实例1模具材料为球墨铸铁QT600-3,要求氮碳共渗处理。
(1)热处理工艺 球墨铸铁QT600-3经(900±10)℃正火,(560±10)℃回火(硬度为240~300HBW),再经700℃×4h氮碳共渗(氨气600~700L/h,酒精70~75滴/min,炉内压力为490~784Pa,硝盐水冷却),200℃×1h回火,渗层深度为0.05mm,硬度为760~850HV0.1。
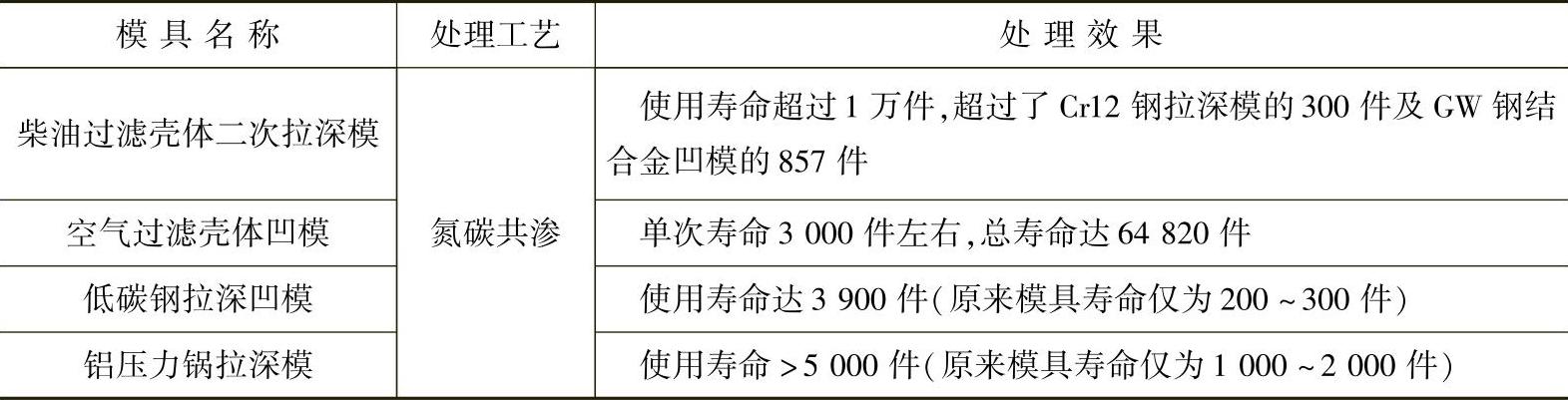
(2)使用效果 几种球墨铸铁制模具氮碳共渗的处理效果见表2-82。
表2-82 几种球墨铸铁制造模具氮碳共渗的处理效果
实例2拉丝模,材料为YG8硬质合金,要求氮离子注入处理。
YG8硬质合金模具氮离子注入处理可以提高其表面硬度、耐磨性、耐疲劳性和耐蚀性,是提高硬质合金模具寿命的有效方法。
(1)离子注入工艺 离子注入可采用C-200KeV型半导体离子注入和离子束分析两用机。其注入系统由离子源、加速管、磁分析器和靶室等组成。将高纯度的氮气引入注入机的离子源中,电离为氮离子,再经高压电场加速形成高速离子束流,强性注入装有靶室中的模具孔的工作表面上,迫使氮离子和模具材料元素的原子形成强固结合。也可将其表面的位错钉扎在一起,形成所谓“位错网络”。这些效应能够引起材料表面的硬化作用,同时离子注入的轰击作用与喷丸相似,也可使模具表面产生硬化作用。经检验,YG8拉丝模的氮离子注入深度为(3~8)×10-5 mm。
(2)拉丝模使用寿命YG8硬质合金拉丝模经氮离子注入后,使用寿命大大提高(见表2-83)。
表2-83 YG8硬质合金拉丝模的使用寿命(www.daowen.com)

实例3搓丝板,材料为GW30钢结硬质合金,要求盐浴淬火与回火。
(1)球化退火830~850℃×2~3h,炉冷至720~740℃,保温4~5h,再炉冷至300℃出炉空冷。退火硬度为32~35HRC。
(2)淬火与回火600℃、830℃两次盐浴预热,加热系数按4min/mm计算;960~970℃×2min/mm加热,淬油;160~180℃×1.5h硝盐回火2次。回火后硬度为60~62HRC。
(3)使用效果 按上述工艺处理后,搓丝板的使用寿命比原Cr12钢提高了7倍以上。
实例4冷镦模,材料为GJW50钢结硬质合金,要求硼硫复合渗处理。
(1)复合处理工艺GJW50钢结硬质合金经950℃×4h渗硼+980℃×30min扩散后空冷,再经1000℃加热淬油+200℃×2h回火+140℃×5h渗硫,最后在120℃热油中进行去应力浸油处理。
(2)效果 经硼硫复合渗处理后,基体组织为M+WC+残留奥氏体+二次碳化物,硬度为66~68HRC,表面可获得一层厚40~60μm的硫化物与硼化物的化合物层。其中,渗硼层硬度为1600~1900HV;表面硫化物层厚度为10~15μm,硫化物的硬度为90~100HV。经上述处理,模具具有高的耐磨性和抗咬合性,使用寿命比Cr12MoV钢制模具提高了18倍以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






