时间定额的计算,主要是计算单件时间定额、基本时间、辅助时间等。它们的计算顺序,则是先计算基本时间、辅助时间等,最后计算单件时间定额。
下面介绍这些时间是如何计算的。
(1)基本时间计算 基本时间用符号tj(单位为min)表示。在前面说过,机械加工中的基本时间是刀具直接切除毛坯上余量形成要求表面时所消耗的时间。因此它的计算,可用机械加工时的基本时间计算公式来计算。其计算公式为

式中 n———机床转速(r/min);
f———纵向进给量(mm/r);
nf———纵向行程速度(mm/min);
i———进给次数;
L———刀具行程(mm)。
其中,机床转速n,纵向进给量f已在切削用量的选择中确定,而刀具行程L并不是工件加工表面的长度,而是需要计算的。从图2-65所示的加工外圆表面的刀具行程长度示意图中就可看出,刀具行程L是由三部分组成的,即
L=l+l1+l2 (2-15)
式中 L———刀具行程(mm);
l———工件上加工表面长度(mm);
l1———刀具切入长度(mm);
l2———刀具切出长度(mm)。
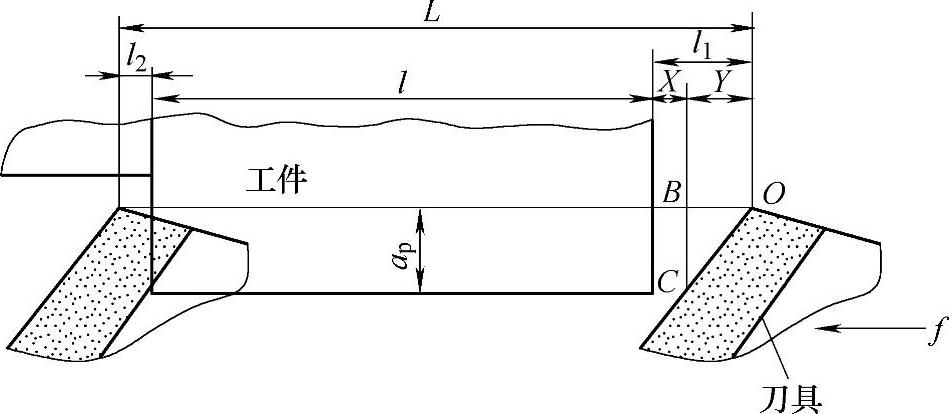
图2-65 车外圆时刀具行程长度示意图
l1是指刀具的切削刃(特别是刀尖)切入工件之前所移动的距离,而这一段距离又包括两段,如图2-65所示的X,Y。因此,l1=X+Y。其中,X为趋近工件距离。这是为了保护切削刃不被转动的工件碰坏而设置的趋近工件的一段长度,一般其值X=0.5~2mm。
Y为刀尖偏移距离。它是由于刀具主偏角κr<90°时,使刀尖偏移的一段长度。如图2-65中所示刀尖由B偏移至O的距离(当刀具主偏角κr=90°时,此距离为零)。
Y值可由图2-65中直角三角形来计算。在直角三角形BOC中:∠BOC=κr,BC=ap(背吃刀量),BO=Y,则Y=apcotκr。
将x、y数值代入上式l1=X+Y,则可得l1的计算公式,即(https://www.daowen.com)
l1=(0.5~2)+apcotκr
l2是指刀具上切削刃(包括刀尖)切出工件后,离开工件的一段长度。这是为了保证切除完工件的表面长度l上的全部余量而设置的一段长度。如果不设置这段长度,工件的末端将会出现飞边,或者有一微小段余量未被切除现象。刀具切出长度值可查《金属机械加工工艺人员手册》[1]来确定。
通过上面分析和计算,即可计算出刀具的行程长度L,从而计算出基本时间定额来。
(2)辅助时间定额的计算:辅助时间用符号tf表示。
由于辅助时间是一些辅助操作劳动所消耗的时间。这些时间是很难计算的。一般是根据具体劳动操作确定,例如工人技术水平和熟练程度、工件是找正装夹还是夹具装夹以及其他实际情况,据此估计一个平均消耗时间数值,使其约占基本时间的百分比来确定。
据有关资料介绍:辅助时间tf一般按基本时间tj的15%~20%来计算。即
tf=tj(15%~20%)
注意:基本时间tj与辅助时间tf之和,称为作业时间(又称为工序时间或操作时间),即直接用于制造产品或零部件所消耗的时间。作业时间用符号tz表示。其计算公式为
tz=tj+tf (min)
(3)布置工作地时间的计算 布置工作地的时间用符号tp表示。布置工作地时间tp也和辅助时间一样,只能估算。一般可按作业时间tz的2%~7%来计算。即
tp=tz(2%~7%)(min)
(4)休息与生理需要时间的计算 休息与生理需要时间用符号tx表示。与布置工作地时间的处理方式一样,一般可按作业时间tz的2%来计算。即
tx=tz2%(min)
(5)准备与终结时间的计算 准备与终结时间,简称为准终时间,用符号tzj表示。准终时间tzj,一般按作业时间tz的3%~5%来计算。即
tzj=tz(3%~5%)(min)
准终时间tzj对一批零件来说只消耗一次。故分摊到每个零件上的时间为tzj/n(其中n为一批零件数目)。
由此看到:加工零件批量越大,则分摊到每个零件上的时间就越少。因此,大批大量生产中可以忽略不计。只有在中小批量生产中才予以考虑。特别是重型机械行业和一些对外加工企业,单件加工或只有极小批量加工时,则应考虑这一时间。
(6)单件时间的计算 单件时间用符号td表示。
单件时间td是完成一道工序所消耗的时间。它包括基本时间tj、辅助时间tf、布置工作地时间tp、休息与生理需要时间tx、准终时间tzj/n(单件时间)。其计算公式为
td=tj+tf+tp+tx+tzj/n
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





