冷作模具钢热处理主要包括模具预备热处理(如正火、退火和调质)和模具最终热处理(淬火、回火、固溶、时效及冷处理等),以及表面强化处理和模具加工中的热处理等。
1.冷作模具用碳素工具钢的热处理工艺
冷作模具用碳素工具钢主要有T7、T7A、T8、T8A、T9、T9A、T10、T10A、T11、T11A、T12、T12A、T13、T13A等,主要用于制造尺寸不大、形状简单及受轻负载的模具零件。
(1)预备热处理
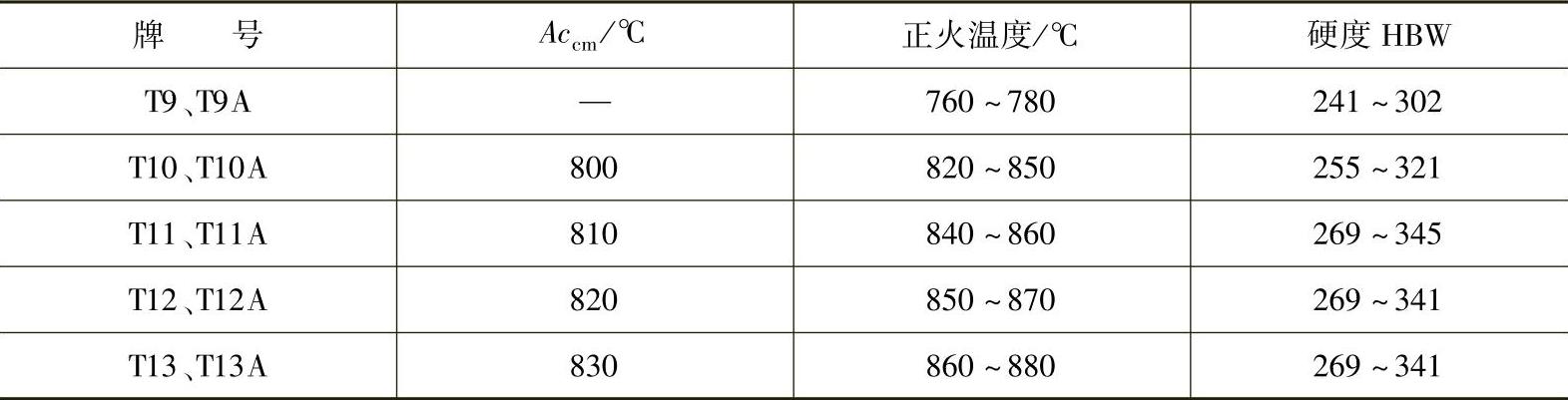
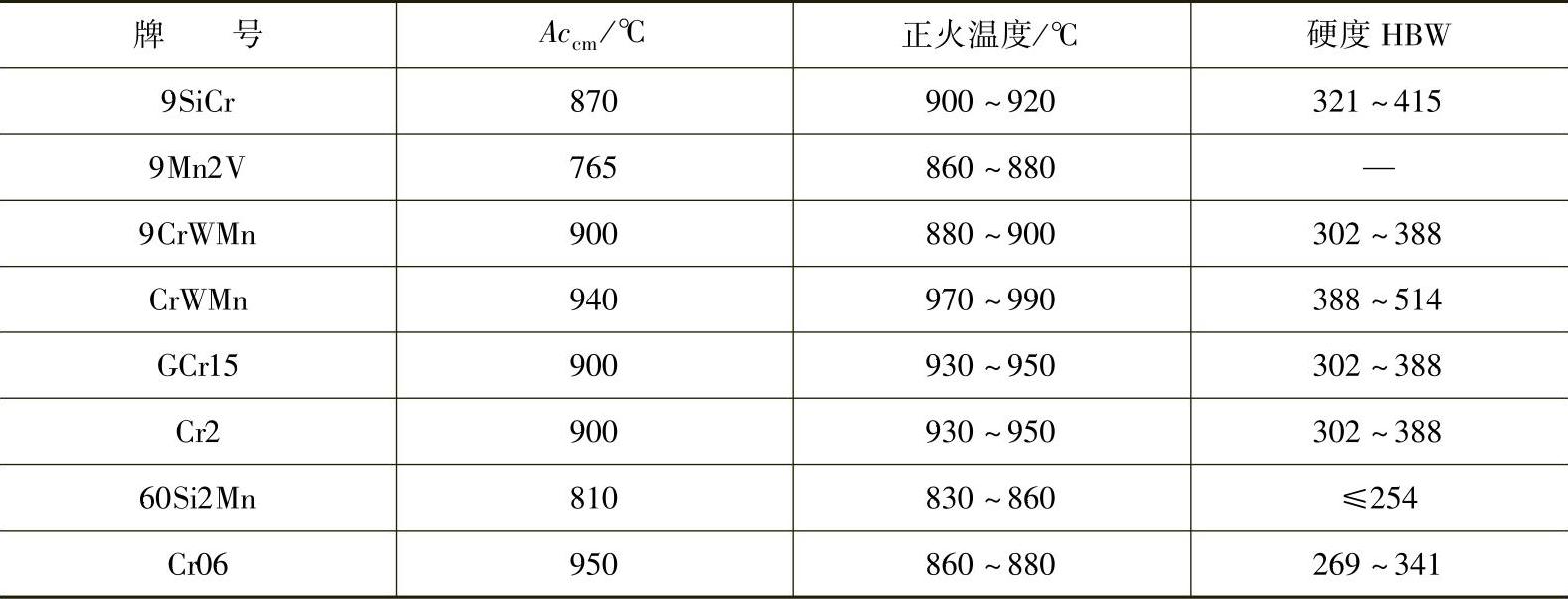
1)正火规范。冷作模具用碳素工具钢正火的目的主要是细化晶粒,消除网状碳化物,降低硬度,利于切削加工,为最终热处理作好组织准备。表2-18为几种冷作模具用碳素工具钢的正火规范,供选择预备热处理时参考。
表2-18 几种冷作模具用碳素工具钢的正火规范

(续)
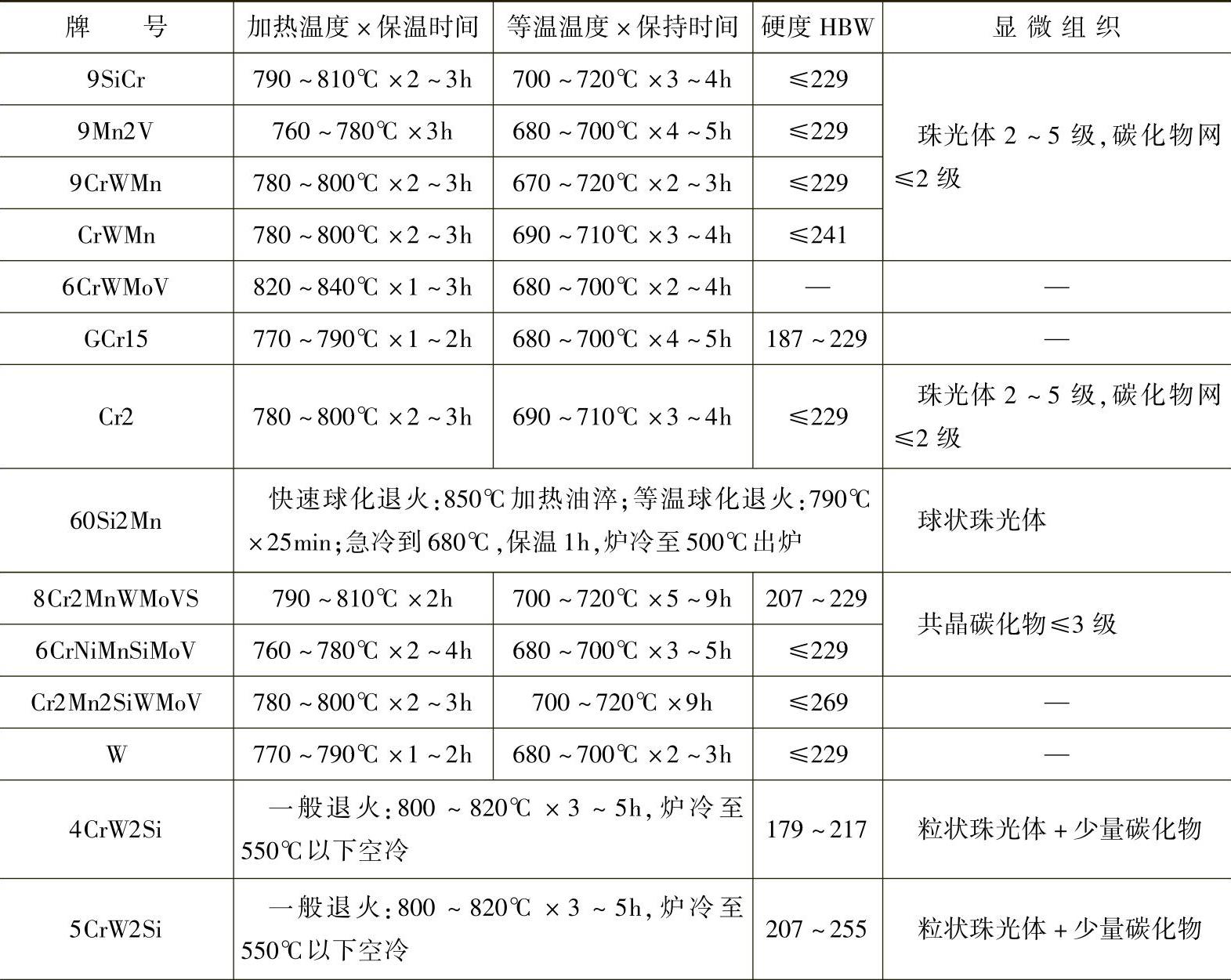
2)球化退火。冷作模具用碳素工具钢毛坯成批等温球化退火工艺规范见表2-19。
表2-19 冷作模具用碳素工具钢毛坯成批等温球化退火工艺规范

(2)最终热处理
1)淬火。冷作模具用碳素工具钢常用的淬火工艺规范见表2-20。
表2-20 冷作模具用碳素工具钢常用的淬火工艺规范
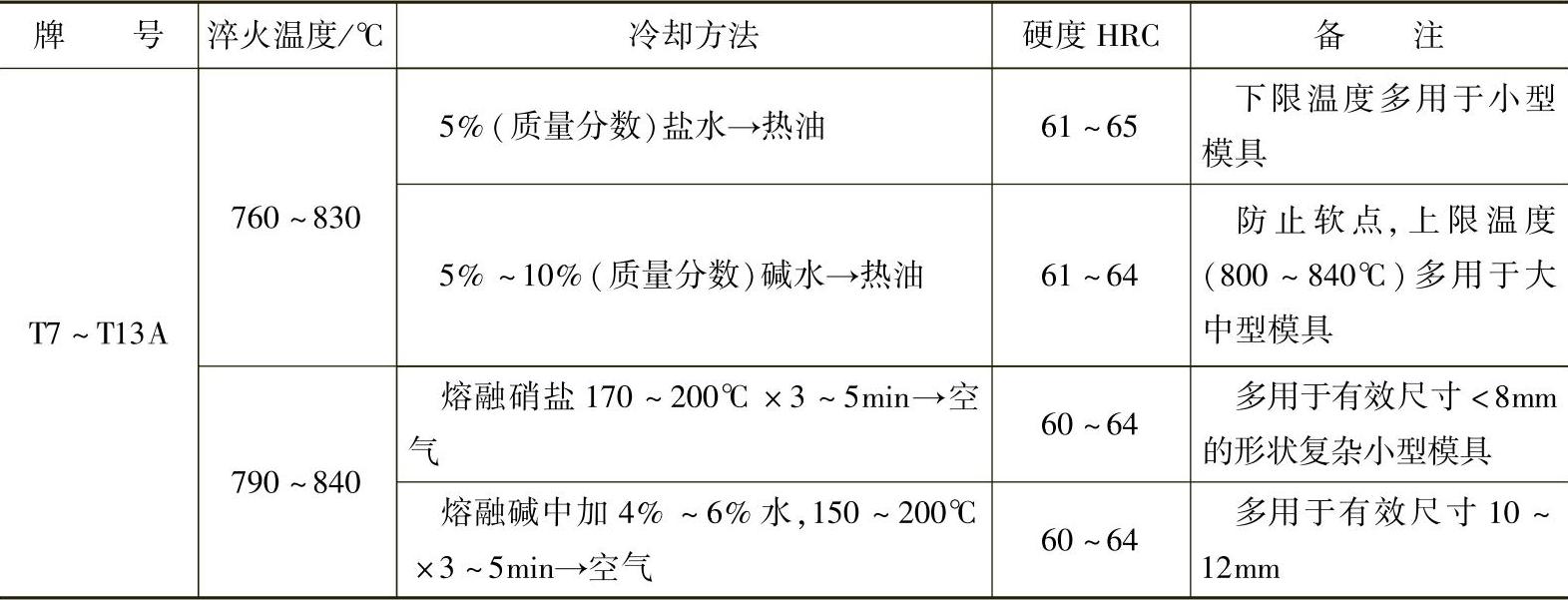
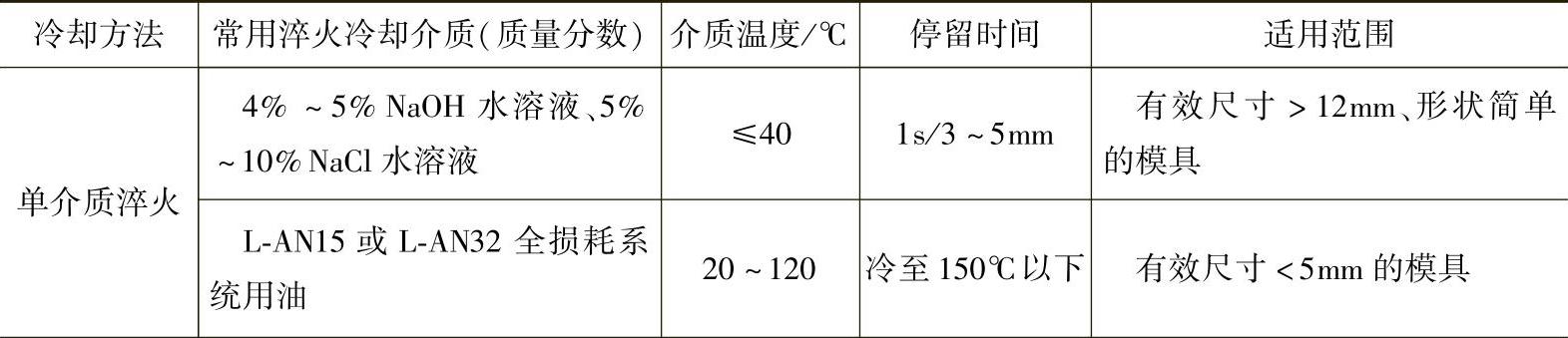
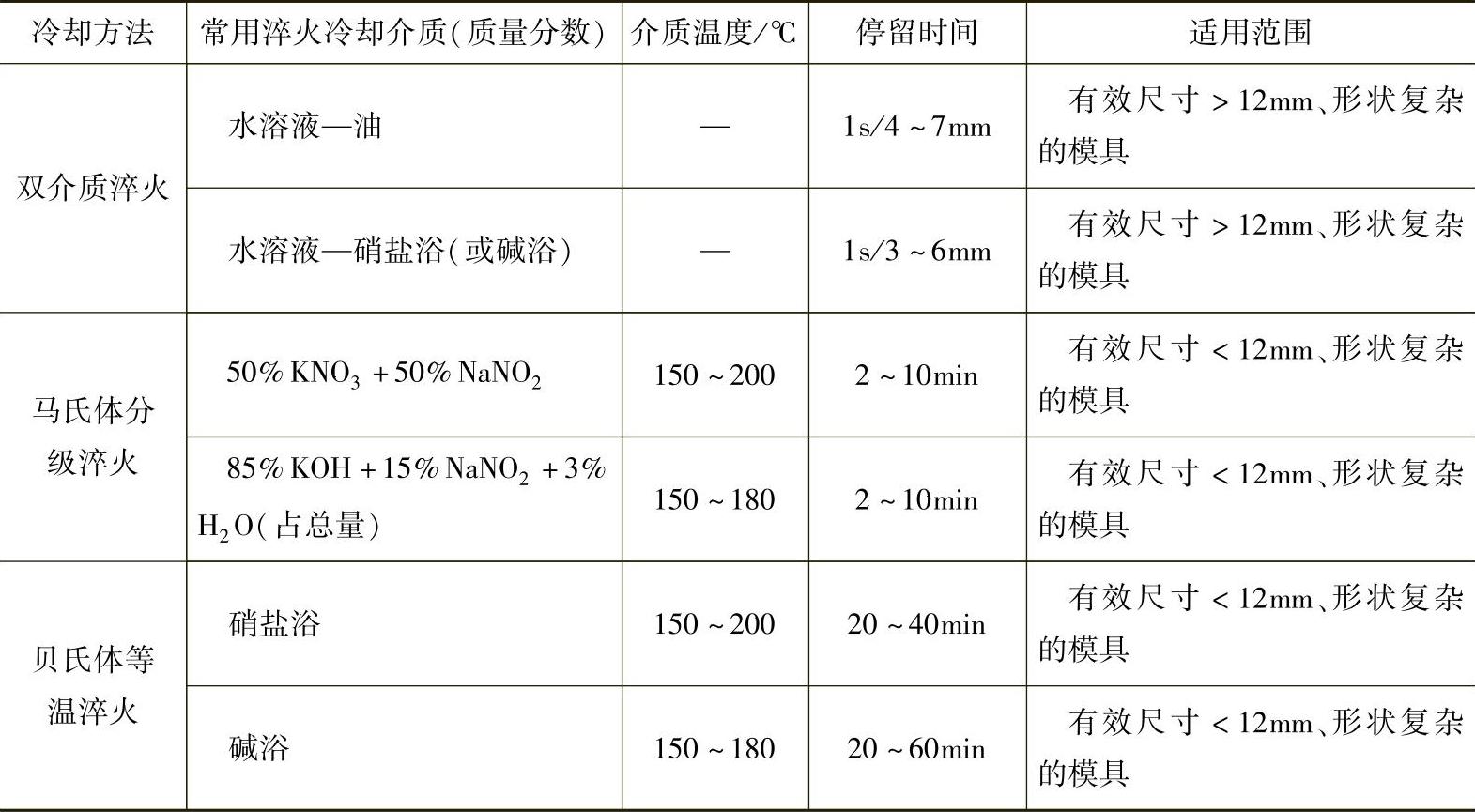
表2-21为碳素工具钢的淬火冷却方法及适用范围,仅供参考。
表2-21 碳素工具钢的淬火冷却方法及适用范围
(续)
2)回火。冷作模具钢淬火后应立即回火。回火温度通常为160~180℃,硬度为58~63HRC。回火时间根据模具钢种类和零件尺寸大小而定,一般碳素工具钢与低合金工具钢的回火时间为90~180min,高合金模具钢的回火时间为120~180min。常用冷作模具用碳素工具钢的回火温度及硬度见表2-22。
表2-22 常用冷作模具用碳素工具钢的回火温度及硬度
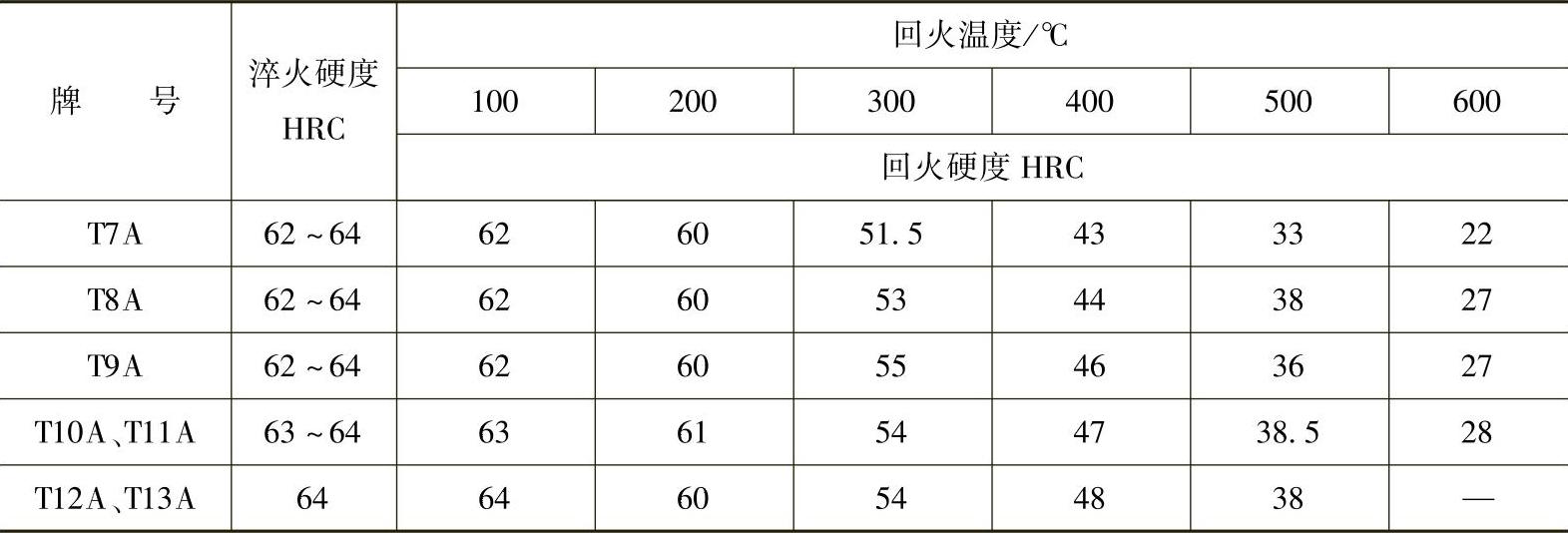
注:780℃水淬,回火2h。
2.冷作模具用高碳低合金钢的热处理工艺
冷作模具用高碳低合金钢主要有:8Cr2MnWMoVS、6CrNiMnSiMoV(GD)、Cr2Mn2SiWMoV、W、4CrW2Si、5CrW2Si、6CrW2Si、8MnSi、6SiMnV、7CrSiMnMoV(CH-1)、6CrMnSi2Mo1V、5Cr3Mn1SiMo1V和Cr06等。这类钢主要用于制作形状复杂、截面较大、承受负荷较大及变形较小的中、小型冷作模具。
(1)预备热处理
1)正火规范。冷作模具用高碳低合金钢正火的目的主要是细化过热钢的晶粒和消除网状碳化物,降低硬度,利于切削加工,为最终热处理作好组织准备。几种冷作模具用高碳低合金钢的正火规范见表2-23。
表2-23 几种冷作模具用高碳低合金钢的正火规范
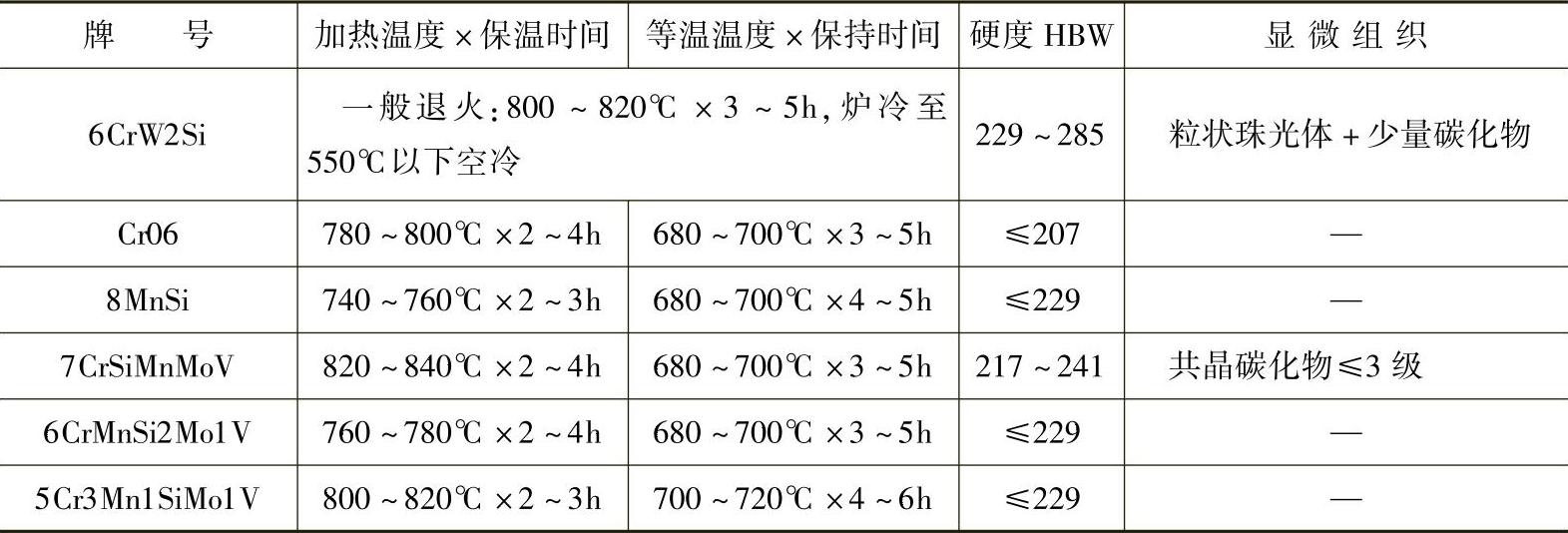
2)球化退火。冷作模具用高碳低合金钢毛坯成批等温球化退火工艺规范见表2-24。
表2-24 冷作模具用高碳低合金钢毛坯成批等温球化退火工艺规范
(续)
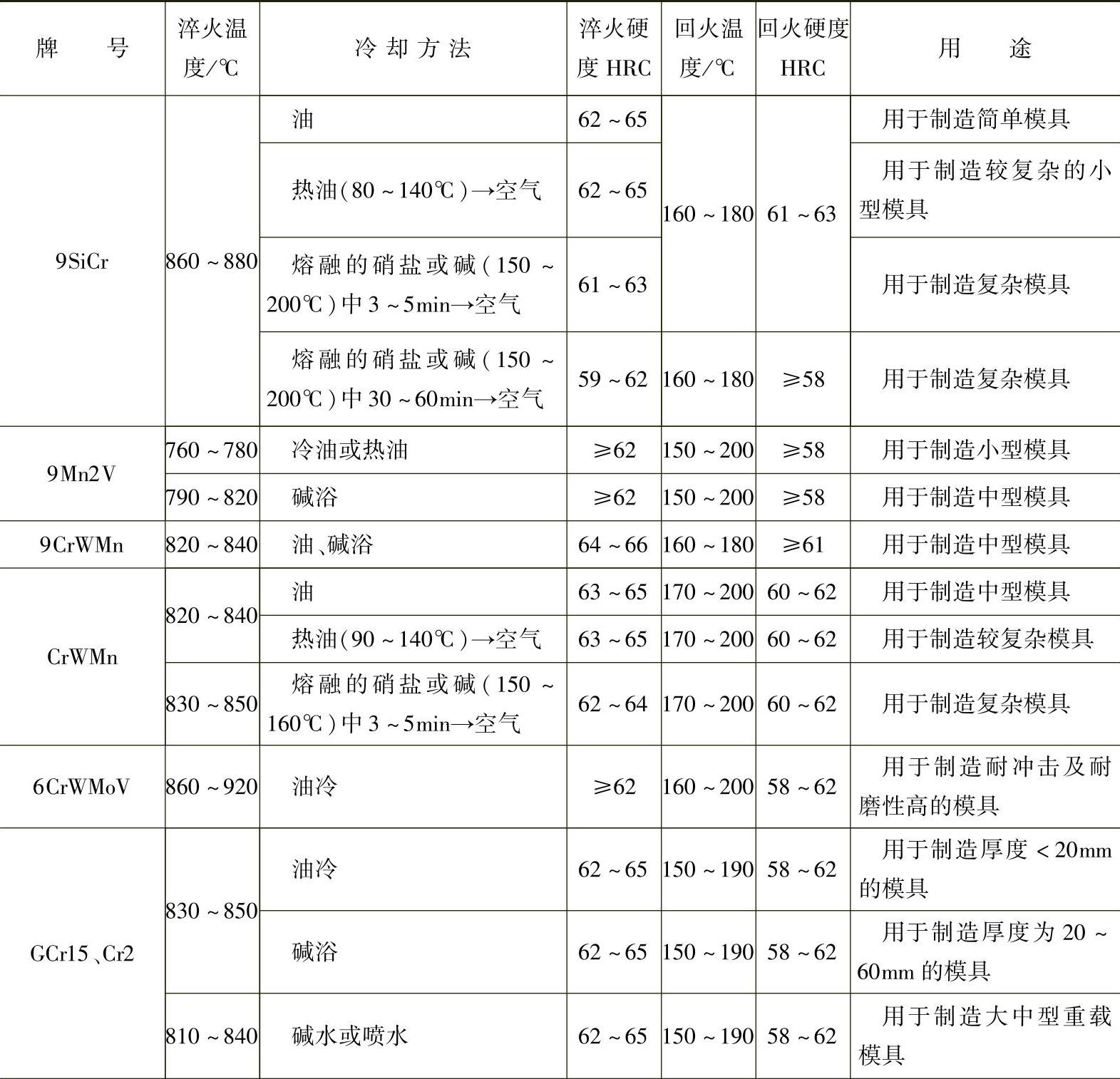
(2)最终热处理 冷作模具用高碳低合金钢常用的淬火、回火工艺规范见表2-25。
表2-25 冷作模具用高碳低合金钢常用的淬火、回火工艺规范
(续)
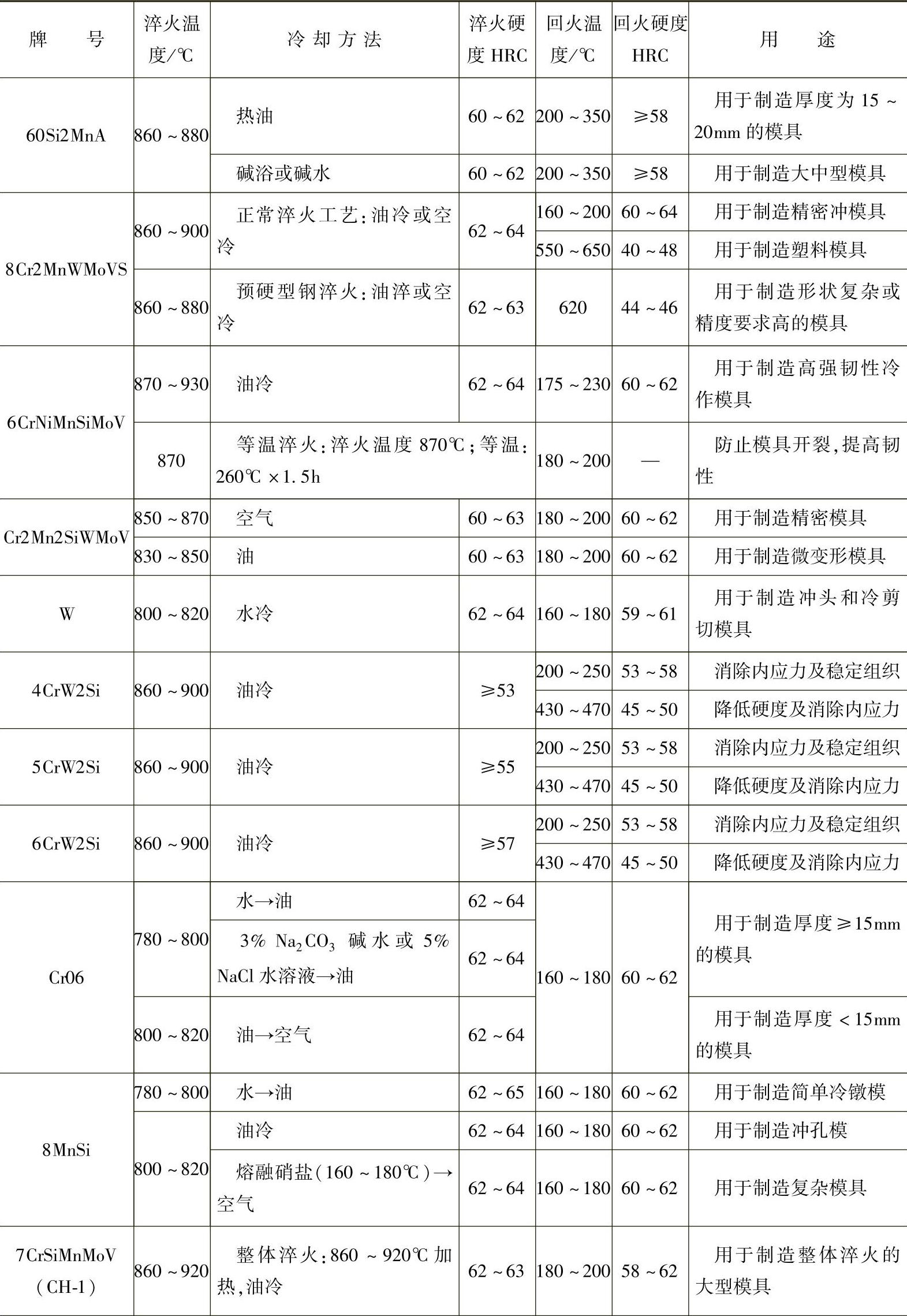
(续)

3.高耐磨冷作模具钢的热处理工艺
高耐磨冷作模具钢主要有:Cr12、Cr12MoV、Cr12Mo1V1、Cr12W、Cr12V、Cr4W2MoV、Cr5Mo1V、Cr6WV、7Cr7Mo2V2Si(LD)、Cr8MoWV3Si(ER5)、9Cr6W3Mo2V2(GM)等。这类钢主要用于制造高耐磨、微变形、高负荷条件下工作的冷加工模具。
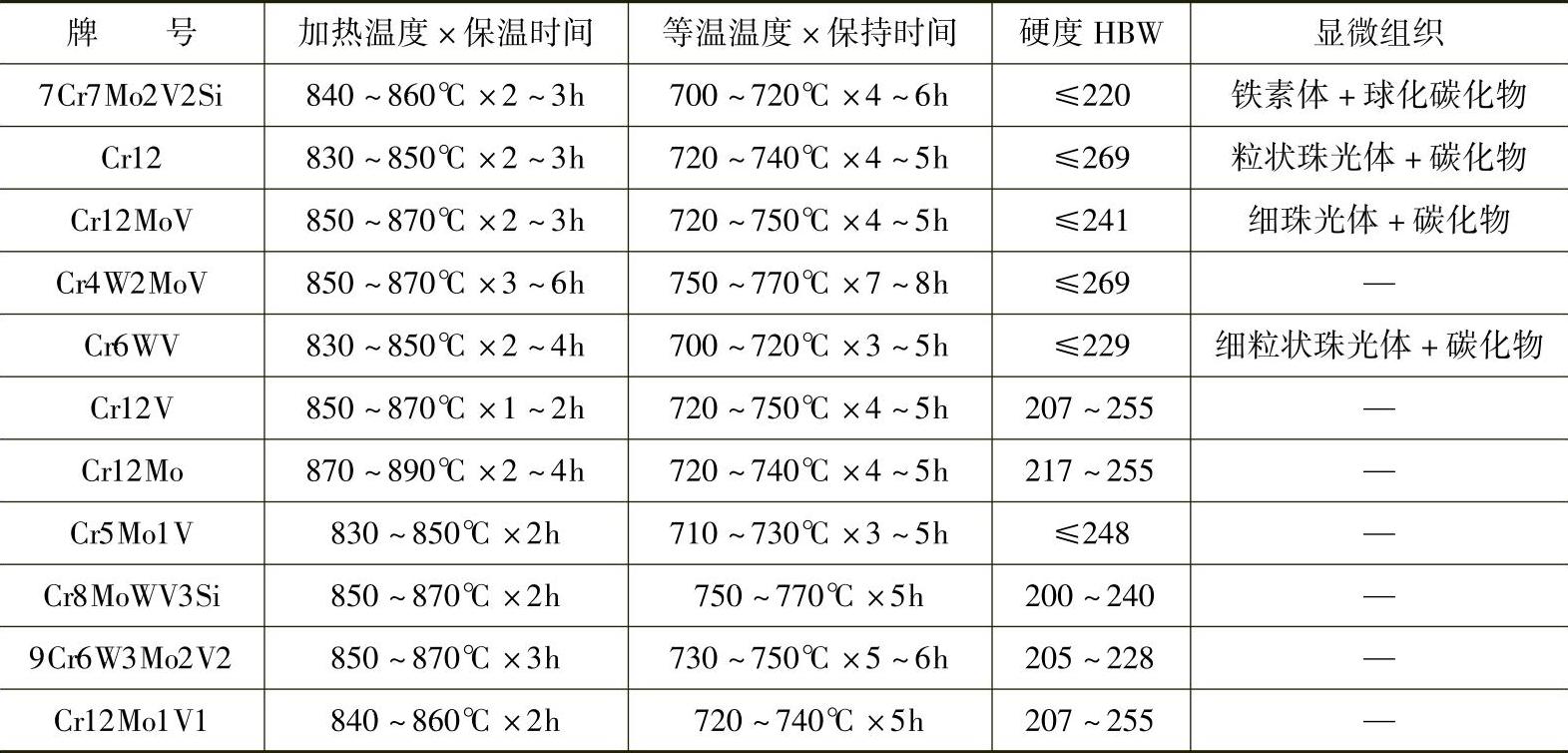
(1)预备热处理 高耐磨冷作模具钢预备热处理通常采用球化退火工艺。表2-26为高耐磨冷作模具钢毛坯成批等温球化退火工艺规范。
表2-26 高耐磨冷作模具钢毛坯成批等温球化退火工艺规范
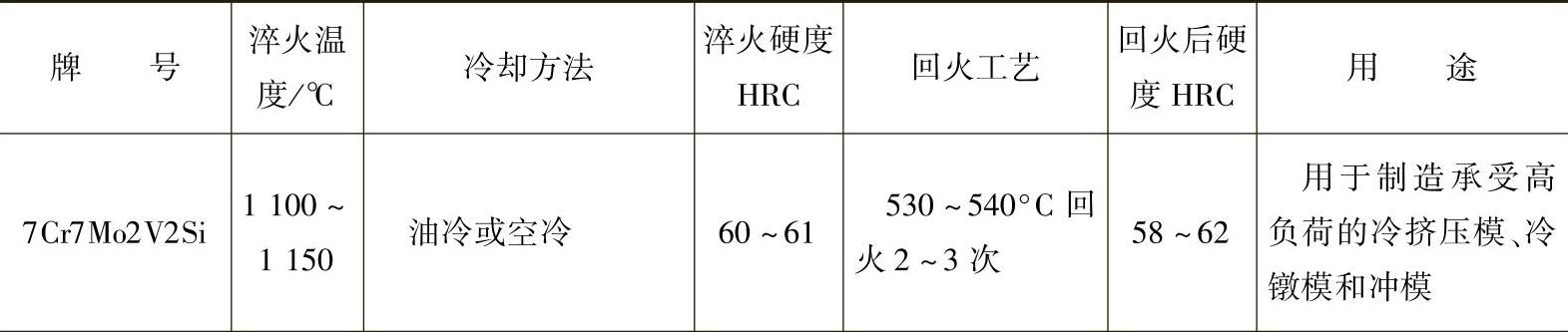
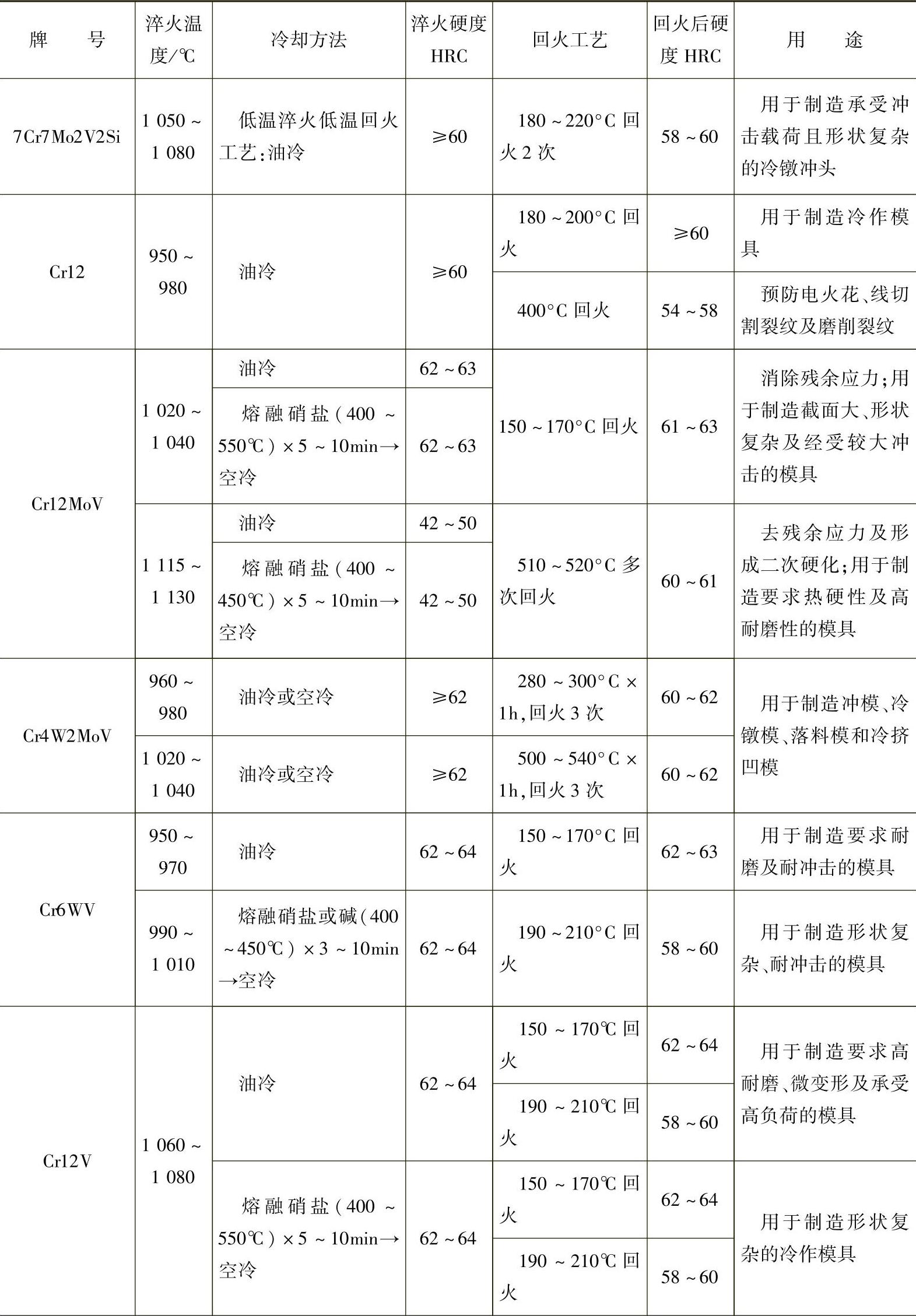
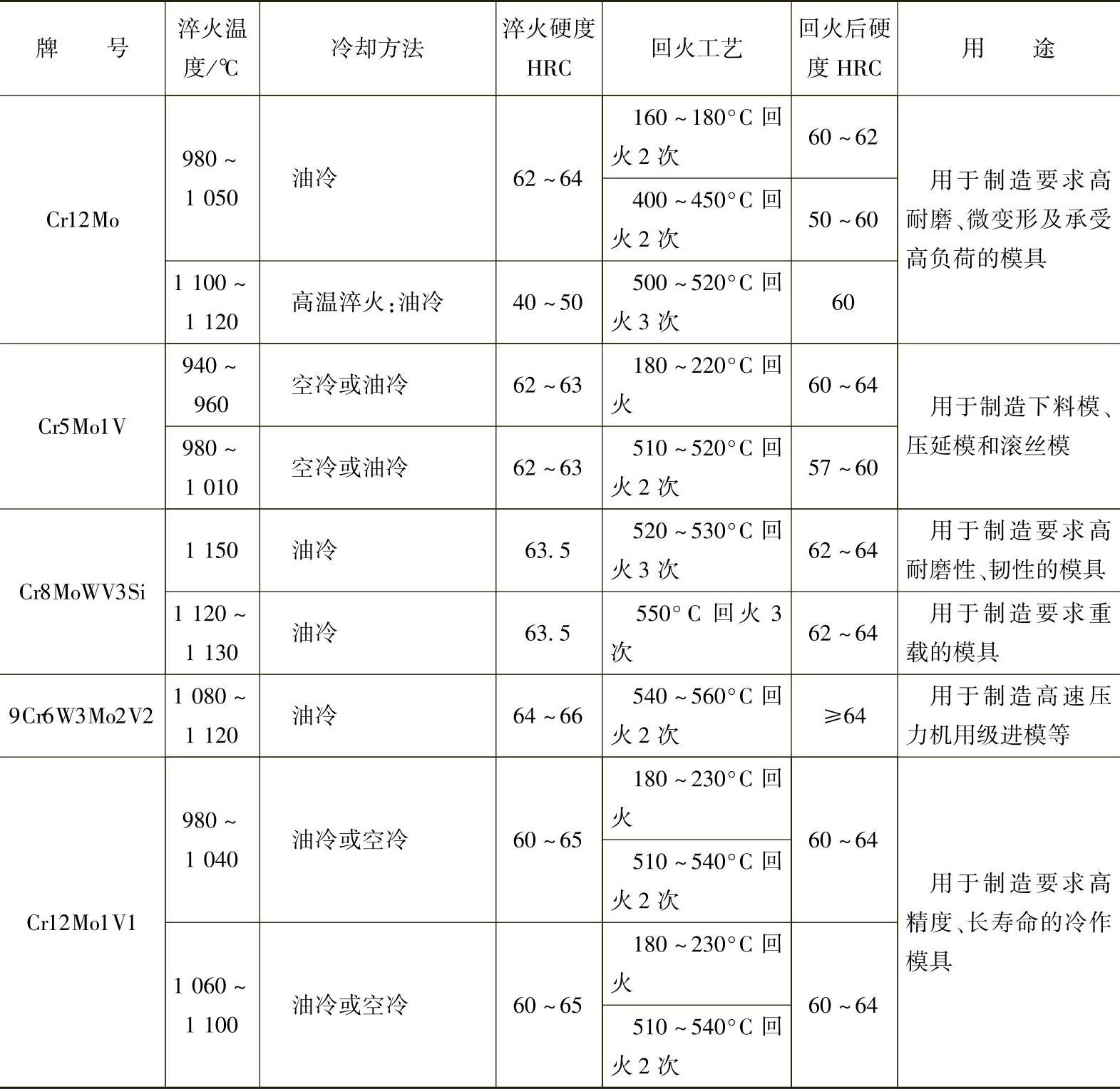
(2)最终热处理 高耐磨冷作模具钢常用的淬火、回火工艺规范见表2-27。(www.daowen.com)
表2-27 高耐磨冷作模具钢常用的淬火、回火工艺规范
(续)
(续)
4.冷作模具用高速工具钢的热处理工艺
冷作模具用高速工具钢主要有:W18Cr4V、W6Mo5Cr4V2、W9Mo3Cr4V、W12Mo3Cr4V3N、6W6Mo5Cr4V等。这类钢主要用于制造要求重载荷、高寿命的冷作模具等。
(1)预备热处理 冷作模具用高速工具钢预备热处理通常采用等温球化退火工艺。表2-28为冷作模具用高速工具钢毛坯成批等温球化退火工艺规范,供参考。
表2-28 冷作模具用高速工具钢毛坯成批等温球化退火工艺规范

(续)

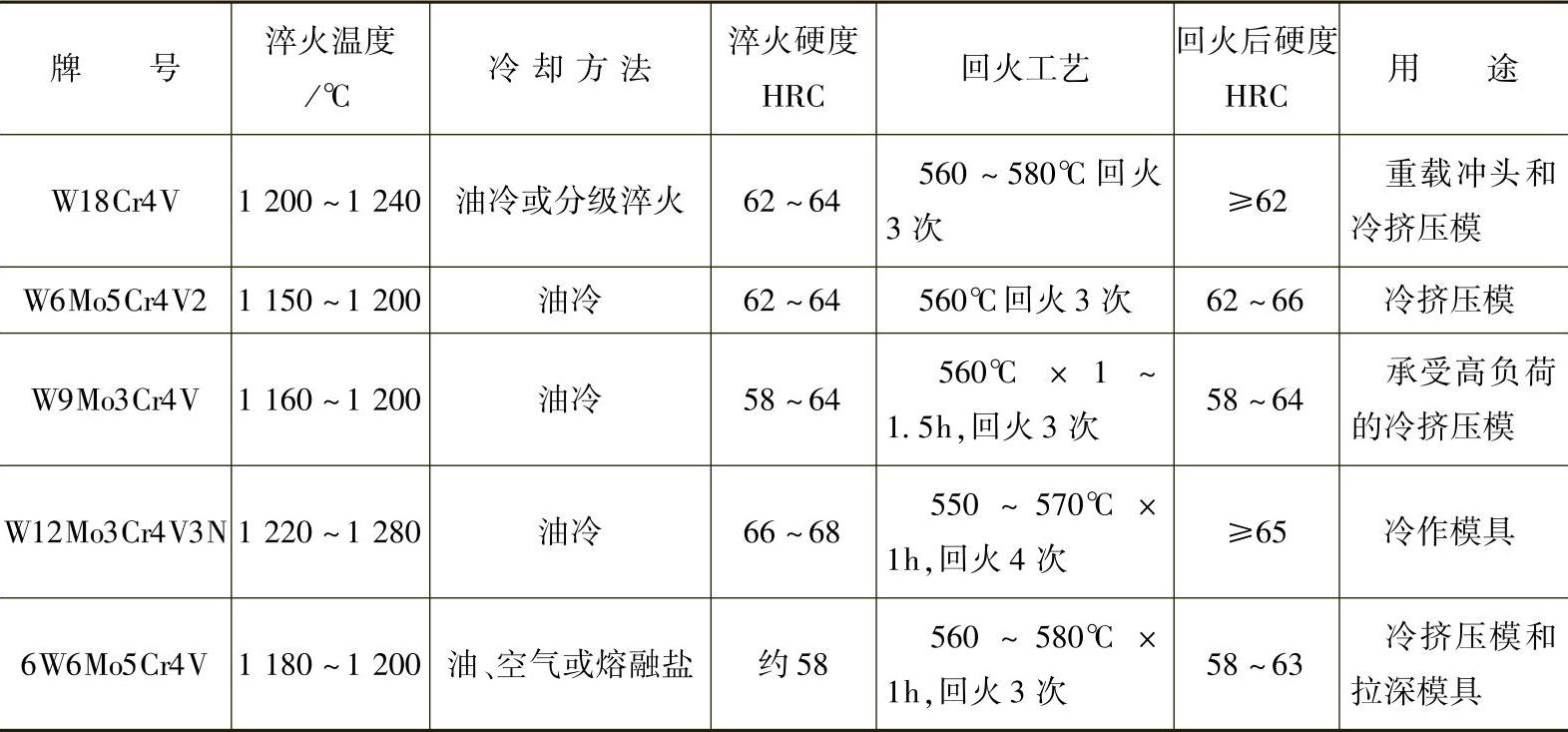
(2)最终热处理 冷作模具用高速工具钢淬火加热前均需要进行1~2次的预热。回火时间根据模具钢种类和零件尺寸大小而定。因高速工具钢淬火后残留奥氏体过多,故需经500~600℃的3次回火才能使残留奥氏体转变为马氏体,并产生最佳的二次硬化效应。表2-29为冷作模具用高速工具钢常用的淬火、回火工艺规范。
表2-29 冷作模具用高速工具钢常用的淬火、回火工艺规范
5.冷作模具用基体钢的热处理工艺
冷作模具用基体钢主要有:6Cr4W3Mo2VNb(65Nb)、5Cr4Mo3SiMnVAl(012Al)、6Cr4Mo3Ni2WV(CG-2)、6W8Cr4VTi(LM1)、6Cr5Mo3W2VSiTi(LM2)、5Cr4Mo2W2SiV、5Cr4W5Mo2V(RM2)等。这类钢主要用于制造要求高负荷、高速耐冲击的冷、热变形模具等。
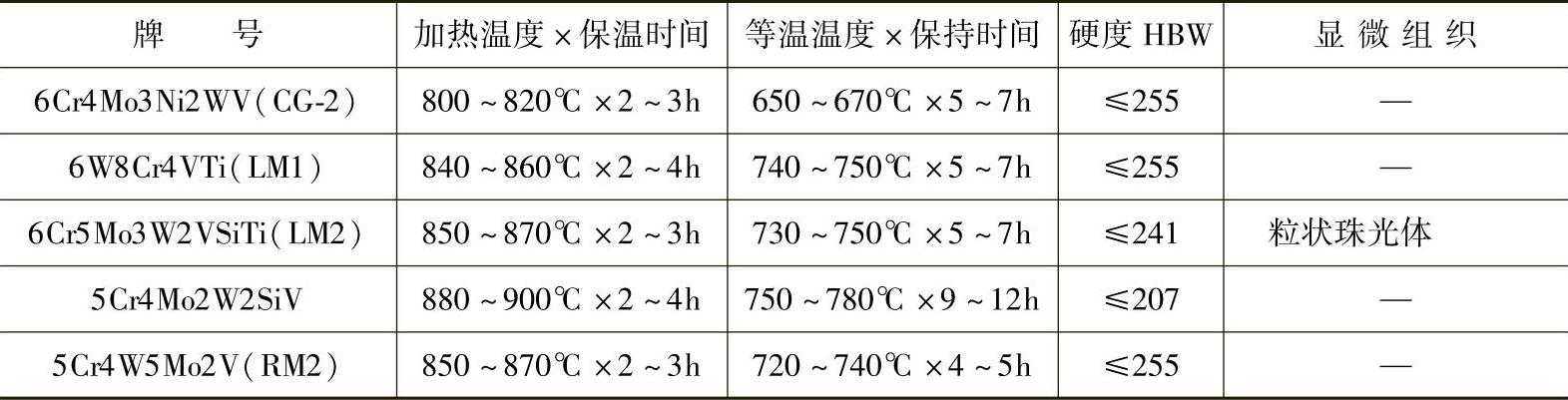
(1)预备热处理 冷作模具用基体钢预备热处理通常采用等温球化退火工艺。表2-30为冷作模具用基体钢毛坯成批等温球化退火工艺规范。
表2-30 冷作模具用基体钢毛坯成批等温球化退火工艺规范

(续)
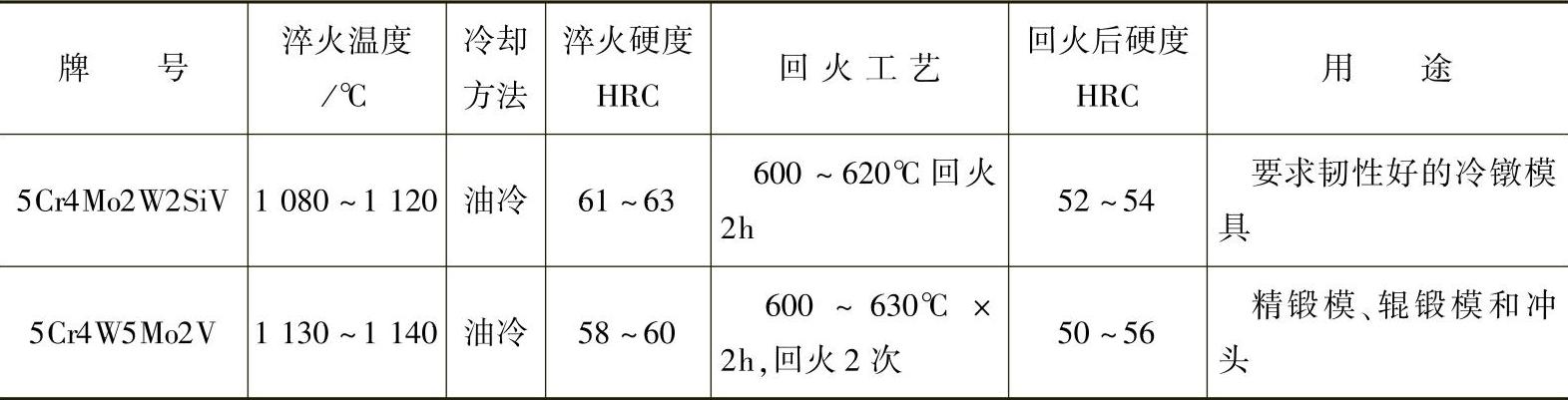
(2)最终热处理 冷作模具用基体钢高温淬火加热前,需根据钢材及具体情况进行预热处理。冷作模具用基体钢淬火、回火工艺规范见表2-31。回火时间根据模具钢种类和零件尺寸大小而定。
表2-31 冷作模具用基体钢的淬火、回火工艺规范
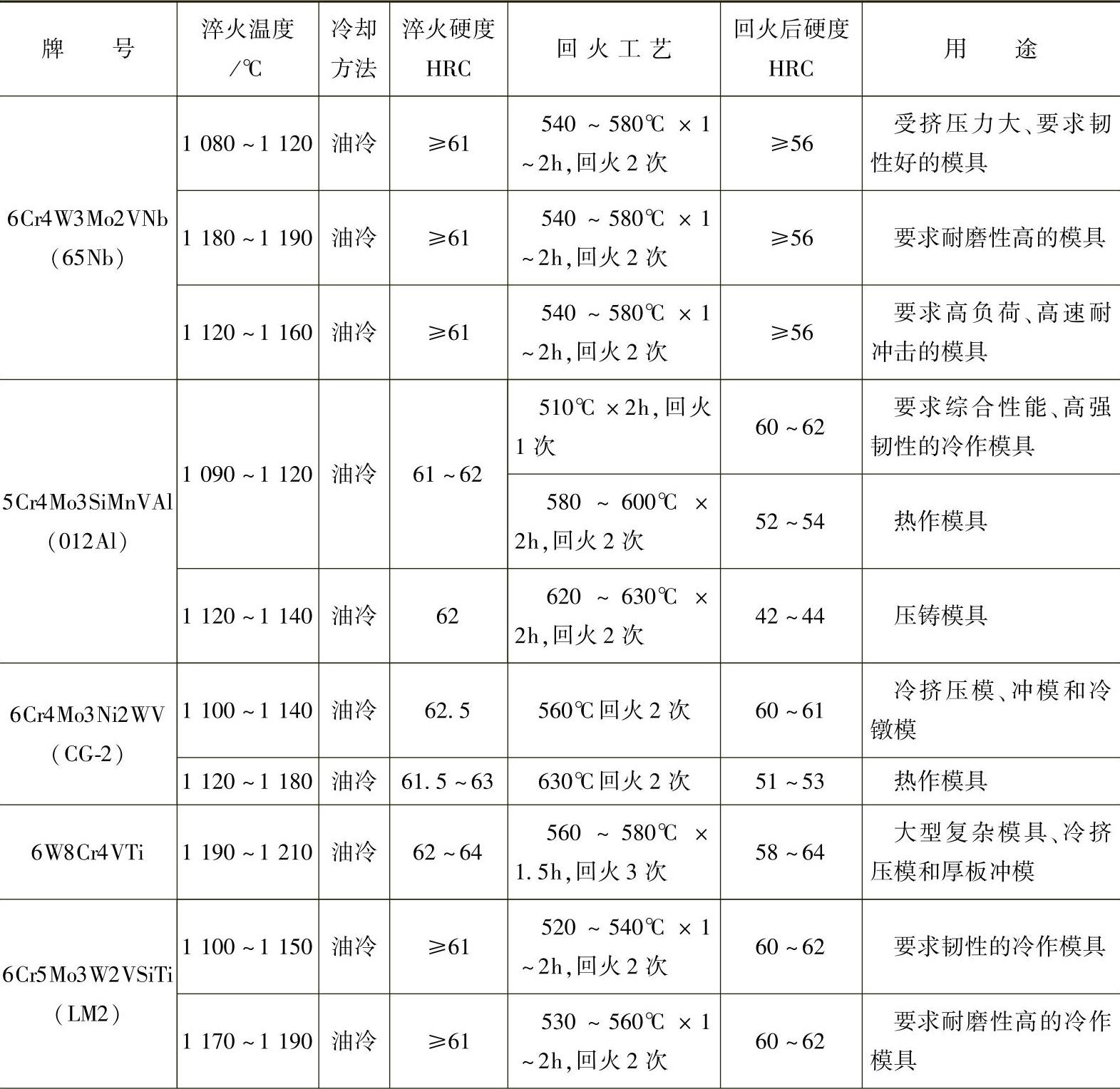
(续)
6.冷作模具用无磁性模具钢的热处理工艺
冷作模具用无磁性模具钢包括高锰系奥氏体钢和奥氏体不锈钢。高锰系奥氏体钢主要有:7Mn15Cr2Al3V2WMo(7Mn15)、5Mn15Cr8Ni5Mo3V2(5Mn15)和7Mn10Cr8Ni10Mo3V2(7Mn10),这类钢适于制造无磁性模具;奥氏体不锈钢主要为12Cr18Ni9,其适宜制造无磁性模具和要求耐蚀性的塑料模具等。
(1)预备热处理 冷作模具用无磁性模具钢预备热处理通常采用高温退火工艺。表2-32为冷作模具用无磁性模具钢毛坯高温退火工艺规范。
表2-32 冷作模具用无磁性模具钢毛坯高温退火工艺规范

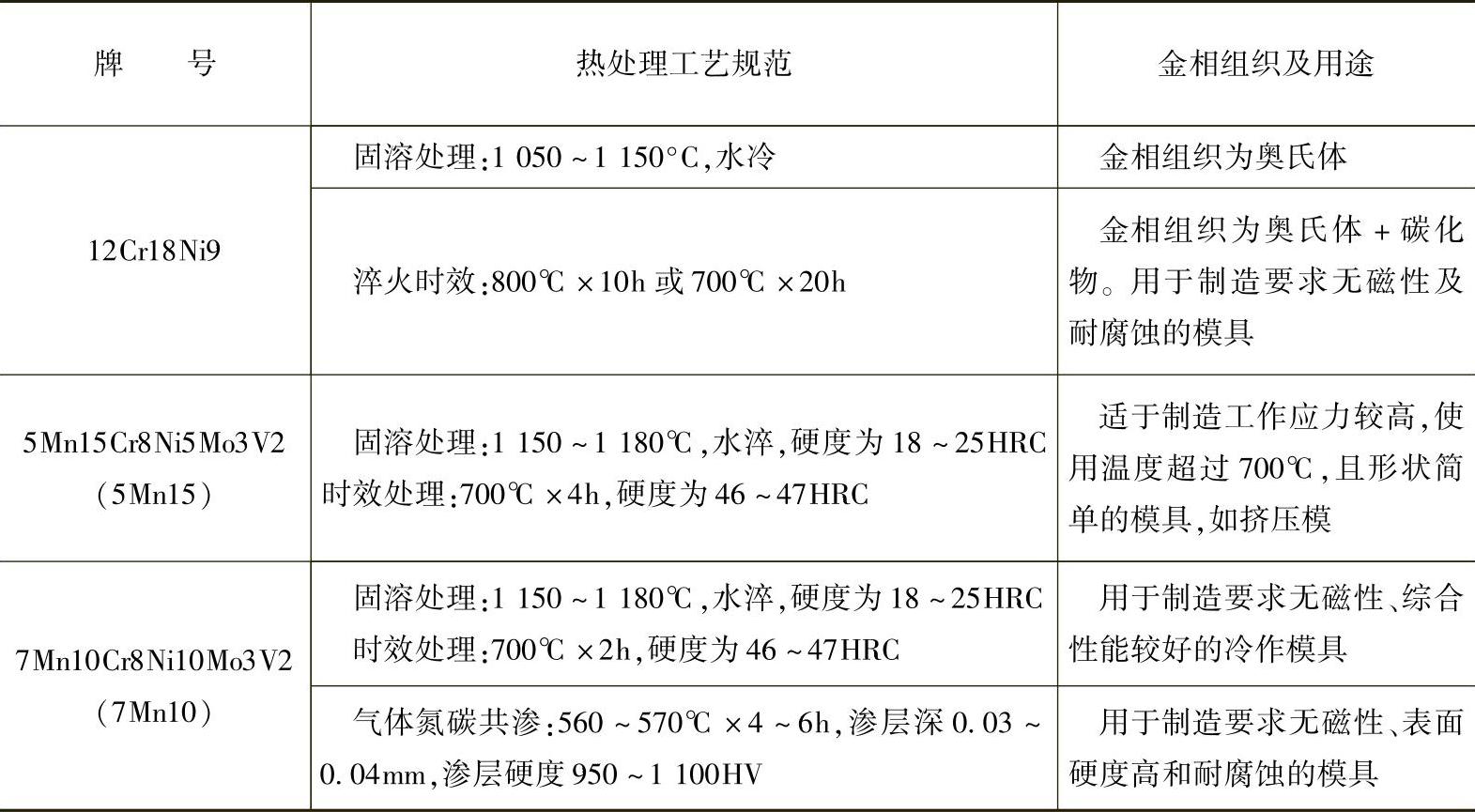
(2)最终热处理 冷作模具用无磁性模具钢的热处理工艺规范见表2-33,供参考。
表2-33 冷作模具用无磁性模具钢的热处理工艺规范
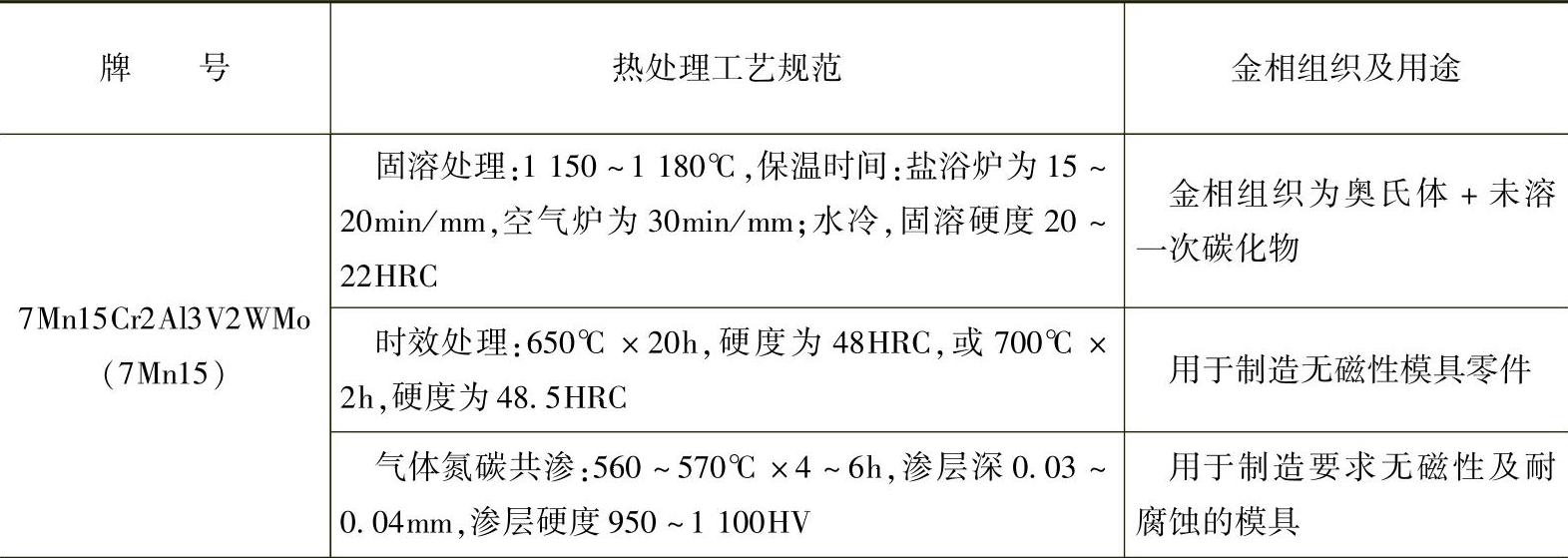
(续)
7.冷作模具用钢结硬质合金的热处理工艺
国产模具用钢结硬质合金的主要牌号有:WC(硬质相)型的TMW50、TLMW50、W50、GW50;TiC(硬质相)型的GT35、R5、D1、T1等。钢结硬质合金的性能介于钢和硬质合金之间,既有钢的高强韧性,又有硬质合金的高硬度和高耐磨性。钢结硬质合金可以通过热处理方法来改变其性能,并可以进行各种机械加工和热加工,故更适合制造各种模具,如冷作模具(冷镦模、冷挤压模、冲压模、拉深模及冲裁模等)和热作模具(中温热作模具、热挤压模具等)等。
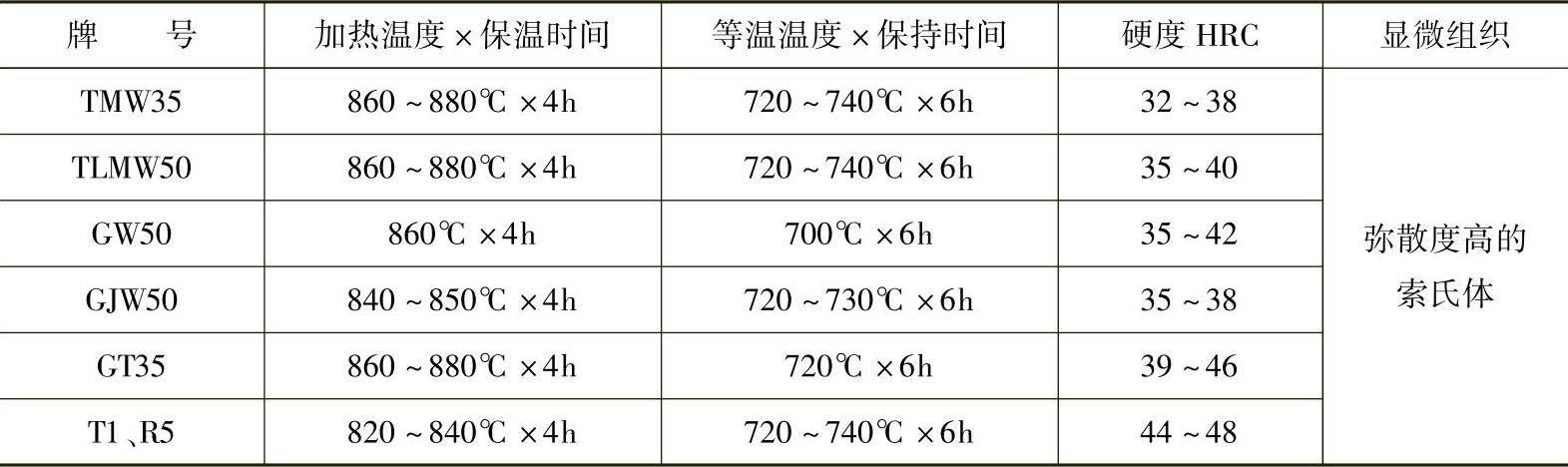
(1)预备热处理 冷作模具用钢结硬质合金预备热处理通常采用等温退火工艺。表2-34为冷作模具用钢结硬质合金毛坯等温退火工艺规范。在进行等温退火时,等温保持6h后炉冷至500℃以下出炉空冷即可。
表2-34 冷作模具用钢结硬质合金毛坯等温退火工艺规范
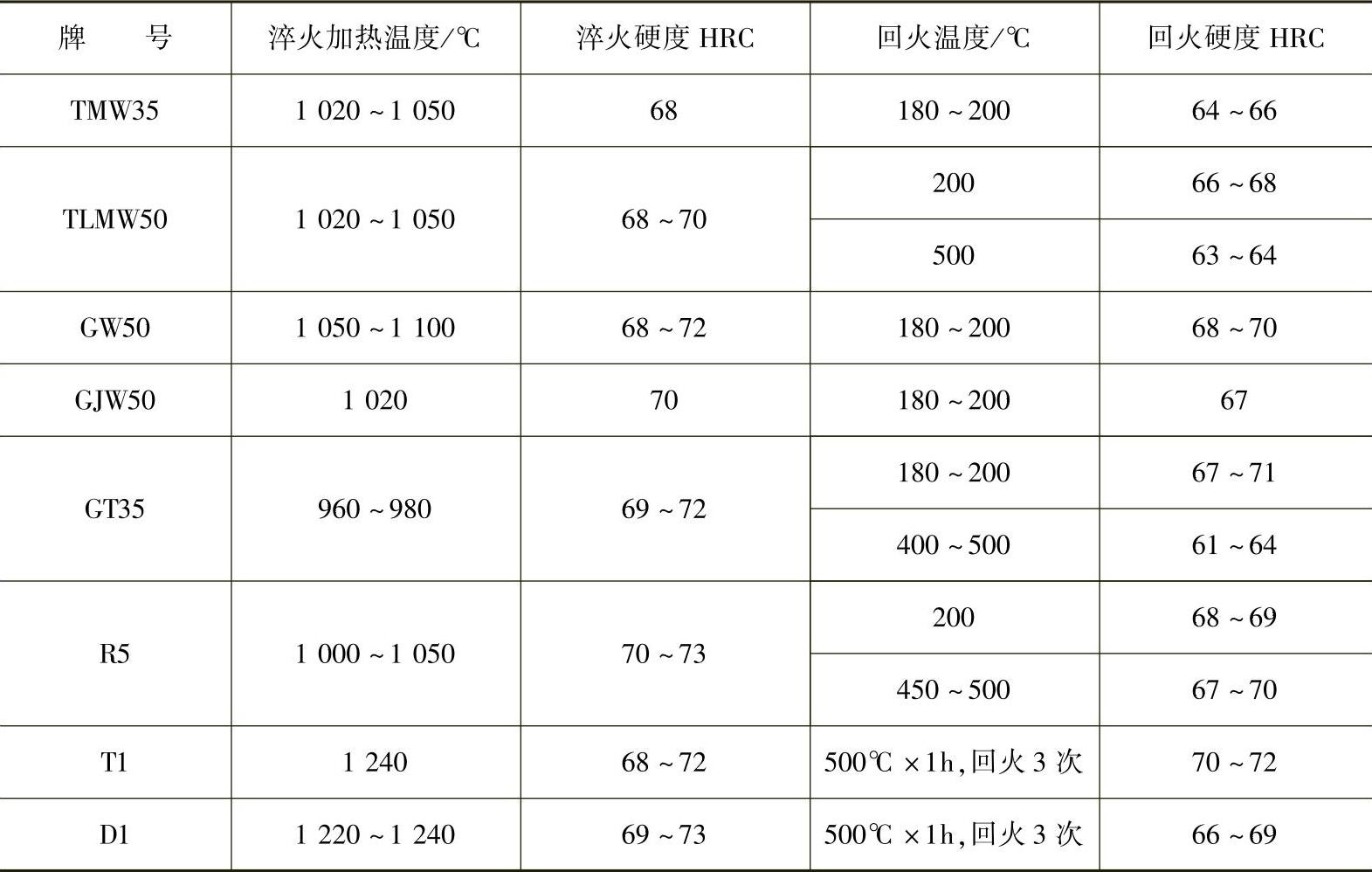
(2)最终热处理 钢结硬质合金有较高的淬透性。对于截面较小且形状不复杂的模具零件,用油冷即可获得较好的效果;对于截面较大且形状复杂的模具零件,采用分级淬火或等温淬火,可避免开裂和减少变形。回火温度一般取180~200℃,保温1.0~1.5h,要求较高韧性的模具可采用较高的回火温度。G型合金(高速工具钢为基体,如T1、D1)的回火温度取500~560℃,回火3次。冷作模具用钢结硬质合金淬火、回火工艺规范见表2-35。
表2-35 冷作模具用钢结硬质合金的淬火、回火工艺规范
8.冷作模具用硬质合金
硬质合金是用难熔金属的高硬度碳化物粉末与粘结金属粉末混合后加压成形,再经烧结而成的合金材料。冷作模具用硬质合金主要用来制造拉丝模具和冷挤压模具等。模具用硬质合金的常用牌号有YG类的YG15、YG20、YG20C、YG25、YG30、YG6、YG8A、YG8C和YG11C等。YG类硬质合金是以高熔点、高硬度的金属碳化钨为硬质相,以钴为粘结相,加压成形后再经烧结而成的一种合金材料。YG类硬质合金模具(如顶锻模、冲压模、冲裁模、拉深模、冷镦模、冷镦组合凸模及凹模等)或模具镶块的使用寿命比一般工模具高几倍到几十倍。该类模具的优点是直接烧结成形,无需机械加工和热处理;缺点是价格较高,成形困难,韧性差且容易脆裂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





