
冷作模具热处理质量检验内容主要包括外观检查、硬度检测、变形检测、金相检验、原材料的成分检验及力学性能检验等。冷作模具表面渗氮、渗硼及其他渗金属等按各相关标准进行检验。
(1)外观检查
1)模具表面不允许有磕碰、划伤、烧损及严重的氧化脱碳、麻点腐蚀及锈蚀现象。
2)表面不得有各种裂纹,必要时用磁力探伤等检测仪检查。
3)淬火、回火后模具表面必须光洁,模具上孔眼特别是不通孔内不得有堵孔用泥和盐渍等,绑扎铁丝等附着物必须去除。
4)火焰淬火模具表面应无烧熔、氧化及裂纹等缺陷。
(2)硬度检测
1)模具毛坯退火后硬度要求:碳素工具钢通常为180~207HBW,低合金工具钢通常为207~241HBW,高(中)合金工具钢通常为217~225HBW。或者按图样技术要求和合同要求进行检查。
2)凸、凹模淬火后应100%进行硬度检验,批量件(>5件)应选取其中的40%用硬度计检查,其余的60%用锉刀检查。
3)冲裁模和冷冲模在距刃口5mm范围内的硬度必须达到要求,不得有软点。冷镦、冷挤、弯曲及拉深类模具的主要受力工作面必须达到技术要求。
4)碳素工具钢小凸模尾部固定部分的硬度应控制在30~40HRC,其余部位硬度应达到图样要求。
5)火焰淬火的大型模具的工作面硬度需大于规定值上限,一般不允许有回火带及低硬度区。结构及形状复杂的大型模具允许有20mm的低硬度区,但硬度值不得低于下限值10HRC。
(3)变形检测
1)凸、凹模热处理后的变形量不得超过规定留磨量的2/3。
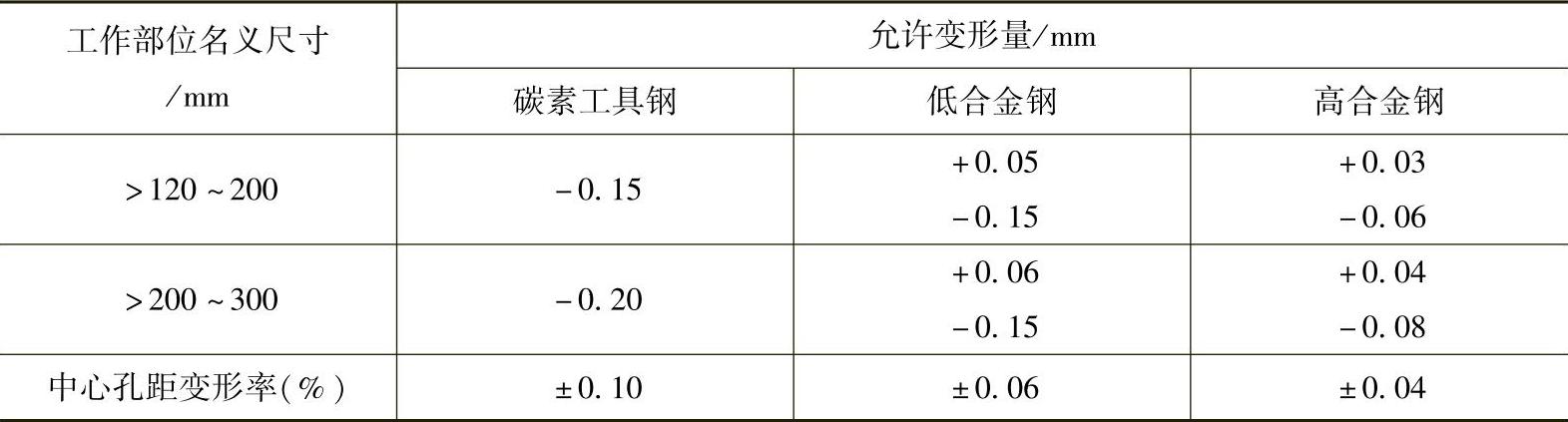
2)通常冷作模具热处理后的变形量不得超过预留磨量的1/2。冷作模具热处理后的允许变形量见表3-41。
表3-41 冷作模具热处理后的允许变形量
 (www.daowen.com)
(www.daowen.com)
(续)
(4)金相检验 冷作模具钢金相检验主要包括:①莱氏体钢:共晶碳化物不均匀度、珠光体球化、二次碳化物网、淬火组织及晶粒度;②基体钢:脱碳层(包括退火脱碳和淬火回火脱碳)、碳化物带状偏析、二次碳化物网和共晶碳化物、回火程度。
1)冷作模具钢退火后的金相组织要求见表3-42。
表3-42 冷作模具钢退火后的金相组织要求

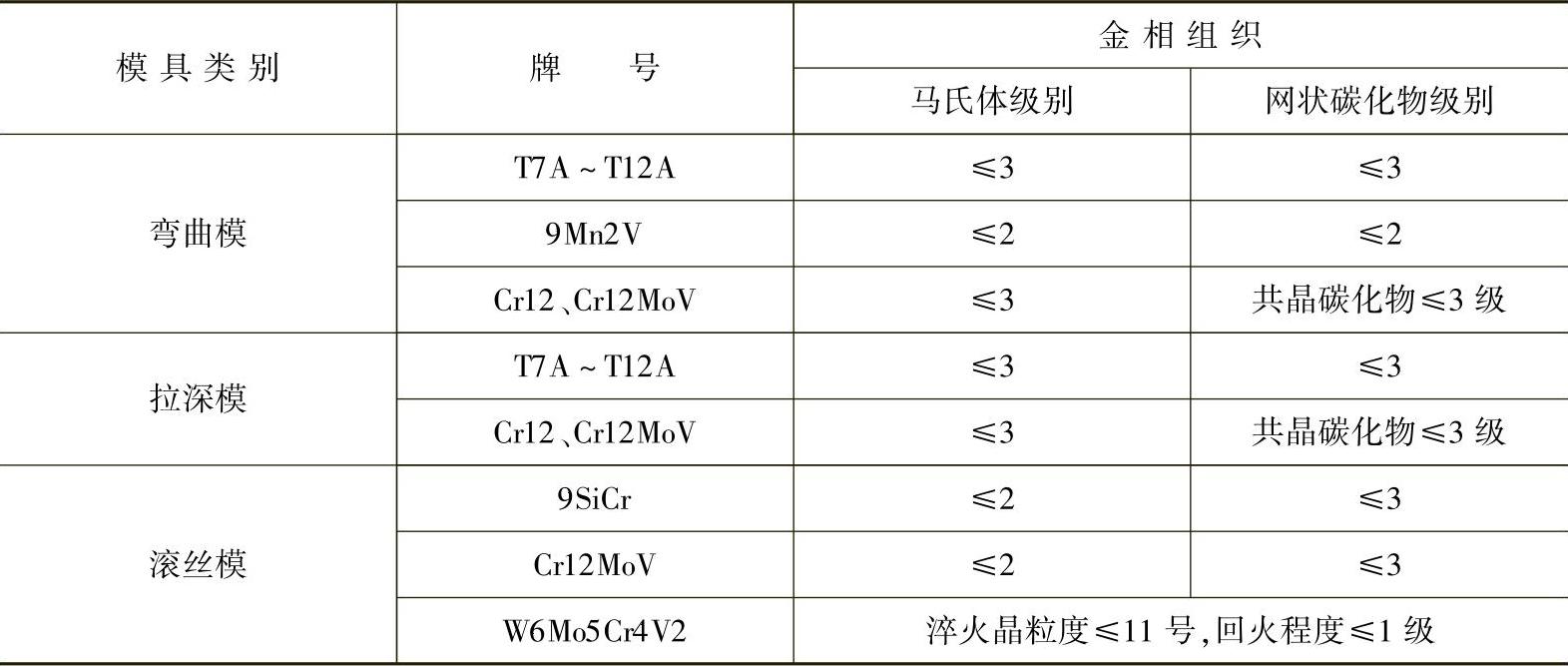
2)淬火后马氏体等级按马氏体评级图片评定,通常要求碳素工具钢马氏体级别≤3级,高碳合金工具钢马氏体级别≤2级,中碳合金工具钢马氏体级别≤4级。冷作模具钢热处理金相检验项目要求见表3-43。
表3-43 冷作模具钢热处理金相检验项目要求

(续)
高碳合金钢制冷作模具显微组织可按JB/T 7713—2007《高碳合金钢制冷作模具显微组织检验》标准进行检验。W18Cr4V等高速工具钢中大块碳化物按照GB/T9943—2008《高速工具钢》标准进行评级,淬火回火后金相组织按企业内控标准评级。
3)模具表面渗氮、渗硼及其他渗金属按各相关标准评定。
(5)原材料的成分检验 碳素工具钢、合金工具钢及高速工具钢分别执行GB/T 1298—2008、GB/T 1299—2000和GB/T 9943—2008标准。其化学成分检验方法执行GB/T 222、GB/T 223等标准。
(6)力学性能检测 室温拉伸及室温冲击试验分别按照GB/T 228.1—2010和GB/T 229—2007等标准进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





