切削用量是什么意思呢?切削用量是指在机床上用刀具切除毛坯上的余量,形成要求表面的工艺过程中所采用的一些物理量。由于加工工件采用的机床和刀具的不同,而有不同的切削用量。例如,车削加工使用的是车床和车刀,车削时的切削用量有背吃刀量、进给量和切削速度共三个量,如图2-58中所示的ap、f和vc。
图2-58中符号意义;
dw———待加工表面直径(即毛坯外圆直径)(mm)。
dm———已加工表面直径(mm)。
n———工件转速(即机床转速)(r/min)。
(1)背吃刀量ap(又称为切削深度):背吃刀量是垂直于进给速度方向的切削层最大尺寸。通俗地讲,就是加工工件时,在“对刀”后的“进刀”中切除毛坯上余量层的厚度。其值为毛坯表面与已加工表面之间的垂直距离,单位为mm,如图2-58所示。可用下式计算:
ap=(dw-dm)/2
(2)进给量f 进给量f是指车刀沿工件轴线进给移动时,使毛坯上余量层连续投入切削的一个物理量,即刀具在进给运动方向上相对工件的位移量。其f值为工件每转一转,车刀沿进给方向移动的距离,如图2-58所示。f单位为mm/r(每转移动毫米),称为每转进给量。(https://www.daowen.com)
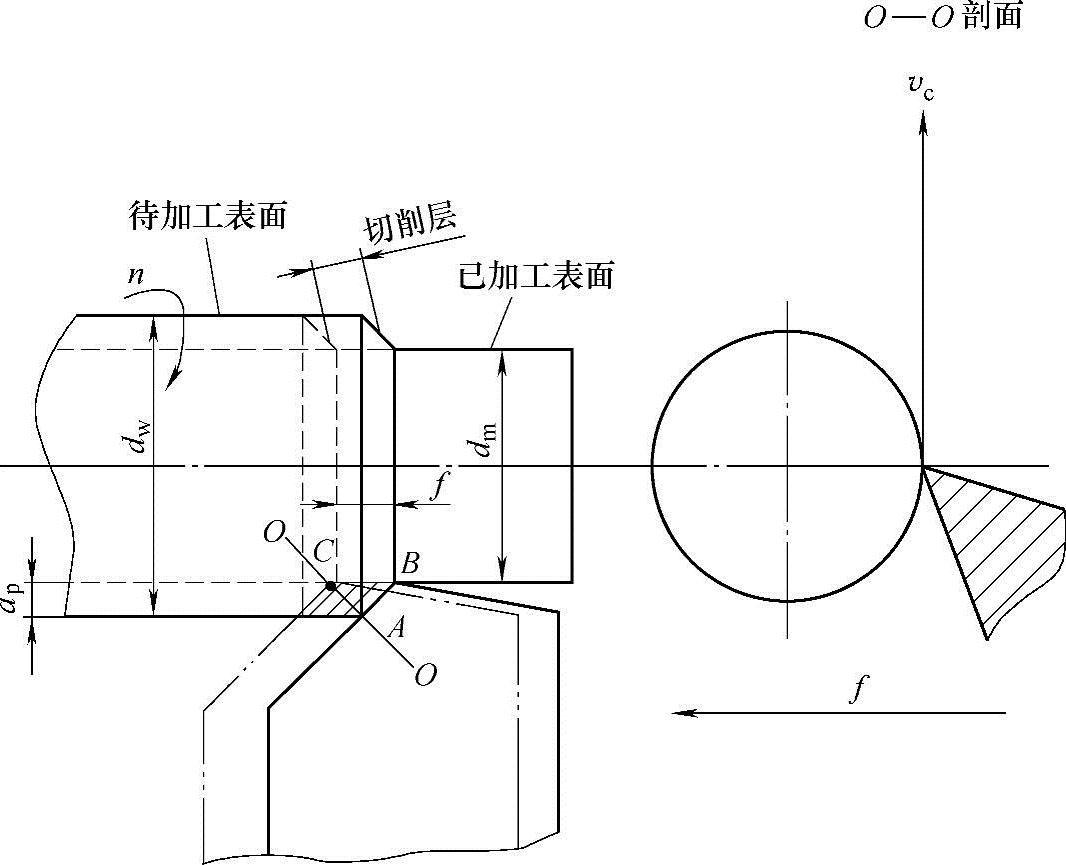
图2-58 车削用量三要素
(3)切削速度 用符号vc表示。切削速度vc是指工件回转时,车刀切除外圆表面上余量层的一个物理量,即切削刃上选定点相对于工件主运动的瞬时速度,单位为m/s或m/min。其值是指车刀主切削刃与工件最大直径接触点(如图2-58所示A点)处的圆周线速度。可用下式来计算:
vc=πdwn/1000
从上面对三个切削用量的讨论中,可以看到车刀切除外圆表面余量的情况:刀具以背吃刀量ap来切除余量切削层宽度,以进给量f来切除余量切削层厚度,以切削速度vc来切削余量切削层长度,三者就以这种形式来完成圆表面余量层的切除工作。
在形成加工表面过程中,背吃刀量ap控制着刀尖位置,进给量f和切削速度vc作成形运动,以形成所要求的圆柱形表面。
切削用量的这些作用对于加工工艺的创新来说都具有一定的启迪意义。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





