(1)确定毛坯结构形状 毛坯结构形状如何来确定呢?可以这样来思考:机械设备上的机械零件的结构形状,都是在机械加工中,经过不同的工艺过程,将毛坯上余量切除并形成所需表面后而得到的。不难看出,只要在零件的结构形状一定的加工表面上附加一金属层余量(即毛坯余量)后,就可得到毛坯的结构形状。这就是确定毛坯结构形状的基本方法。
这样看来,根据这一基本方针来确定毛坯结构形状,似乎很简单,即只要在零件结构形状的表面上附加一层余量后,不就成功了吗?其实不然,它并不是那么容易的。在实际工件中,因受一些因素影响和制约而使其很麻烦。下面举例说明:
例如,确定结合子零件的毛坯结构形状时,如果按照零件工作图样上所表达的结构形状,在其加工表面上附加一层余量后,即成为所要确定的毛坯结构形状,那就大错特错了。因为这个具有4×21mm直角槽、花键孔和多台阶孔等结构形状的毛坯,在锻造加工生产中是很难锻造出来的。这就是说在确定毛坯结构形状时,要考虑生产制造这一因素的影响和制约的问题,要对零件结构形状合理取样(下面再详讲)。
除了生产制造这一影响因素外,有些毛坯零件还要考虑机械加工工艺问题。例如:有些铸件毛坯为了便于在机械加工中的装夹,要在毛坯上铸出工艺孔;有些企业的大量自制螺钉、螺母等来连接零件毛坯;为了提高生产率、节约材料和降低成本,而将若干毛坯件合成一根圆棒料毛坯,以便于机械加工工艺的需要。如此等等,都是在考虑机械加工工艺因素的影响问题。
下面以结合子零件为例,确定毛坯结构形状的步骤。
第一步:对零件结构形状取样。所谓取样,是指将零件结构形状中受生产制造、机械加工工艺等因素影响和制约的结构进行规整简化,使其成为符合需要的结构形状。据此,将图1-2所示零件结构形状中难于锻造加工的ϕ90圆端部4×21mm直角槽结构,规整简化为ϕ90mm圆环形状;花键孔和多台阶内孔规整简化为一个ϕ40mm通孔,最终的零件结构形状为如图1-3中双点画线所示的外部呈阶梯圆柱状,内部为ϕ40mm圆通孔。这就是取样后的零件结构形状。
第二步:在取样的零件结构形状表面上附加一金属层余量(即毛坯余量)后,即成为所确定的毛坯结构形状,如图1-3实线所示的图样。
但需要注意的是,这一层毛坯余量不是无限量随意附加的,其厚度是在既能确保零件加工质量,而又不增加加工成本前提下确定的。据此,可以用计算法确定(以后可以讲到),一般情况下用查表法确定。
(2)确定毛坯尺寸 毛坯尺寸是通过计算毛坯结构外形尺寸来得到的。因此,毛坯尺寸是由两部分组成的:一是零件工作图上加工表面的基本尺寸,二是毛坯余量(本书可查《金属机械加工工艺人员手册》可得。由此得到毛坯尺寸的计算公式为
毛坯尺寸=加工表面基本尺寸±毛坯余量
下面以图1-4为例计算结合子零件的毛坯尺寸。
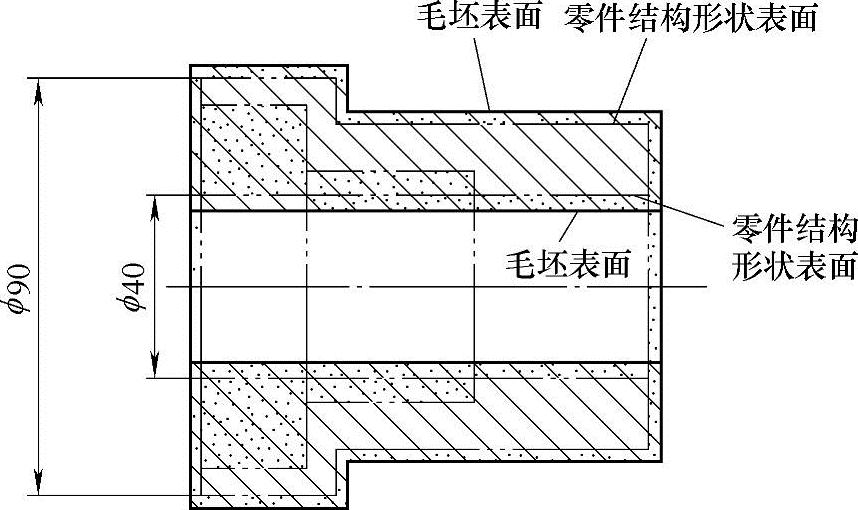
图1-3 毛坯结构形状形成示意图
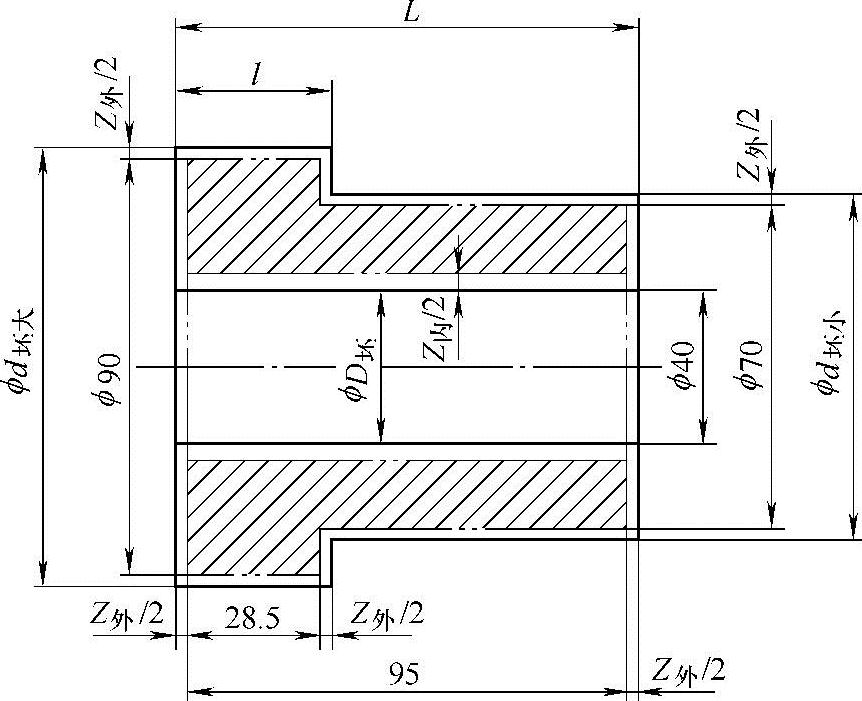
图1-4 毛坯尺寸计算图
图1-4中符号意义:
Z外———外表面毛坯余量。本书查《金属机械加工工艺人员手册》[1],可得Z外=5mm。
Z内———内圆表面毛坯余量。查手册可得Z内=7mm。
ϕd坯大———毛坯大外圆直径(mm)。
ϕd坯小———毛坯小外圆直径(mm)。
ϕD坯———毛坯内圆直径(mm)。
L———毛坯总长度(mm)。
l———毛坯大外圆长度(mm)。
ϕ90———大外圆加工表面直径(mm)。(https://www.daowen.com)
ϕ70———小外圆加工表面直径(mm)。
ϕ40———内圆加工表面直径,即花键孔内圆表面直径(mm)。
95———零件总长度(mm)。
28.5———零件大外圆长度(mm)。
1)计算毛坯大外圆直径ϕd坯大:采用下式进行计算,即
ϕd坯大=大外圆加工表面直径+毛坯余量(Z外)=90mm+5mm=95mm
查《金属机械加工工艺人员手册》[1],得毛坯余量上极限偏差为+1mm,下极限偏差为-1.5mm。
则ϕd坯大=ϕ95+-11..05mm
2)计算毛坯小外圆直径ϕd坯小:采用下式进行计算,即
ϕd坯小=小外圆加工表面直径+毛坯余量=70mm+5mm=75mm
查同上手册,得毛坯余量上极限偏差为+2mm,下极限偏差为-2mm(考虑小外圆长度修正后所得)
则ϕd坯小=75mm±2mm
3)计算毛坯内孔直径ϕD坯:采用下式进行计算,即
ϕD坯=内花键内径-毛坯余量=40mm-7mm=33mm
查同上手册,得毛坯余量上极限偏差为+1mm,下极限偏差为-1.5mm。
则毛坯内孔直径及偏差为ϕD坯=ϕ33+1.0-1.5mm
4)计算毛坯总长度尺寸L:采用下式进行计算,即L=零件总长度+2(Z外/2)=95mm+2×5mm/2=100mm
查同上手册,得毛坯余量上极限偏差为+1mm,下极限偏差为-1.5mm。
则毛坯总长度尺寸及偏差为L=100+1.0-1.5mm
5)计算毛坯大外圆轴向长度l:采用下式进行计算,即l=大外圆轴向长度尺寸+2×(Z外/2)=28.5mm+2×(5/2)mm=33.5mm
查同上手册,得毛坯余量上极限偏差为+1mm,下极限偏差为-1.5mm。
则大外圆长度为l=33.5+1.0-1.5mm
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



