(1)砂箱内框尺寸的确定 砂箱的内框尺寸主要根据零件工艺布置图和吃砂量来确定。机器造型用砂箱还应与所选用的造型机工作台面、起模高度、最大震击举升力相适应。然后,根据通用砂箱规格系列表来选择和确定合适的砂芯内框尺寸。
(2)箱壁截面形式
1)简易砂箱的截面形式多用于单件小批量生产。简易砂箱箱壁截面结构如图7-12所示。
2)在大批量的手工和半机械化生产中,经常使用的砂箱箱壁截面形式多带有凸缘结构。凸缘结构增强了箱壁的强度和刚度。向砂箱内凸出的凸缘,可使砂型不易脱落。对于大、中型砂箱,内壁通常做成不带凸缘的直壁,这样可减少砂箱制造困难,并便于脱箱。
3)在高压、气冲造型机生产线上使用的中、大型专用砂箱,其箱壁强度和刚度要求高,箱壁截面一般做成箱形,以满足使用要求。
(3)砂箱侧壁加强肋的布置形式 布置砂箱壁外缘加强肋是增加砂箱强度和刚度,提高砂箱使用寿命的重要措施。肋的布置和尺寸根据砂箱的高度和内框平均尺寸而定。对于内框尺寸小于750mm的铸铁砂箱,可考虑不设加强肋。对于砂箱高度低于300mm的大型砂箱,可只设竖向加强肋,或只设一根横向肋。对于高度大于500mm的砂箱,可以布置两条或两条以上的加强肋。对于过长的砂箱,也可设计“人”字形的加强肋。
砂箱四角容易损坏,设计砂箱时应给出合理的转角尺寸,并适当加大砂箱转角部分的壁厚,如图7-13所示。
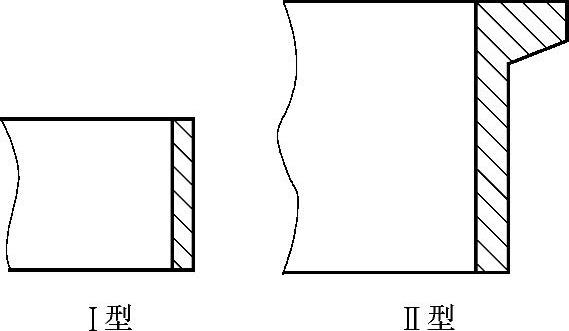
图7-12 简易砂箱箱壁截面结构
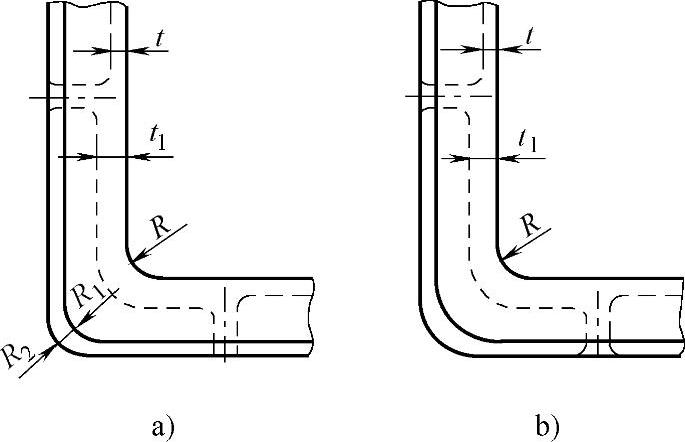
图7-13 砂箱转角部分的结构
a)圆角不同心 b)圆角同心
(4)箱带的布置形式 砂箱箱带的布置形式如图7-14所示。
(5)砂箱壁排气孔的形式 为了排除在烘干和浇注时铸型内产生的气体,除了射压造型、高压造型及小型砂箱外,一般在砂箱壁上要设计出均匀布置的排气孔,如图7-15所示。在砂箱的箱带、转角和吊轴附近均不设置排气孔。
(6)砂箱的吊运结构
1)箱把:常用于人工搬运的小砂箱,箱把共两对,供两人抬用,其间距相当于人的肩宽(300~400mm)。
2)吊轴:吊轴有铸入式和整铸式两种。铸入式吊轴常用于大、中型砂箱;整铸式吊轴一般一个砂箱设2个,根据需要也可设4个,如图7-16所示。(www.daowen.com)
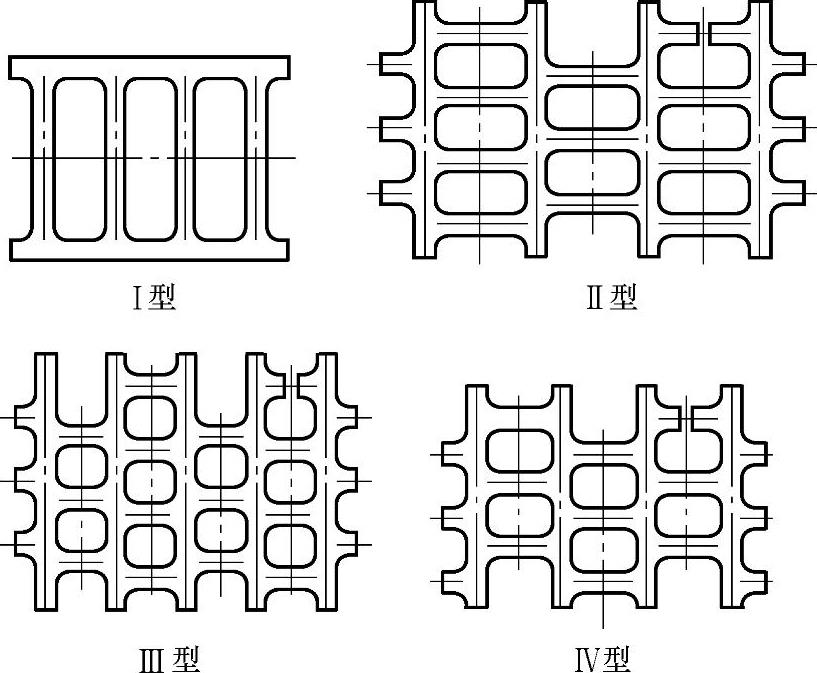
图7-14 砂箱箱带的布置形式
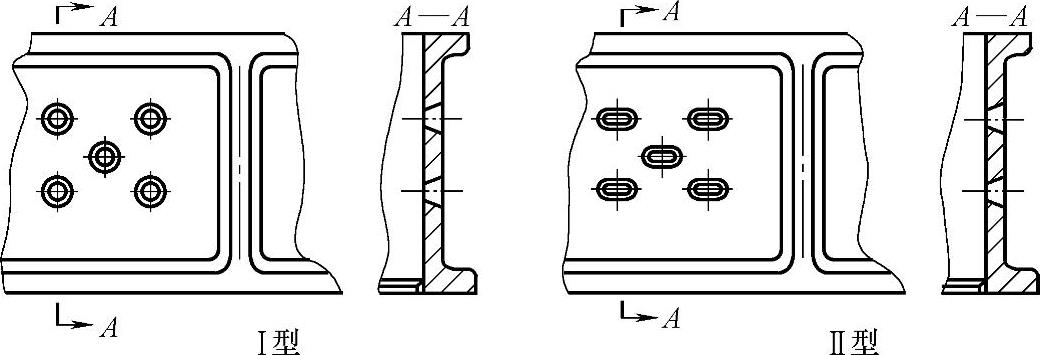
图7-15 砂箱壁排气孔的布置形式
3)吊环:在中、大型砂箱的设计中,除吊轴外,还常设置4~6个吊环,如图7-17所示。
(7)砂箱的定位结构 单件小批量生产时常采用做记号和内箱锥的办法使砂箱定位。批量生产和半机械化生产时,常采用定位销和定位孔的配合方式来保证定位精度。定位箱耳与砂箱本体紧固相连,一般设置在砂箱短边的中间,也可以设置在砂箱两侧,或类似对角线分布,如图7-18所示。
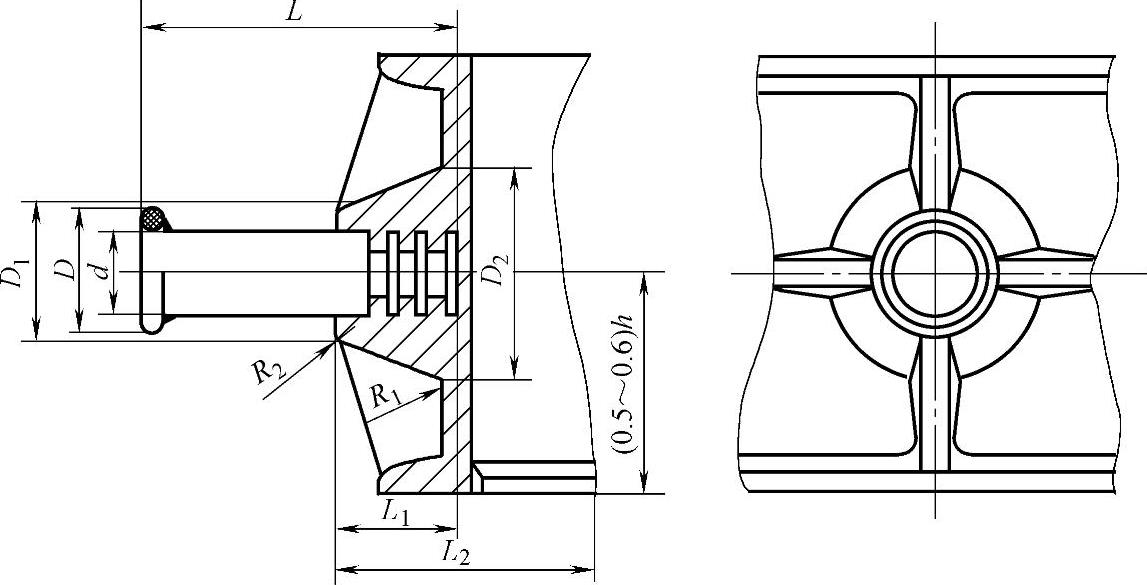
图7-16 铸入式吊轴部分的结构
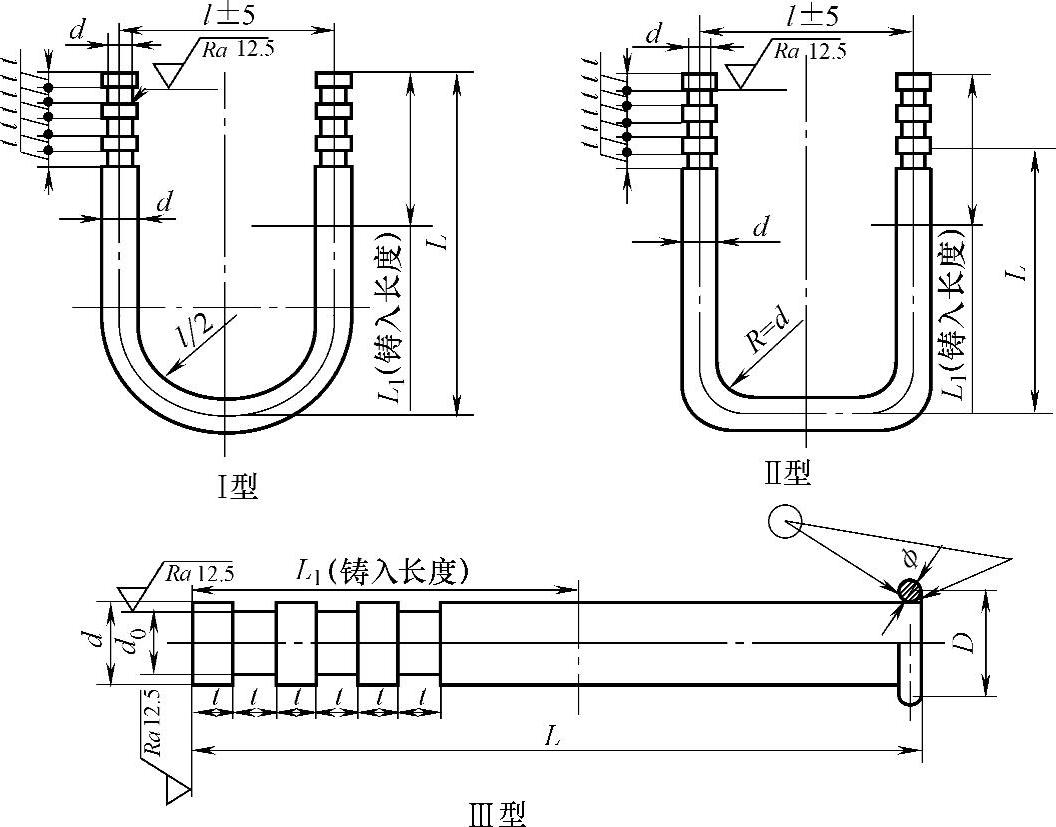
图7-17 吊环及吊轴部分的结构
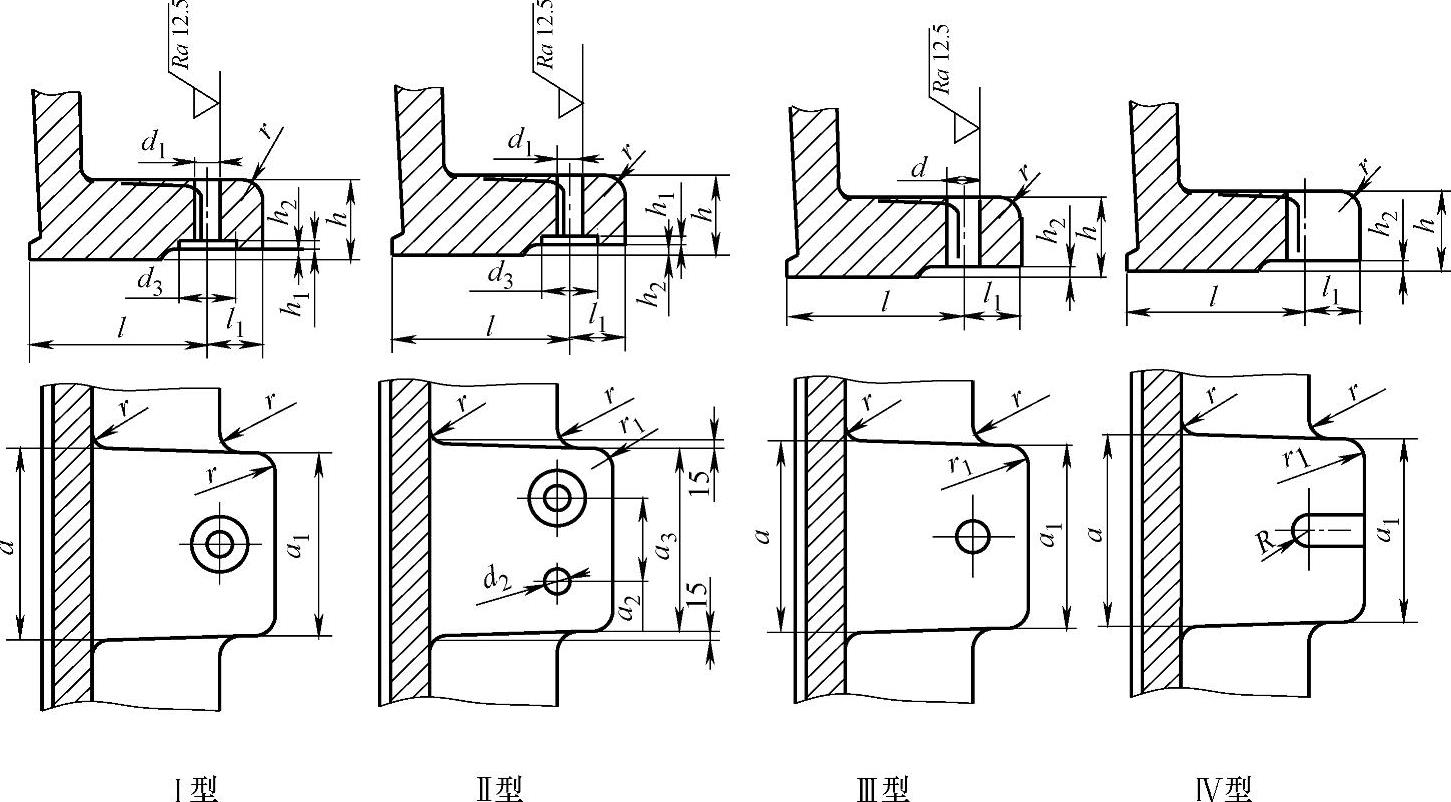
图7-18 砂箱定位和紧固箱耳的结构
(8)砂箱的夹紧结构 合箱后一定要采取夹紧措施,以防止搬运过程中上、下砂箱错动和浇注时抬型。常用的夹紧方式如图7-19所示。
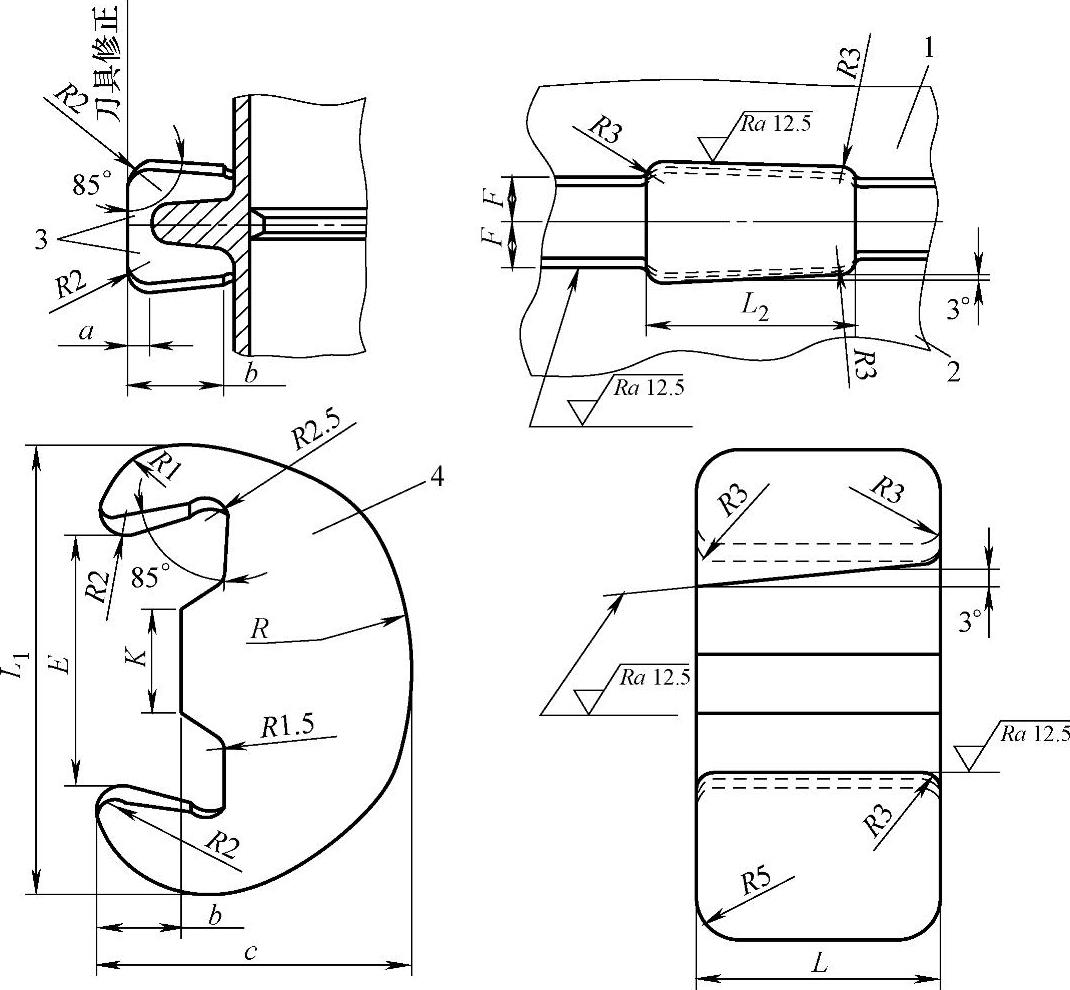
图7-19 楔形箱耳卡台、卡箱结构
1—上砂箱 2—下砂箱 3—楔形箱耳卡台 4—箱卡
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






