模具在热处理过程中如果保护不当,表面常常会氧化、脱碳,使模具淬火后的硬度、耐磨性和疲劳强度降低,并严重影响模具的使用寿命。氧化使模具表面金属烧损,形成氧化皮,不仅使模具的表面质量降低,还会影响模具冷却时的均匀性,从而造成模具淬火后硬度不均匀,甚至报废。脱碳使模具表面贫碳,会造成模具淬火后硬度不足或出现软点,不仅降低其抗压性、耐磨性和抗咬合性,还会促成其表面形成拉应力状态而恶化强韧性,降低模具的使用寿命。严重的脱碳甚至会形成表面全脱碳的铁素体,导致模具报废。脱碳层的存在往往是模具产生淬火裂纹的原因之一,因此需要对脱碳层深度进行测定。脱碳层深度按照GB/T 224—2008《钢的脱碳层深度测定法》中规定的方法测定。
1.产生原因
1)钢材表面有脱碳层。毛坯锻造时在氧化气氛中加热,致使表面氧化脱碳。钢材球化退火常在箱式炉中进行,如无保护措施,由于加热时间较长,会使得钢材表面氧化脱碳严重。模具最终热处理时,也产生一定程度的氧化脱碳。
2)模具在盐浴炉中加热时,盐浴老化或未能很好地进行脱氧处理,都会使模具表面氧化脱碳。这是因为盐浴用盐加入浴槽前含有结晶水,或由于长期在仓库中放置从空气中吸收了水分,加热化成熔盐后会发生化学反应。同时,盐浴表面与空气接触,空气中的氧溶入盐浴,也会与熔盐作用生成氧化物。
3)模具的工夹具向盐浴中带进的铁锈会发生化学反应(2Fe2O3→4FeO+O2↑),释放的氧会使模具表面脱碳。
4)有些盐浴用盐中含有少量杂质,如Na2CO3、BaCO3及Na2SO4等,带入熔盐中发生化学反应,生成BaO、Na2O,导致模具表面脱碳。
5)加热温度过高,保温时间过长。
6)淬火冷却介质中含有氧和杂质(如硫酸盐和硝酸盐等)。
2.对策
1)检查钢材表面脱碳层。模具毛坯锻造后要加工去除脱碳层。模具热处理用电炉加热时,要采用保护气氛(如氮气、甲醇裂解气氛、RX气体等)或保护措施(如涂覆保护涂料、或将模具装入带有保护剂的箱中,装箱时要检查箱体和箱盖的密封性,不应漏气,铸铁屑要经600℃烘干),最好采用真空加热薄箔打包法。
2)盐浴应充分脱氧,严格控制盐浴中的氧化物含量[BaO(或Na2O)含量应不大于0.2%(质量分数),FeO含量应不大于0.3%(质量分数)],并定期清除炉渣,以免盐浴中氧化物增长过快。高温盐浴(BaCl2)脱氧时需将炉温升至1290~1310℃,夏季和冬季应分别每隔2~3h和4h脱氧一次,再每8h捞渣一次。中温盐浴[70%(质量分数)BaCl2+30%(质量分数)NaCl]脱氧温度为900℃,每天脱氧、捞渣各一次。
3)所用工夹具用喷砂处理清除铁锈,并清洗干净后作干燥处理。
4)盐浴加热时,用盐的质量必须符合标准的要求,并经300~500℃×2~4h的烘干脱水处理。
5)严格执行工艺规范,防止在加热过程中超过工艺温度及保温时间。
6)对淬火冷却介质中的杂质含量严格控制,并经常进行检测及去除。
7)对已经脱碳的淬火模具采用复碳(即补碳)的方法加以补救。
实例1合理选用热锻模的防氧化脱碳涂料。重量为300~7000kg的大型热锻模,采用硼酸-硅胶保护涂料,在高温(860~900℃)加热时有良好的保护作用,并能够获得光洁的银灰色金属表面。(https://www.daowen.com)
(1)涂料的组成 配方1:90%~95%(质量分数)工业硼酸+5%~6%(质量分数)硅胶+羟甲基纤维素(酌量)+水,在搅拌下加热至沸腾,呈糨糊状后备用。配方2:90%~95%(质量分数)工业硼酸+酒精。
(2)涂覆工艺 涂覆前应清除干净模具表面的锈斑及污物,然后用毛板刷将配好的涂料涂覆于需保护的模具表面。采用配方1作为保护涂料时,需在涂料配制好后趁热将其刷涂在预热至80~100℃的模具表面。采用配方2作为保护涂料时,刷涂需在常温下进行,对于涂覆不均匀的地方,可将粉状硼酸用手均匀地撒在模具表面,以使整个涂层均匀,厚度为1mm左右。零件经涂刷后即可装炉加热。对热处理后未脱落的涂层,应磨光或抛光,或在含有质量分数为15%~20%NaNO2的水溶液(温度70~80℃)中浸泡1~1.5h,用铁刷清除。
(3)涂料涂刷效果 涂料在900℃以下时,无论停留多长时间,均能够起到良好的保护作用(见表4-3)。加热温度超过900℃后,由于硼酸生成的无机抗氧化性涂层被烧损,失去了氧化性气氛与模具表面间的隔绝作用,故而会使模具表面产生氧化。
表4-3 模具涂料涂刷保护的效果
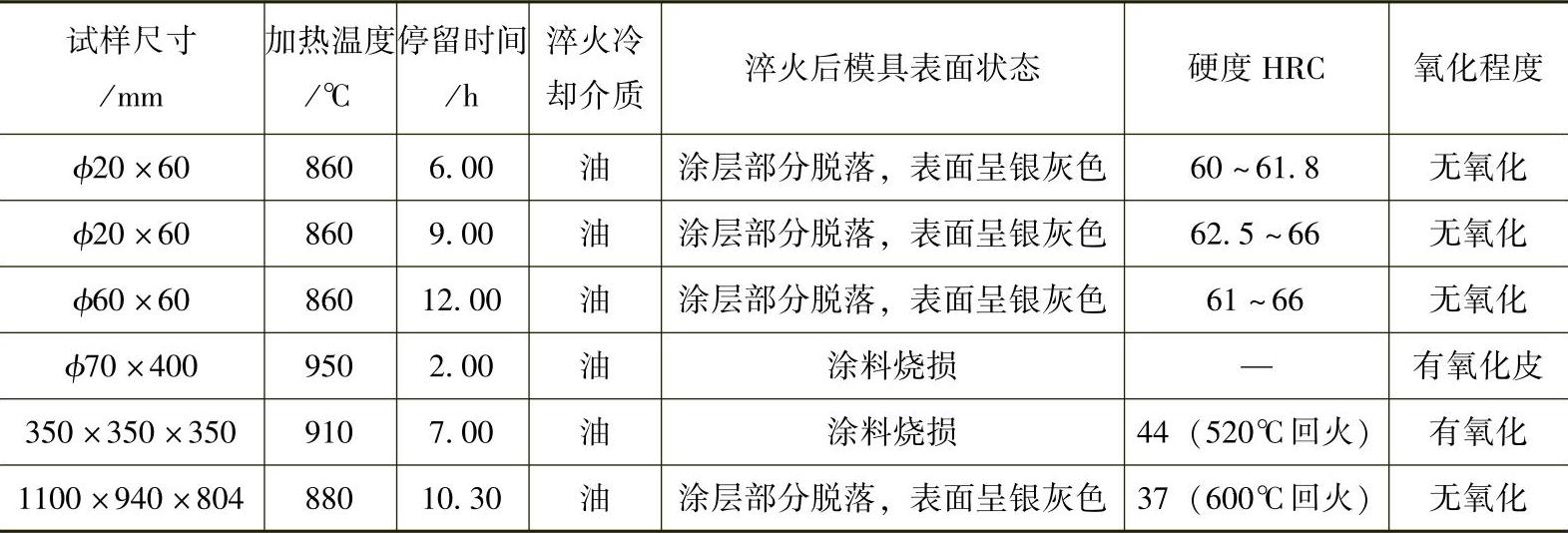
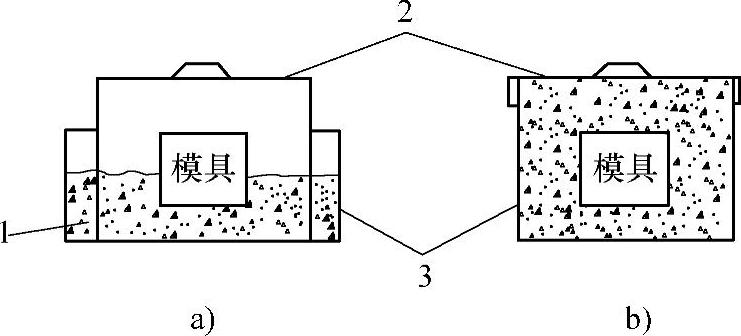
图4-1 模具装箱法简图
1—生铁屑或木炭 2—不锈钢盖 3—不锈钢箱子
实例2模具的装箱保护加热法。耐热箱用不锈钢按图4-1所示的结构制成。首先在耐热箱(可用经过渗铝处理的不锈钢制作)底部放上防脱碳剂(如生铁屑或木炭),然后把模具装入其中,盖好不锈钢盖子,再连同箱子一起加热。箱中产生的CO可以防止模具氧化脱碳。装箱时应注意以下问题:
1)生铁屑要预先在600℃加热除去水分和粉尘。
2)木炭要尽可能选用硬质木炭,并先将其破碎成豆粒大小,再筛除粉末。注意在使用前要晒干或烘干。
3)对9CrWMn和Cr12MoV这类高碳工具钢,可使用木炭或生铁屑。对于中碳工具钢,为了防止渗碳,只能使用生铁屑而不能使用木炭。
4)模具的凹孔处最好用报纸包装封口,以防止保护剂进入。
5)箱内产生的CO很轻,容易从箱盖细缝处逸出,因此应采用图4-1b所示的结构形式,并在模具四周放上30mm左右厚的生铁屑。
6)油淬钢种(如合金工具钢CrWMn、9CrWMn)模具从箱中取出淬火时要迅速,空冷钢(Cr12、3Cr2W8V、Cr12MoV、Cr6WV等)则以慢冷为好。合金工具钢制模具有时可以不加防护剂,只需把箱子做成和模具一样大小,再将模具装入箱子一起加热和冷却,也可以得到满意的防氧化脱碳效果。
碳素工具钢、低合金工具钢和高合金工具钢模具采用装箱保护加热时,其加热系数分别取1.2~1.5min/mm、1.5~1.8min/mm和1.5~2min/mm。若采用图4-1a所示的结构装箱加热,则加热系数以取下限为好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




