验。
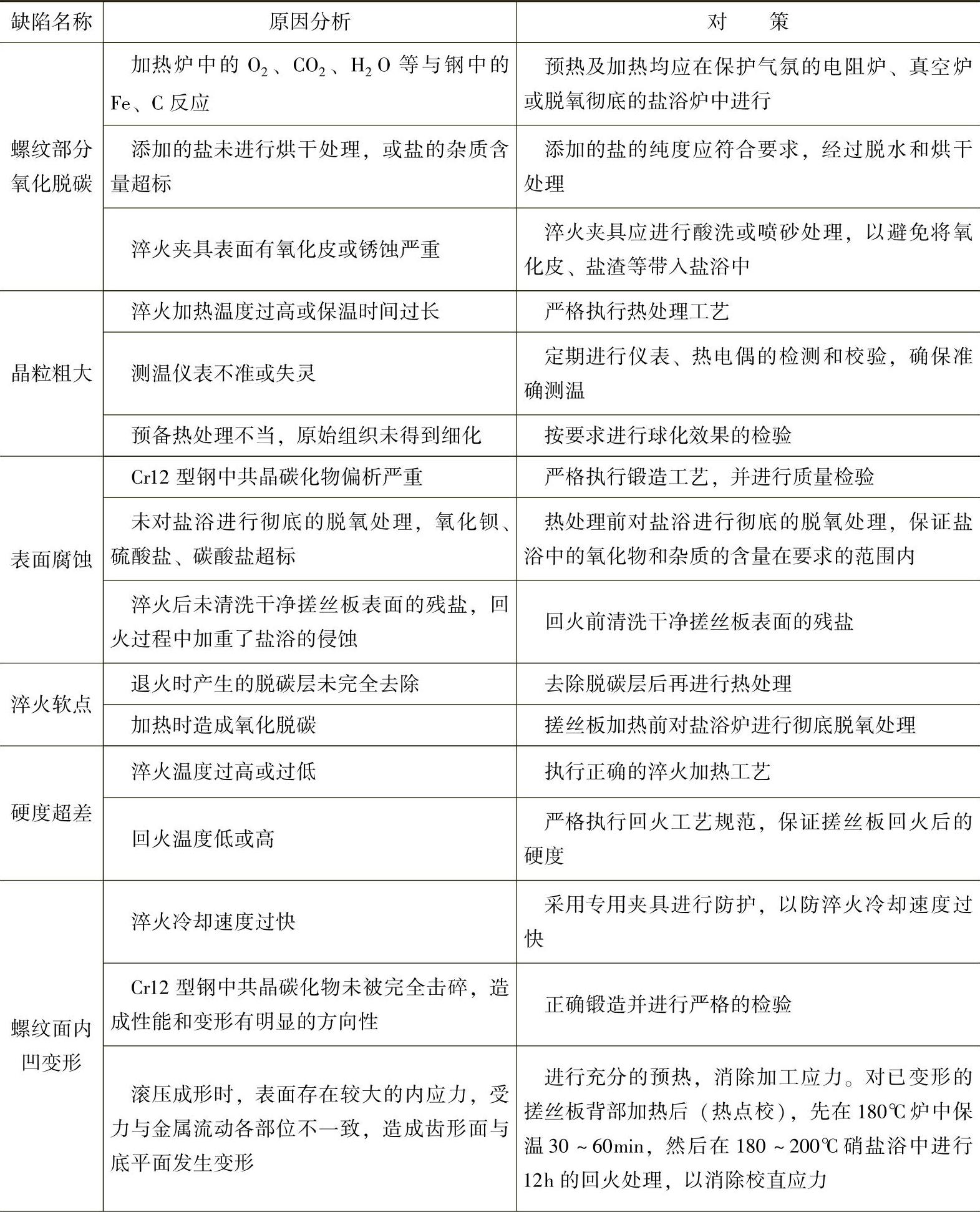
(2)搓丝板的常见热处理缺陷分析与对策(见表4-8)
表4-8 搓丝板的常见热处理缺陷分析与对策
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关模具热处理及其常见缺陷与对策的文章




