回火是指将淬火(或正火)后的工件加热到Ac1点以下的某一温度,保温一定时间,然后以适当速度冷至室温的热处理工艺的总称。回火主要有两种目的:一是改变淬火组织,得到一定的强度和韧性的配合,获得良好的综合性能;二是消除淬火应力和回火中组织转变应力。根据模具要求,回火可以在150~250℃的低温下进行,或在300~500℃的中温下进行,也可以在500~650℃的高温下进行。
(1)低温回火 通过淬火可以得到正方晶格马氏体(淬火马氏体)。这种马氏体经过低温回火后析出ε碳化物,转变成了立方晶格马氏体(回火马氏体)。这种回火马氏体虽然硬度比淬火马氏体略低一些,但却显著增加了韧性,这对提高模具的耐用性有重要意义。对于碳素工具钢和合金工具钢等冷作成形模具一定要进行低温回火,特别是对于承受冲击较大的模具,必须在250℃以上进行回火。由于ε碳化物的析出速度十分缓慢,因此要求加热保温时间要长,最少也要1h以上。此外,如果在空气中对工件进行加热,则由于热传导效果差,会导致组织均匀性不好。故回火加热一般在油浴或硝盐浴中进行,冷却时采用空冷的方法。
(2)高温回火 为了使淬火后的工件得到较好的韧性,通常采用高温回火的方法。高温回火的温度根据机械零件抗拉强度的要求来决定。高速工具钢的回火温度是550℃左右,因为高速工具钢在550℃回火时产生二次硬化现象,使得其切削性和耐磨性都得到很大提高。高速钢之所以会形成二次硬化,是由于高温回火时钢中的碳化物析出和残留奥氏体转变为马氏体。因此,为使钢的二次硬化更充分,应进行2或3次的回火处理。
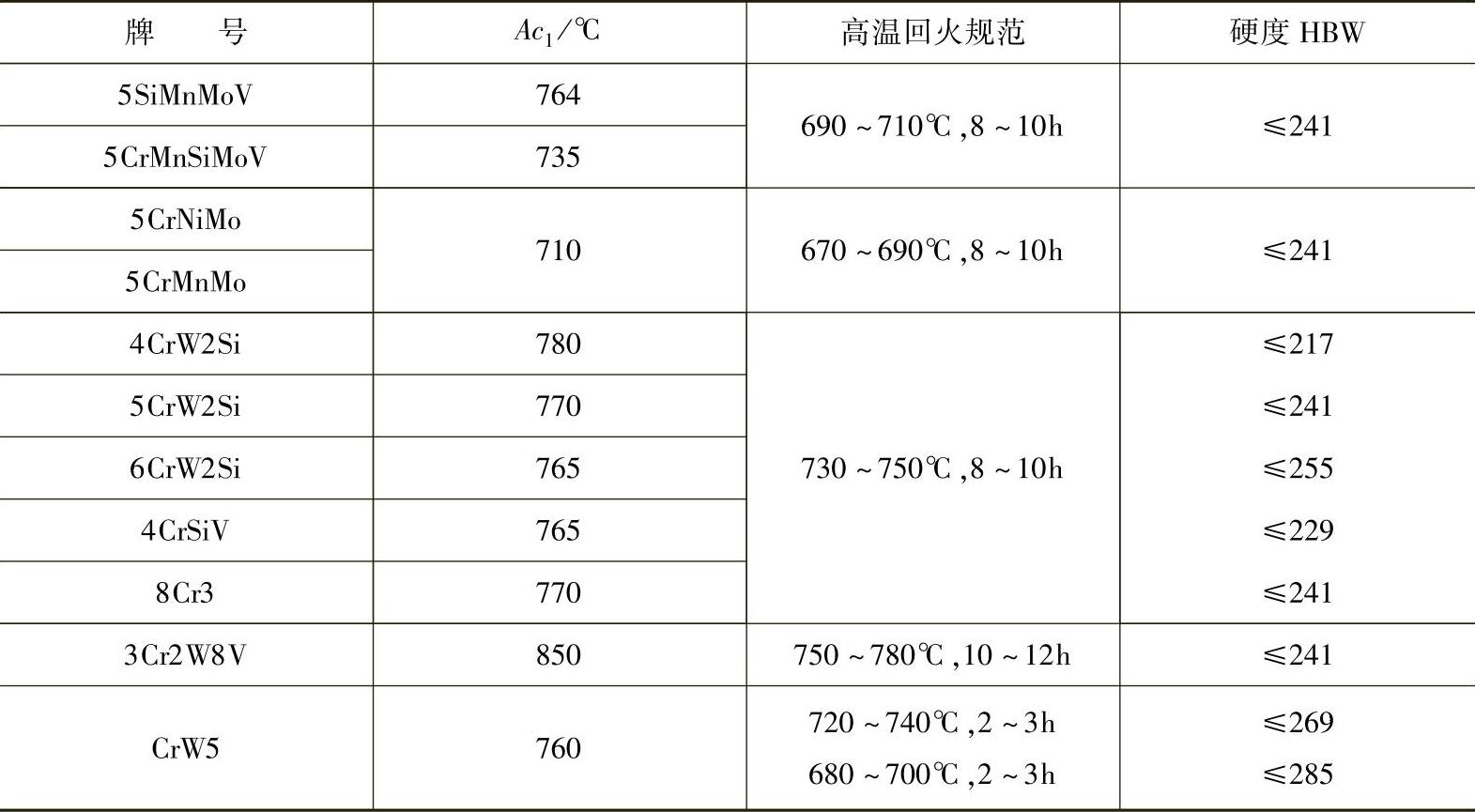
高温回火可用于含钨模具钢(如3Cr2W8V、CrW5、5CrW2Si钢等)毛坯的软化处理。这类钢在Ac1温度以上持续退火后,有可能形成稳定的WC及W2C型碳化物,使钢的淬硬性及淬透性下降。而如果对其进行高温回火,则可获得细小的球化组织。其高温回火软化规范见表2-6。
表2-6 含钨模具钢和小型模具钢的高温回火软化规范
高温回火也可用于小型热作模块锻坯(厚度<300mm)的软化处理。由于小模块容易锻造充分,高温回火已能够保证其得到良好的金相组织。
高温回火还可用于模具返修前淬火或渗氮模具精加工前消除残余应力,以防止模具变形。低合金工具钢及碳素工具钢消除应力高温回火规范为:630~650℃,1~2h;高合金工具钢消除应力高温回火规范为:680~700℃,2~3h。(https://www.daowen.com)
(3)中温回火 中温回火温度为300~500℃,其目的是为了获得高的强度和韧性的综合力学性能,回火后金相组织为回火托氏体,硬度一般为40~50HRC。中温回火主要用于热镦模、模套、顶杆、弹簧等模具零件。
模具回火应认真执行回火工艺,如果回火时间过短或回火温度过低,将会导致回火不充分,从而造成模具崩刃、开裂以及精密模具使用一段时间后尺寸发生变化。回火时间与模具有效厚度、回火温度及加热介质的关系见表2-7。
表2-7 回火时间与模具有效厚度的关系
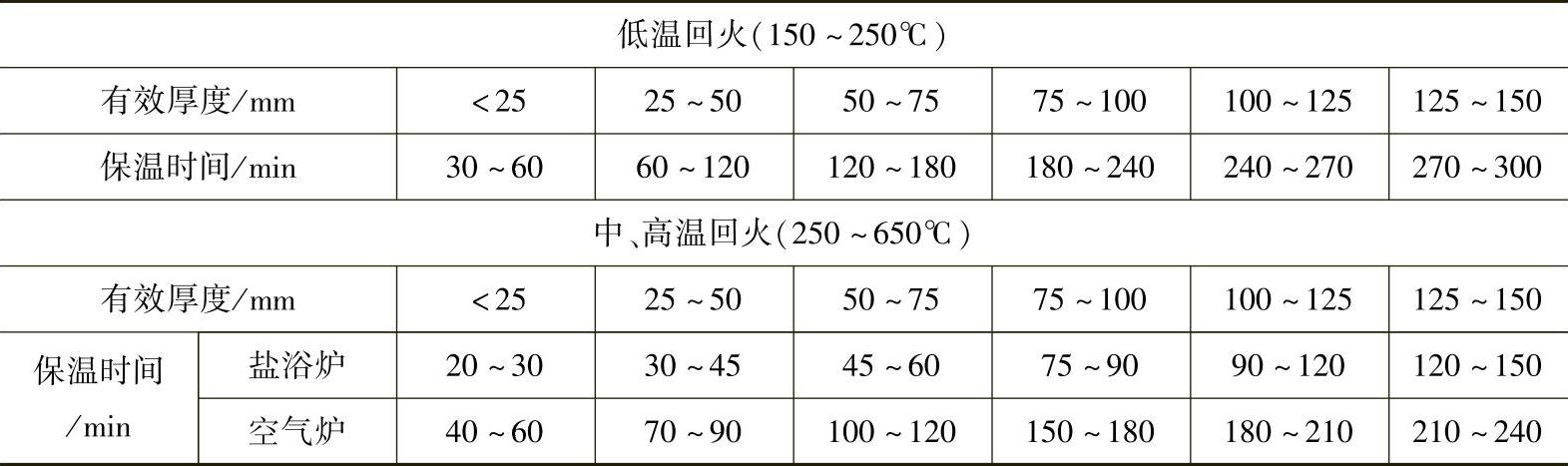
当装炉量较大时,应适当延长回火时间。合金钢也应适当延长回火时间,特别是高合金钢由于其导热性差,合金元素阻碍碳元素的扩散,故回火时间还应再适当延长一些。
(4)阶梯回火 工件淬火后以两个不同的温度进行回火的工艺操作称为阶梯回火。阶梯回火的优点是可以获得更加细小而分散的碳化物。9SiCr钢淬火后一次回火的工艺是分别在200℃、240℃、280℃、320℃或360℃回火1h;若采用阶梯回火(180℃回火1h+在上述回火温度下回火2次,每次0.5h),则可使模具具有较高的强韧性,在硬度值相同时,模具的冲击韧度及使用寿命可分别提高38.5%~55.5%和50%。
实践证明,对于一些加工完成后检验合格的模具采用多次回火的办法,会使模具使用寿命有不同程度的提高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




