工序的定义:工序是指由一个(或一组)工人,在一个工作地对一个(或同时对几个)工件所连续完成的那一部分工艺过程。
对于这一工序意义的表述,如果没有深入的阐明和解释,人们是很难理解和认识的,而且还会影响到对零件的工序划分问题。为了弄清楚工序意义的表述并扫清障碍,首先研究和讨论一下,工序是怎么产生的。
(1)工序由来及其本意讨论 以图1-15。螺钉零件的加工来说明。
螺钉零件的毛坯为圆棒料,加工件数较多。
其加工表面有:端面、外圆表面、直角台阶面、45°倒角表面、螺纹表面、螺钉头端面和侧面、30°倒角表面。
螺钉零件由毛坯转变为成品的整个机械加工工艺过程如下:
车削端面→车削外圆表面→车削直角台阶面→车削45°倒角表面→车削螺纹表面→切断→车削螺钉头端面→车削30°倒角表面→铣削六方平面。
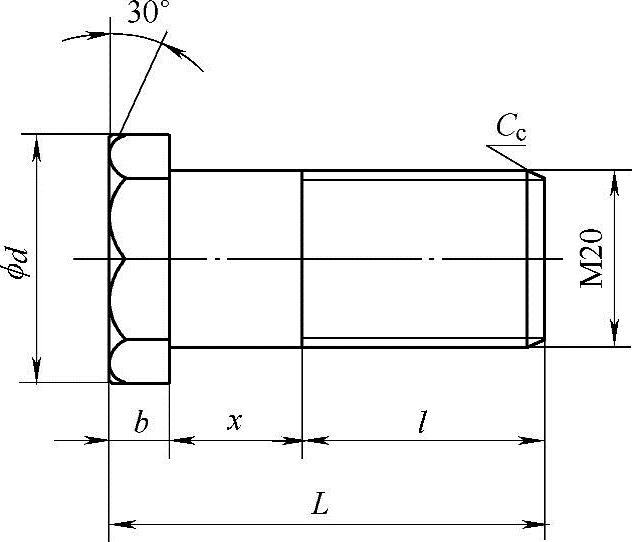
图1-15 螺钉
根据螺钉的生产数量较多和所使用机床等情况,将其工艺过程划分为以下几部分(即部分工艺过程)。
第一部分工艺过程:从车端面、外圆表面、台阶面、倒45°倒角表面、螺纹表面、到切断为止,是第一次装夹中连续完成加工的。
第二部分工艺过程:从车平螺钉头端面到加工30°倒角表面为止,是在调头装夹中连续完成加工的。
第三部分工艺过程:铣削六方平面,采用单刀铣削时,则是一面一面地连续完成的;采用双刀组合铣削时,则是两面两面地连续完成的。
由此可以看到,一个简单螺钉零件的机械加工工艺过程,是由三部分工艺过程所组成。也可以说螺钉零件由毛坯转变为成品,需要经过三部分工艺过程才能完成加工。
随着零件结构复杂程度和技术条件要求的增高,其加工时需要经过的部分工艺过程就越多、越复杂,而这些需要不同加工设备、工艺装备以及加工技术和方法的部分工艺过程,在零件的生产过程中,是很难组织、管理和安排的。
为了改变这种不利状况,并便于组织和管理,以及安排生产和分析研究的需要,人们就将这些部分工艺过程,用一个简洁而富有含义(工艺过程加工顺序)的名称代号———工序来表示。例如,螺钉零件在整个机械加工过程中,需要经过三个部分工艺过程完成加工,则可表示:需要经过三道工序完成加工。这就是工序的由来,以及工序是表示部分工艺过程的本意。
当加工设备不同时,由于部分工艺过程中的加工设备和加工情况的不同,则有不同的工序名称。例如,螺钉零件的第一、第二部分工艺过程使用的是车床,则有车削工序名称来表示,而第三部分工艺过程使用的是铣床,则有铣削工序来表示。
当使用刨床、磨床、钻床、镗床等机床时,则有刨削工序、磨削工序、钻削工序、镗削工序来表示。
当使用不同的齿轮机床加工齿轮时,则可以用滚齿工序、插齿工序、刨齿工序、磨齿工序来表示。(https://www.daowen.com)
当部分工艺过程中,采用不同机床加工不同表面时,则有不同的工序。例如:采用不同机床加工圆柱形表面时,则有车削外圆工序、磨削外圆工序、车削内孔工序、磨削内孔工序、镗削内孔工序等。
采用不同机床加工平面时,则有铣削平面、刨削平面、磨削平面等工序。
采用不同机床加工螺旋表面时,则有车削螺纹、铣削螺纹、磨削螺纹等工序。
当部分工艺过程,分为不同的加工阶段(即粗加工阶段、半精加工阶段、精加工阶段)时,则有以下工序名称:粗车工序,半精车工序、精车工序;粗镗工序、半精镗工序、精镗工序等。
由此,不但扩大了对工序的认识和了解,而且还进一步了解到零件的机械加工工艺过程是由一个或若干个排列有序的工序所组成。例如,螺钉零件的机械加工工艺过程是由三个排列有序的(车削工序Ⅰ、车削工序Ⅱ、铣削工序)所组成。
(2)关于部分工艺过程条件或特征的讨论 下面先来讨论工艺过程的条件。
本书前文讲过:工艺过程就是切除毛坯上余量形成表面,使其转变为产品的工艺过程。例如:加工螺钉零件,从切除毛坯端部余量形成端平面开始,到切除六方余量形成六方平面,从而使其转变为螺钉产品,这一整个工作过程就是工艺过程。
在这一工艺过程中,要切除余量形成表面,就必须有人、有设备来对工件做工作。因此工人、设备、工件就是构成工艺过程的必要条件。据此,则构成的螺钉零件工艺过程的条件是:一个工人在一台设备上对一个工件加工。但是,这样的条件太狭隘,包容性差。例如:在重机行业的重大设备上工作的工人,就不止一个而是几个(有机长和助手等一组人)。又如,钳工装配机械设备时,就不是一个人在一台设备上,而是好几个人在装配工作地同时工作。再如,一些企业的一些工人在加工连杆零件时,就不是对一个工件,而是同时对若干个工件进行加工。所有这些现象,都超出了上面那些条件框框。
人们为了使这些条件更完美、更加具有普遍指导意义,则将构成工序的必要条件中的工人确定为:一个(或一组)工人;将对工件确定为:对一个(或同时对若干个)工件。这就是构成工艺过程(即工序)的具有普遍指导意义的必要条件。
现在来讨论“连续”条件:“连续”是界定部分工艺过程的条件,从螺钉零件的三个部分工艺过程的划分现状就可以说明。
例如:以第一个部分工艺过程来说,之所以将其划分为一个部分工艺过程,就是由于这段加工过的加工内容:车端面、外圆表面、台阶表面、45°角表面、螺纹表面、切断,都是在本次装夹中“连续”完成加工的。
第二个部分工艺过程,其加工内容有:车平螺钉头端面、倒30°表面。它们都是在调头装夹中“连续”完成加工的,因而才划分一个部分工艺过程。
第三部分工艺过程,其加工内容有:铣削六个平面。这些平面都是在本次装夹中,如果是采用单刀铣削,就一面一面地“连续”完成加工。如果是采用双刀组合铣削,就两面两面地“连续”完成加工,因而才划分为一个部分工艺过程。
又例如,当螺钉零件为单件小批量生产时,也可将其划分为两个部分工艺过程,即车削工艺过程和铣削工艺过程。
第一个车削工艺过程,其加工内容有:车端面、外圆表面、直角台阶面、倒45°角表面、螺纹表面、切槽、倒30°角表面、切断。这些内容都是在本次装夹中“连续”完成加工的。因而它才划分为一个部分工艺过程。第二个铣削过程是和前面的一样的:“连续”完成加工六个平面而划分为一个铣削工艺过程。
这就不难看出:“连续”确实是界定部分工艺过程的必要条件。
通过以上的分析和讨论,读者不仅会对工序有一个全面而深刻的了解和认识,而且将有助于零件的工序划分工作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






