塑料模具形状复杂,尺寸精度和表面质量要求很高,因而对模具材料的机械加工性能、镜面抛光研磨性能、图案蚀刻性能、热处理变形和尺寸稳定性都有很高的要求。此外,还要求材料具备一定的强韧性、耐磨性、耐蚀性和较好的焊补性能。
塑料模具类型分为热塑性塑料成型的注塑模和热固性塑料成型的压塑模。此两大类模具通常均在200~300℃温度范围内工作。塑料模具热处理包括预备热处理和最终热处理。预备热处理通常采用普通退火、球化退火及正火,最终热处理有常规淬火回火、表面化学热处理、固溶与时效处理及先进表面强化处理等。塑料模具主要热处理工序一般都安排在机械加工前进行,并要求热处理后模具材料有适中的工作硬度,易于加工,利于表面粗糙度值降低,有足够的强度和韧性、较小的淬火变形量,型腔表面容易抛光及具有一定的耐蚀性和耐热性。
1.预备热处理及其质量控制
塑料模具毛坯在机械加工前通常进行退火或正火处理,以降低模具钢硬度,改善显微组织,消除残余应力,并为最终热处理作好组织准备。塑料模具的预备热处理应注意改善切削加工性能或冷压加工性能等。
2.最终热处理及其质量控制
(1)模具钢的淬火 塑料模具型腔表面要求十分严格,因此在淬火加热过程中要确保型腔表面不氧化、不脱碳、不侵蚀、不过热等。塑料模具钢应在保护气氛炉中或在严格脱氧后的盐浴炉中加热,如果采用普通箱式电阻炉加热,应在模具型腔表面涂覆保护涂料,同时要控制加热速度。淬火冷却时应选择比较缓和的淬火冷却介质(如热油、硝盐浴、碱浴),控制冷却速度,以避免在淬火过程中产生变形和开裂(有些模具并不要求淬透,只要求有一定的淬硬层)。对于合金钢模具,可根据其硬度要求采用等温淬火,以进一步减少变形。模具淬火温度的选择的基本依据是钢的化学成分,共析或过共析钢的淬火加热温度为Ac1+30~50℃。表3-31为常用塑料模具钢淬火工艺。
表3-31 常用塑料模具钢淬火工艺

(2)模具钢的渗碳 对于要求高硬度、高耐磨性和高韧性的塑料模具,要选用渗碳钢来制造,并把渗碳、淬火和低温回火作为最终热处理。一般渗碳层深度为0.8~1.5mm,如果是压制含有硬质填料的塑料,则模具渗碳层深度的要求为1.3~1.5mm;如果是压制软性塑料,则渗碳层的深度要求为0.8~1.2mm;如果是带有尖角、薄边等模具,则渗碳层的深度要求为0.2~0.6mm。渗碳层的碳含量以0.7%~1.0%(质量分数)为佳,渗层不允许有粗大的未溶碳化物、网状碳化物及内氧化等缺陷。如果采用碳氮共渗,则模具的耐磨性、耐蚀性、抗氧化性及防黏着性会更好。渗碳温度一般为900~920℃,复杂型腔的小型模具可选取840~860℃进行中温碳氮共渗。渗碳保温时间应根据对渗层深度的要求来选择,一般为5~10h。
例如,Cr12型钢的莱氏体钢强度高,耐磨性好,但韧性显得不足,若以20Cr13钢进行表面渗碳或碳氮共渗,则可以获得硬度高、耐磨性好的表层,中心组织的韧性和塑性也俱佳,且有一定强度。但是20Cr13钢表层钝化膜在渗碳或碳氮共渗时需要去除,方可获得一定深度的渗层。利用20Cr13钢取代Cr12型钢制造冲孔模和拉拔模,进行渗碳、淬火回火后,其表面硬度可达62~65HRC,心部硬度则为38~41HRC,使用寿命可比常规处理的Cr12型钢模具提高1~2倍。(https://www.daowen.com)
(3)模具钢的固溶与时效处理 对于形状复杂、要求精密和高耐磨性的塑料模具,要选用时效硬化钢。时效硬化模具钢热处理工艺规范见表3-32。
表3-32 时效硬化模具钢热处理工艺规范
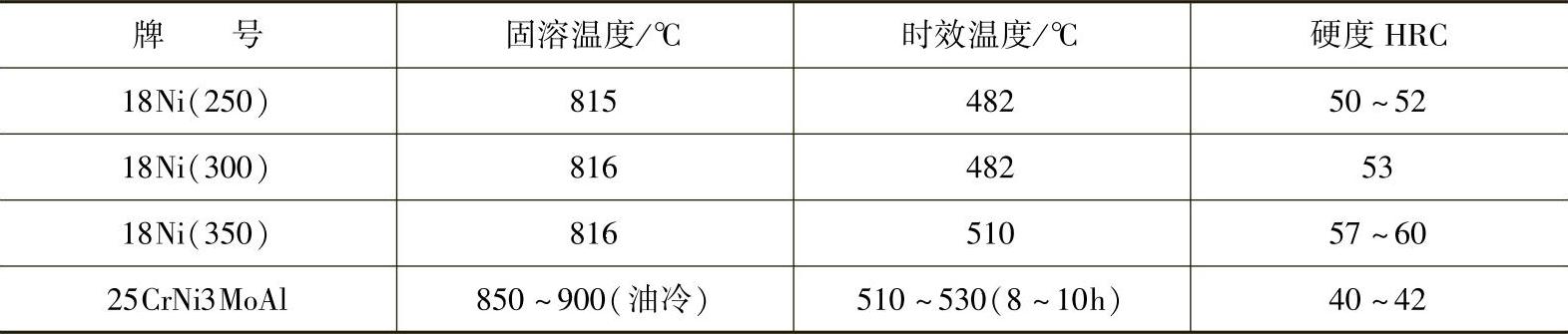
固溶处理加热一般可在盐浴炉或箱式炉中进行,其相应加热系数分别取1min/mm和2~2.5min/mm,冷却采用油冷,淬透性好的钢种也可空冷。如果锻造毛坯时能够准确控制终锻温度,则可采用节能的锻造余热固溶处理。时效处理最好在真空炉中进行,如果在箱式炉中进行,为防止模具型腔表面氧化,则炉内必须通入保护气氛,或者用氧化铝粉、石墨粉等在装箱条件下进行时效处理。要注意的是,装箱保护加热要适当延长保温时间,否则难以达到时效效果。
(4)调质处理3Cr2Mo钢(P20钢)模具毛坯在机械加工前需进行调质处理,其工艺如下:淬火加热温度为840~860℃,油冷淬火后硬度为50~54HRC;高温回火温度为600~650℃,回火后硬度为28~36HRC,组织为回火索氏体。P20钢在调质处理以后再进行机械加工,可避免热处理变形,故称为“预硬型”塑料模具钢。将P20钢调质到30HRC以上硬度,再进行机械加工,然后进行抛光研磨,可达到表面粗糙度Ra为0.05~0.10μm的镜面光亮度的要求。P20钢适于制造大型塑料模具。如果P20钢经化学热处理后再抛光处理,则表面粗糙度Ra可降低到0.03μm左右,表面光亮度还可进一步提高。
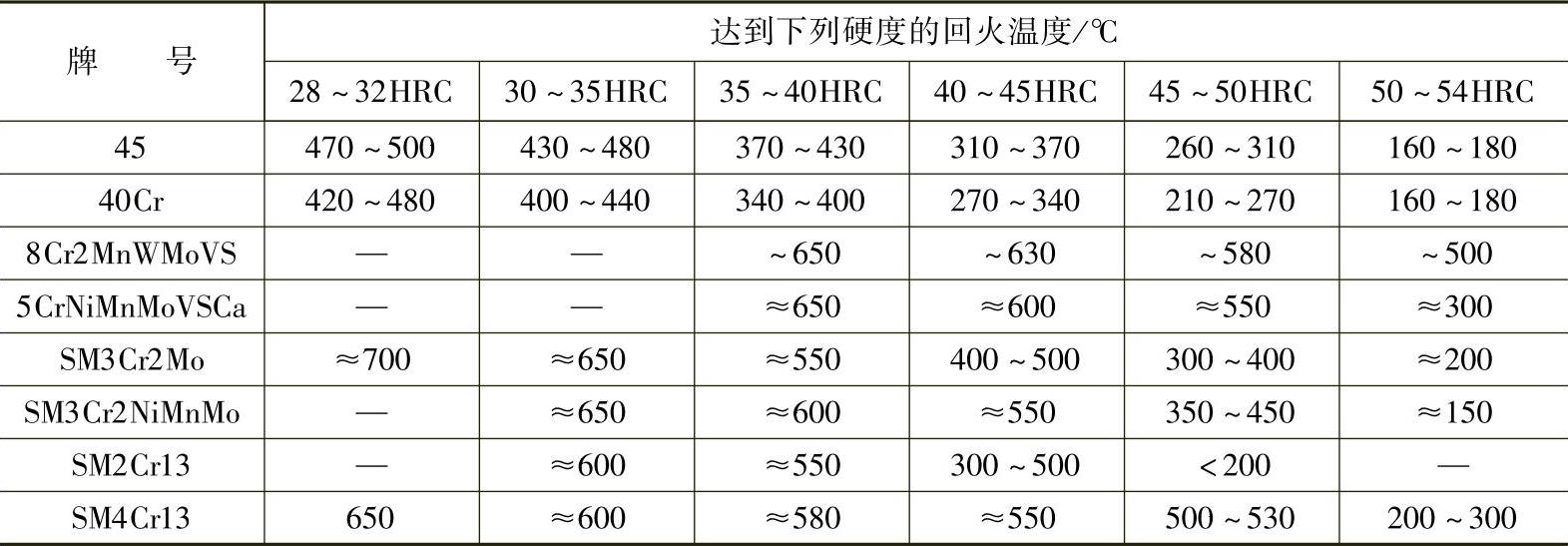
(5)模具钢的回火 模具钢的回火应正确选择回火温度、回火时间,以及适当的冷却方法,以免因回火不充分而引起磨削裂纹、线切割变形与开裂,或因回火不及时而出现自行开裂现象。模具淬火后应及时回火,回火应保证充分,且回火温度应高于工作温度,以免在工作时模具继续发生回火转变,致使在模膛表面产生组织应力。表3-33为塑料模具钢回火温度与硬度的关系。
表3-33 塑料模具钢回火温度与硬度的关系
耐腐蚀塑料模具钢零件的热处理与一般不锈钢制品的热处理基本相同,其热处理工艺可参考JB/T 9197—2008《不锈钢和耐热钢热处理》。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





