下面以图1-2所示的结合子零件为例,分析研究其机械加工工艺规程的制订。
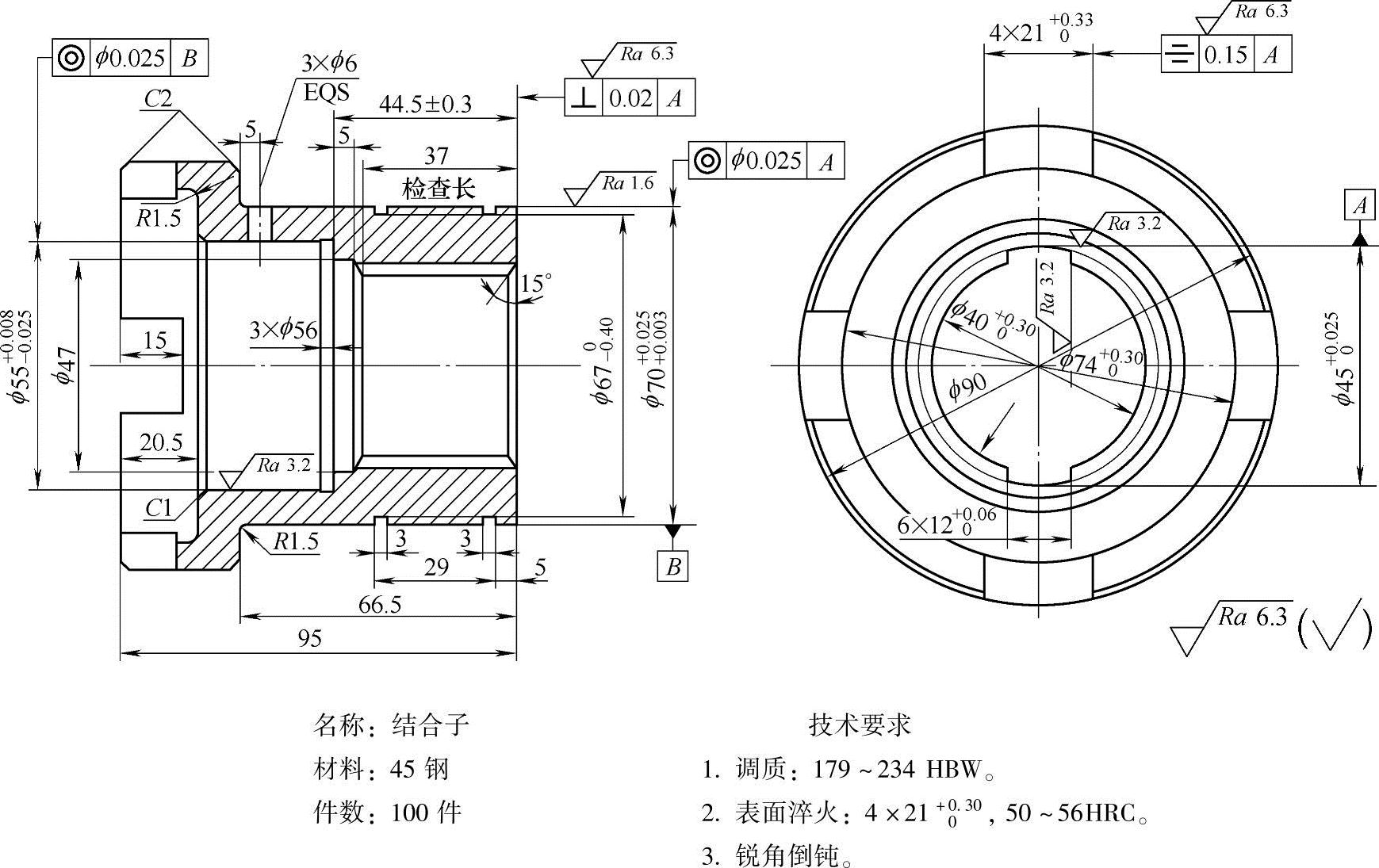
图1-2 结合子
(1)零件结构 结合子零件的结构为内外成阶梯并带内花键的套类小型零件。这种零件的工艺除了内花键需采用特殊的拉床和专用花键拉刀拉削工艺外,其他均可采用一般的车削、铣削、钻削等工艺来加工完成。
(2)加工表面形状
1)圆柱型表面有:ϕ90mm外圆表面及端面、直角台阶面、45°外倒角面;ϕ70mm外圆表面及端面、45°外倒角面;ϕ74mm、ϕ55mm、ϕ47mm、ϕ40mm台阶孔表面,以及45°、15°内倒角面。这些表面可采用车削工艺来完成加工。
2)均布于ϕ70mm外圆上的3×ϕ6mm圆孔表面,可采用钻削工艺完成加工。
3)平面形表面有:均布于ϕ90mm外圆端部的4×210+0.30mm直角槽平面(槽深为15mm,槽宽为21mm)可采用铣削工艺完成加工。
4)成形表面有:
①内花键的6条花键槽表面(键槽宽为120+0.06mm,内花键外径为ϕ450+0.025mm)采用拉削工艺完成加工。
②ϕ70mm外圆上两条槽深1.5mm、槽宽3mm圆环直角槽表面。ϕ55mm内圆上的槽深为0.5mm、槽宽为3mm直角退刀槽表面。这些槽表面都可以采用成形刀车削加工完成。
(3)加工表面尺寸 该零件为小型零件,其加工表面尺寸均很小,除内花键表面外,其余的表面采用一般的加工工艺就可以解决。
(4)加工表面技术要求
1)ϕ70mm外圆表面技术要求
①尺寸精度:ϕ70mm外圆的尺寸公差等级为IT6~IT7级;其上极限偏差为+0.025mm,下极限偏差为+0.003mm。
②位置精度:同轴度公差等级为IT7,ϕ70mm外圆表面轴线与内花键ϕ45mm外径轴线的同轴度公差为ϕ0.025mm。
③表面粗糙度为Ra1.6μm。
根据这些技术要求,对该表面工艺应考虑以下两点:
第一,为了保证尺寸精度和表面粗糙度要求,该表面的加工工艺应按粗、精加工分开原则,分成几个加工阶段进行加工。
第二,为了保证该表面的位置精度,必须十分注意该表面加工工艺的安排顺序。
2)ϕ55mm内圆表面技术条件要求:
①尺寸精度:ϕ55mm尺寸公差等级为IT7~IT8 其上极限偏差为+0.008mm,下极限偏差为-0.025mm。
②位置精度:同轴度公差等级为IT7,ϕ55mm内表面轴线与ϕ70mm外圆表面轴线的同轴度公差为ϕ0.025mm。
③表面粗糙度为Ra3.2μm。
该表面的加工工艺与ϕ70mm外圆表面的加工工艺相似。(https://www.daowen.com)
3)ϕ70mm外圆端平面技术要求
①位置精度:垂直度公差等级为IT6,ϕ70mm外圆端平面与内花键ϕ45mm外径表面轴线的垂直度公差为0.02mm。
②表面粗糙度为Ra6.3μm。
该表面的加工工艺由ϕ70mm外圆端面加工工艺来完成。
4)4×210+0.330mm直角槽两侧面技术要求
①尺寸精度:宽度21mm的尺寸公差等级为IT13,其公差为0.33mm。
②位置精度:对称度公差等级为IT11,直角槽两侧面与内花键ϕ45mm外径表面轴线的对称度公差为0.15mm。
③表面粗糙度为Ra6.3μm。
④表面淬火后硬度为50~56HRC。
该表面的工艺有两项:
第一,机械加工工艺方面主要考虑如何装夹才能保证位置精度。
第二,表面淬火热处理工艺,主要考虑该工序安排在什么位置的问题。
5)内花键ϕ40mm内径表面 从图样上来看要求不高,但是一定要注意,在加工该表面的工艺中,应保证其轴线与ϕ70mm外圆端面一定要垂直。内花键键槽表面技术要求由专用花键拉刀来保证。
6)其他表面技术条件要求
①ϕ90mm外圆、ϕ74mm、ϕ47mm内圆等表面。
②ϕ67mm外环形槽表面、ϕ56mm内孔退刀槽表面。
③内、外圆直角台阶表面和内、外圆倒角面。
以上表面均为技术条件要求比较低的次要表面,可将它们的工艺编入或插入相应的表面加工工艺中去完成。
(5)其他
1)零件材料:零件材料为45钢,根据它决定毛坯类型的选择和工艺装备中的刀具确定。
2)零件的热处理的条件:零件有调质热处理,其硬度可达179~234HBW。对于调质工艺,应考虑将它安排在粗加工前、还是粗加工后的问题。
3)零件的加工件数:零件的加工件数为100件。此即生产纲领,属于小批量生产,在制订工艺技术文件时可按此生产类型来编制。
至此,工艺分析完毕。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







