为了获得优异的强韧性和耐磨性,要求冷作模具钢的组织具有如下特点:①要求淬火、回火后的组织中有一定数量的剩余碳化物,碳化物应分布均匀、形态圆整、尺寸细小;②马氏体针要均匀、细小,要提高马氏体中板条马氏体的份额;③对于莱氏体钢,改善共晶碳化物的形态、粒度、分布是提高其强韧性的关键。为此,推荐采用锻造余热淬火-双细化、固溶双细化、低温淬火及等温淬火等工艺。
1.碳素工具钢和低合金工具钢淬火回火质量控制
(1)淬火加热和冷却 淬火加热温度的确定主要根据钢的化学成分,其次还应考虑模具零件的尺寸和形状,对硬度、变形量和组织的具体要求,奥氏体晶粒长大的倾向,淬透性,采用的加热介质、淬火方式及淬火冷却介质的选择,加热设备等。因此,淬火工艺的制订要先进行相应的工艺试验。
冷作模具淬火处理时的脱碳、氧化、内应力及组织不均匀性对其磨损、开裂、疲劳强度及抗咬合性能均有显著的影响。模具的加热应优先采用真空加热、保护气氛加热及盐浴加热方式,在空气炉中加热时应采取装箱保护加热、涂料保护加热和包装热处理等方式,以防表面氧化和脱碳。对于要求耐磨或随后进行电加工的模具,应采用上限的加热温度和保温时间系数;对于要求强韧性的模具,可采用下限的加热温度和保温时间。为了减少模具的变形,最理想的淬火方法是采用分级淬火(常用硝盐浴分级淬火)。此外,采用低温、短时、快速加热淬火,可在淬火后得到以板条马氏体为主的组织,使模具钢在保持高硬度的同时具有良好的韧性。只是采用此工艺时,淬火前的原始组织中碳化物应尽量细小,才能保证获得好的强韧化效果。
(2)回火 冷作模具钢淬火后应立即回火。回火温度通常为150~200℃,保温时间为90~180min,回火后硬度一般大于58HRC。应保证模具的回火质量,生产实践证明,经充分回火的模具,在正常使用条件下,其使用寿命可大大提高。而未经回火及回火不足的模具除了在使用中容易发生崩刃、脆裂或断裂等现象外,还容易引起磨削裂纹、线切割变形与开裂。例如,CrWMn钢模具回火不足时非常容易产生磨削裂纹。为了防止磨削裂纹的产生,对高精度的模具,粗磨后应再进行一次回火以消除磨削应力。此外,冷作模具钢应避免在表3-21所列的回火脆性温度范围内回火。
表3-21 部分冷作模具钢的回火脆性温度范围

2.高合金工具钢淬火回火质量控制
(1)Cr12型钢淬火回火质量控制 制造冷作模具应用最广泛的高合金工具钢之一是Cr12型钢,其中以Cr12MoV钢使用最多。它是一种高碳高铬莱氏体钢,由于钢中含有大量的铬,因而具有高的淬透性,截面200~300mm以下工件可以完全淬透。Cr12MoV钢主要用于制造大尺寸、形状复杂及承受载荷较大的模具。
1)淬火加热和冷却。Cr12型钢淬火后的正常组织为马氏体+残留奥氏体+过剩碳化物(体积分数约占12%)。过剩碳化物是随着淬火温度的提高而逐渐溶入奥氏体中的。如果淬火温度偏低,则溶解到奥氏体中的碳元素少,合金元素也少,使得淬火后马氏体中碳含量减少,从而削弱钢的耐回火性;如果淬火温度偏高,则溶解到奥氏体中的碳元素增加,淬火后除了马氏体含量增加之外,残留奥氏体含量也随之增加。因此,淬火温度的波动可引起组织和性能的较大变化。过剩碳化物的数量、形状、大小及分布情况,均直接影响钢的脆性及耐磨性。严重的带状碳化物偏析、网状碳化物及大块状碳化物密集,都会造成模具局部过热和大的变形,并在淬火时或使用中容易引起开裂和崩裂。
Cr12MoV钢中的合金元素含量很高,但导热性差,因此淬火加热时需经两次预热,以减少热应力的产生。这对于形状复杂或尺寸大的模具尤为必要。第一次预热温度为500~600℃,第二次预热为800~850℃。Cr12MoV钢淬火温度的选择原则为:要求耐磨性高、需低温回火的模具宜采用1000~1020℃;要求在400~450℃条件下工作,保证热硬性的模具宜采用1030~1050℃,甚至淬火温度可适当再提高一些,其目的是淬火后得到较多的残留奥氏体,以便多次高温回火后提高模具的硬度和热硬性。(https://www.daowen.com)
2)回火。Cr12MoV钢淬火后待模具温度不低于60℃时,应立即转入50~100℃的炉中回火,回火后空冷。回火温度的选用原则是:对于要求耐磨性的模具,宜采用150~200℃进行低温回火,回火后的硬度为60~63HRC;对于既要求耐磨性又要求韧性的模具,宜采用200~250℃回火,硬度为57~60HRC;对于要求热硬性高的模具,宜采用500~530℃,进行两次高温回火,目的是充分发挥Cr12MoV钢的二次硬化作用,硬度为60~61HRC;对于大尺寸或特别要求韧性好的模具,宜采用530~550℃高温回火,硬度为53~57HRC。
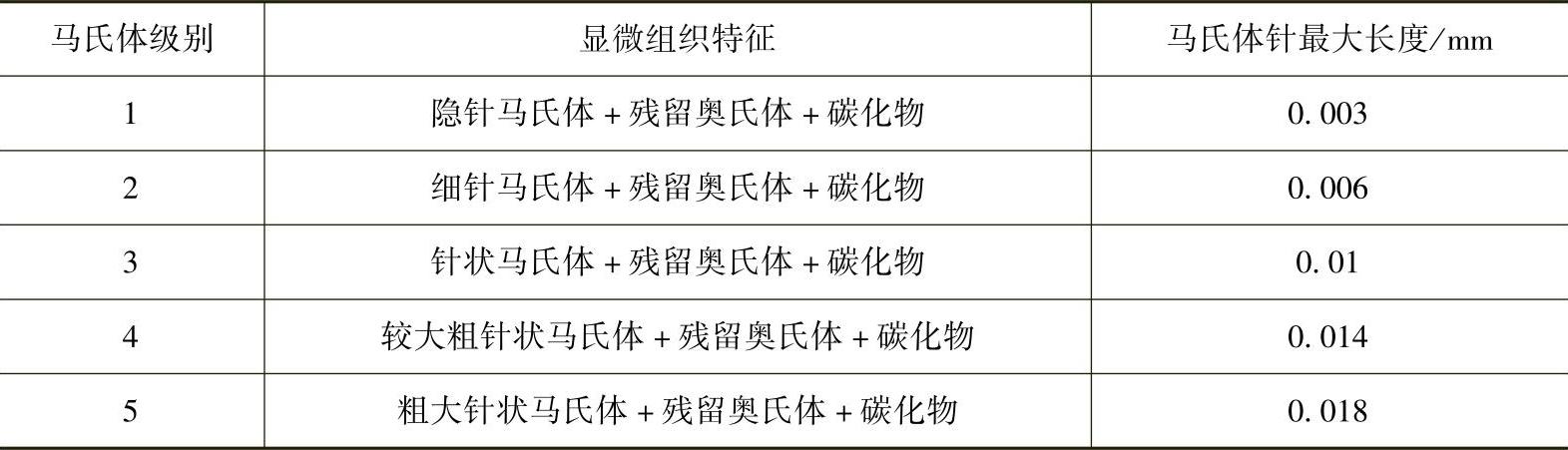
(2)Cr12型钢冷作模具显微组织评级Cr12型钢显微组织级别特征及评定方法按JB/T 7713—2007《高碳高合金钢制冷作模具显微组织检验》标准执行。显微组织级别在放大500倍的显微镜下观察,腐蚀剂采用三氯化铁(5g)+盐酸(15mL)+乙醇(100mL)配制的溶液。Cr12型钢大块碳化物级别按其颗粒大小及数量多少分为5级,各级别的最大尺寸见表3-22。Cr12型马氏体级别按其形貌特征也分为5级,各级别马氏体针最大长度见表3-23。
表3-22 Cr12型钢大块碳化物级别(JB/T 7713—2007)

表3-23 Cr12型钢马氏体级别(JB/T 7713—2007)
注:检验视场不少于3个。
(3)过热与过烧缺陷及对策Cr12钢型淬火加热温度太高,将导致钢中碳化物大量溶解,奥氏体晶粒急剧长大,奥氏体稳定性上升,淬火后的组织为奥氏体和共晶碳化物,几乎没有马氏体,因而工件体积收缩,硬度明显降低,韧性明显恶化,表现为过热倾向。Cr12MoV钢的严重过热组织为粗大的马氏体+残留奥氏体,以及少量白色共晶碳化物。当淬火加热温度上升到1200℃左右时,大量碳化物溶入奥氏体中,晶界碳化物堆积处开始熔化出现液相,冷却后晶界附近有鱼骨状莱氏体,晶粒中心仍然是奥氏体,这种高温时出现液相的组织称为过烧组织。过热与过烧情况通常在热电偶失灵或工件接触到盐浴炉电极时才可能发生。过热组织的特征是晶粒粗大,过烧组织的特征是晶界出现莱氏体组织。
防止过热与过烧的对策如下:①严格控制淬火加热温度及保温时间;②及时进行炉前金相组织检查;③保证模具放置在炉中有效加热区内,且不接触电极及电热体等;④及时校对热电偶及温控仪表等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





