实例1胶木用模(见图2-7),材料为20Cr钢,要求渗碳、淬火与回火处理后硬度为50~54HRC,变形量要求为0.1mm。
在910℃渗碳后出炉空冷,830℃装箱加热,出炉预冷至750℃后淬入热油中,最后在230℃进行回火处理。20Cr钢制胶木用模热处理工艺曲线如图2-8所示。
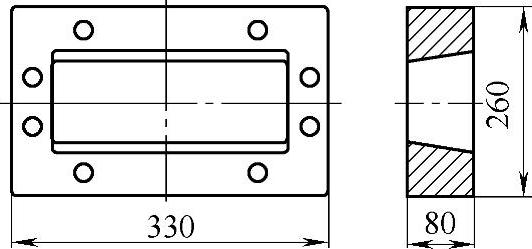
图2-7 20Cr钢制胶木用模简图
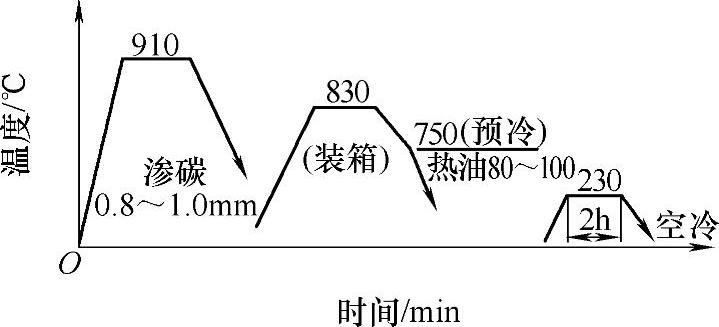
图2-8 20Cr钢制胶木用模热处理工艺曲线
实例2胶木用模(见图2-9),材料为CrWMn钢,要求淬火与回火后硬度为51~55HRC,变形量要求为A=0.07mm,B=0mm。
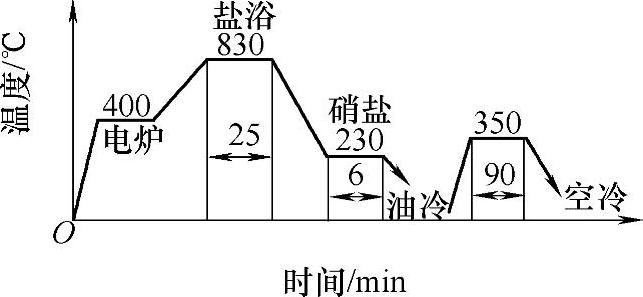
首先在400℃的电阻炉中预热,转入830℃的盐浴炉中加热,淬入230℃的硝盐炉等温,入油冷却10min,最后在350℃进行回火处理。CrWMn钢制胶木用模热处理工艺曲线如图2-10所示。
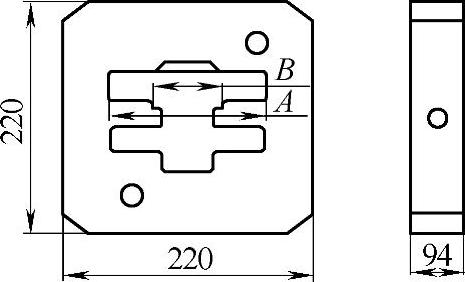
图2-9 CrWMn制胶木用模简图
 (www.daowen.com)
(www.daowen.com)
图2-10 CrWMn制胶木用模热处理工艺曲线
实例3大模块,外形尺寸为1260mm×660mm×2520mm,重量为16.5t,材料为718(3Cr2NiMnMo)钢,要求以预硬化(调质)状态交货(硬度28~36HRC)。
(1)大模块调质工艺 锻造模块经台车式电阻炉860℃加热保温后,在23℃、15%(质量分数)UCON E水基淬火冷却介质中冷却5h,然后进行550℃高温回火。
(2)检测结果 检测模块的表面硬度平均为35HRC(锤击式布氏硬度计测试后换算),长度1200mm的截面上最大硬度差为2HRC。
实例4胶木模,材料为25CrNi3MoAl钢,要求热处理。
(1)热处理工艺
1)一级固溶处理为加热至860~880℃,水冷,硬度为40~45HRC。
2)二级固溶处理为加热至670~690℃,水冷。水冷后进行400℃×2h的去除应力处理,处理后硬度<28HRC。
3)时效处理为510~530℃×6~7h,如果时效后硬度未达到预定的要求,可重复时效1或2次,直到时效硬度达到40HRC以上。
(2)应用效果 用黑色胶木粉压制的AR-300型电焊机的手轮,原采用T10A钢制的压模,热处理时变形较大,型腔尺寸容易超差,有时胀大,有时缩小,影响压制件质量,且压模型腔在压制200件后就发生拉毛和压伤现象。改用25CrNi3MoAl钢制造后无变形,使用中不易被拉毛和压伤,可以显著提高模具寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





