1.从避免缺陷方面审查铸件结构
1)铸件应有合适的壁厚。为了避免浇不到、冷隔等缺陷,铸件不应太薄。铸件的最小允许壁厚与铸造合金的流动性密切相关。合金成分、浇注温度、铸件尺寸和铸型的热物理性能都将显著影响金属液的流动性。在普通砂型铸造的条件下,铸件最小允许壁厚见表6-1。
表6-1 砂型铸造时铸件允许的最小壁厚 (单位:mm)
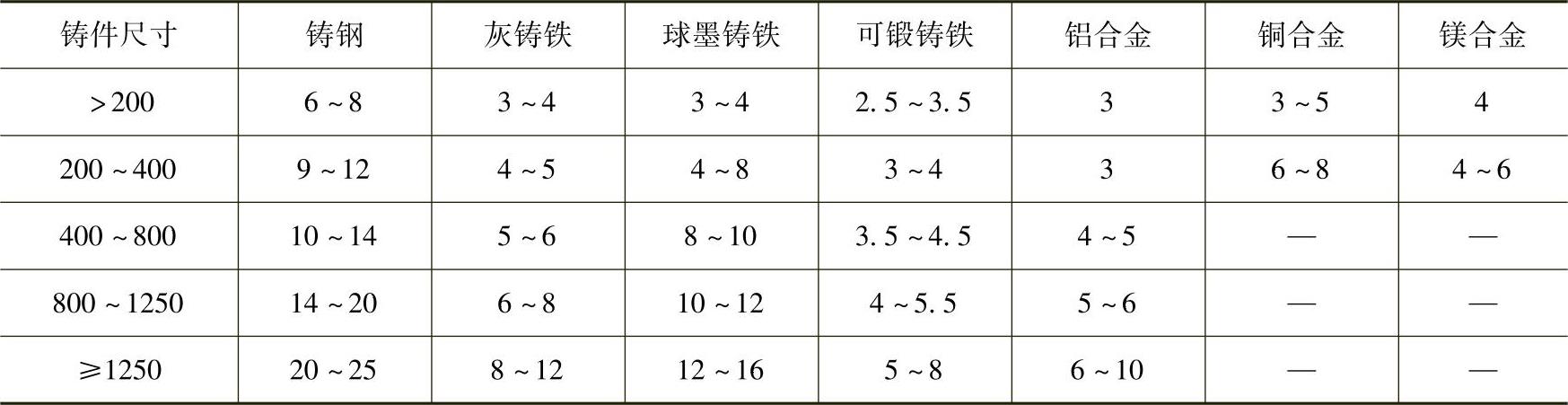
注:1.如有特殊需要,在改善铸造条件的情况下,铸件的最小壁厚可适当减小。
2.在铸件结构复杂、合金流动性差的情况下,应取上限值。
铸件也不应设计得太厚,在实际生产中,各种合金铸件的临界壁厚可按最小壁厚的3倍来考虑。设计受力件时,不可单纯用增厚的方法来增加铸件的强度,如图6-1所示。
2)铸件壁厚不应造成严重的收缩阻碍,铸件壁的过渡和连接要合理。壁厚薄不均的铸件在其过渡和连接处因凝固和冷却速度不一致,会产生较大的内应力,热节处易产生缩松、缩孔,连接和过渡处易产生裂纹,如图6-2所示。
3)铸件内壁应薄于外壁。铸件的内壁和肋等散热条件差,应薄于外壁,以使内、外壁能均匀冷却,减轻内应力和防止裂纹。一般情况下内壁较外壁应薄10%~20%。
4)利于补缩和实现顺序凝固。对于铸钢体收缩大的合金铸件,易产生缩松缺陷,应仔细审查零件的结构,创造实现顺序凝固的可能性。图6-3所示为壳型铸造的合金钢壳体。图6-3a所示方案铸出的件,在A点以下部分,因超出冒口的补缩范围而有缩松,水压试验时出现渗漏;图6-3b所示方案中,只在底部76mm范围内壁厚相等,由此向上,壁厚以1°~3°向上增厚,有利于顺序凝固和补缩。
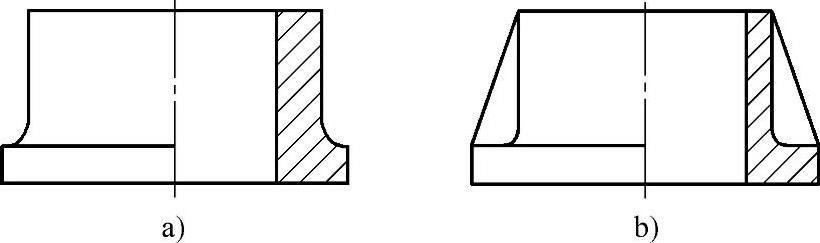
图6-1 采用加强肋减小铸件壁厚
a)不合理 b)合理
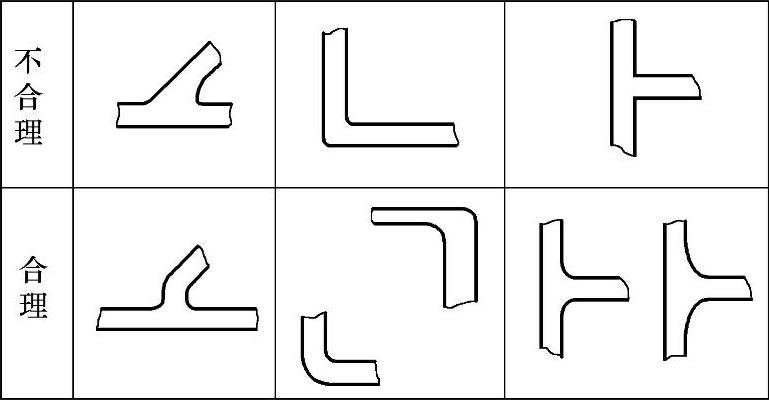
图6-2 壁与壁相交的几种形式
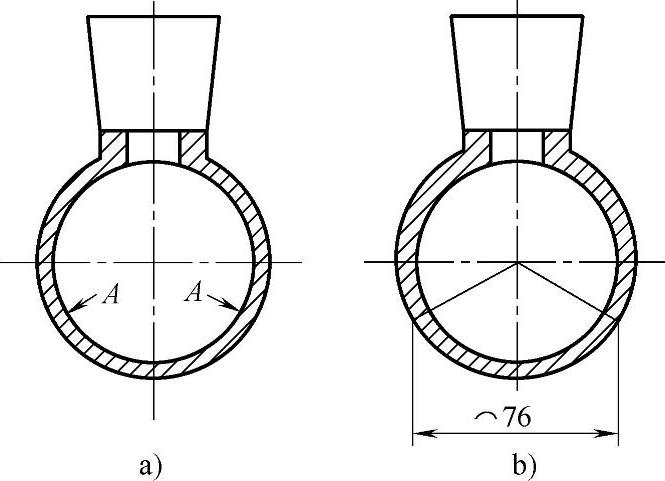
图6-3 合金钢壳体结构改进
a)不合理 b)合理
5)铸件结构应有利于防止变形。某些细长件和面积较大的平板件易产生翘曲变形,设计时应尽量按同时凝固的原则和采用对称结构进行壁厚设计,如图6-4所示。
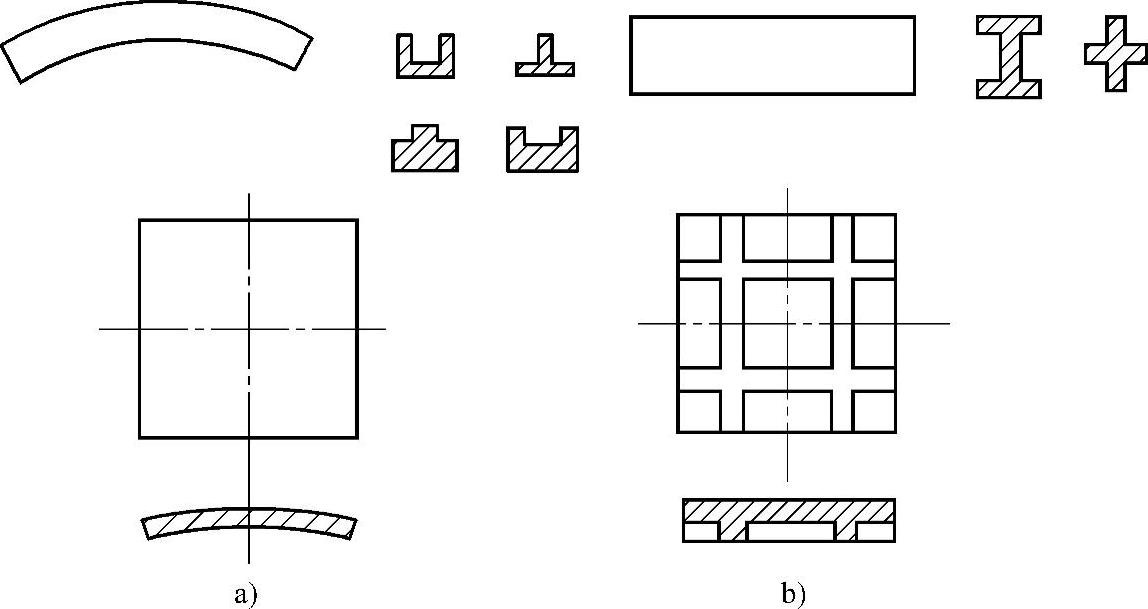
图6-4 防止变形的铸件结构
a)不合理 b)合理
6)壁厚力求均匀,防止形成热节。薄厚不均的铸件在冷却过程中会形成较大的内应力,在热节处易造成缩松、缩孔和热裂纹。因此,应取消那些不必要的厚大部分,肋和壁的布置应尽量减少交叉,防止形成热节,如图6-5所示。
7)避免浇注位置上有水平的大平面结构。在浇注时,如果型腔内有较大的平面存在,当金属液上升到该位置时,由于断面突然扩大,金属液面上升的速度非常小,灼热的金属液面较长时间地近距离烘烤顶面型壁,易造成夹砂、渣孔、砂孔或浇不到等缺陷。因此,应尽可能把水平壁改进为稍倾斜的壁或曲面壁,如图6-6所示。
2.从简化铸造工艺方面改进零件结构
1)改进妨碍起模的凸台、凸缘和肋板结构,取消外表侧凹。铸件侧壁上的凸台、凸缘和肋板以及铸件侧壁凹入部分都会妨碍起模,或增加造型(制芯)的难度和模具制造的工作量。如果能改进结构,就可简化造型和减轻模具制造的工作量,如图6-7和图6-8所示。
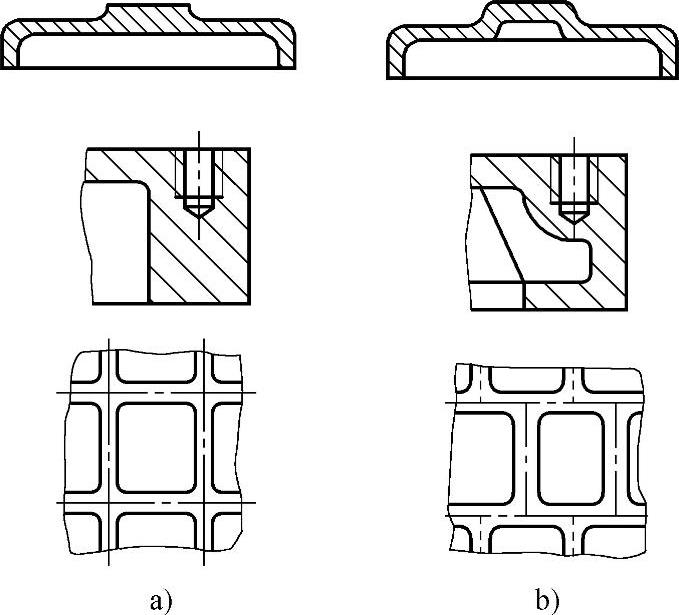
图6-5 壁厚力求均匀(www.daowen.com)
a)不合理 b)合理
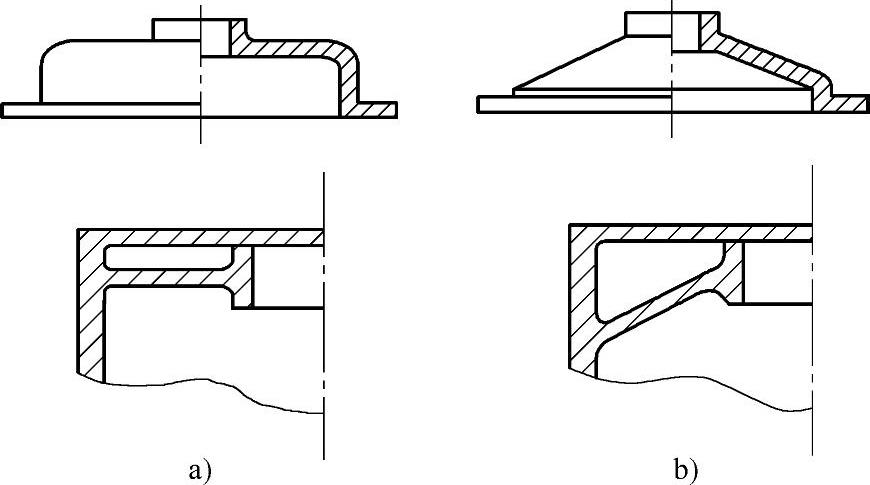
图6-6 避免水平壁的铸件结构
a)不合理 b)合理
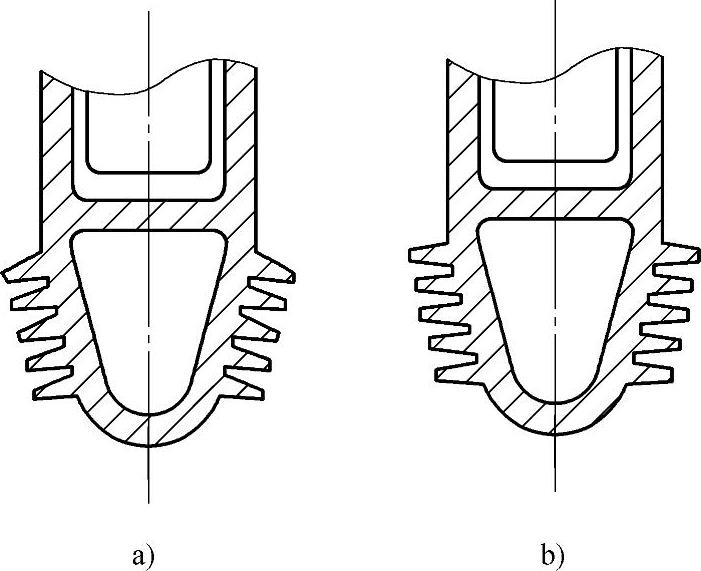
图6-7 发动机油箱散热肋妨碍起模部分的改进
a)不合理 b)合理
2)简化制芯操作和减少砂芯数量。铸件内腔结构越复杂,使用的砂芯就会越多,从而增加铸造工艺的复杂程度和制造成本,如图6-9所示。
3)减少和简化分型面。减少和简化分型面,不但可以减少砂箱用量,简化操作,而且可以大大提高铸件的尺寸精度。图6-10a所示结构必须采用不平分型面,从而增加了制造模样和模板的工作量;改进后(见图6-10b),则可用一个平直的分型面进行造型。
4)有利于砂芯的安置、固定、排气和清理。为了保证铸件的尺寸精度,防止芯偏和气孔,且便于清理,铸件的结构设计应尽量避免使用悬臂砂芯、吊芯和芯撑,如图6-11所示。
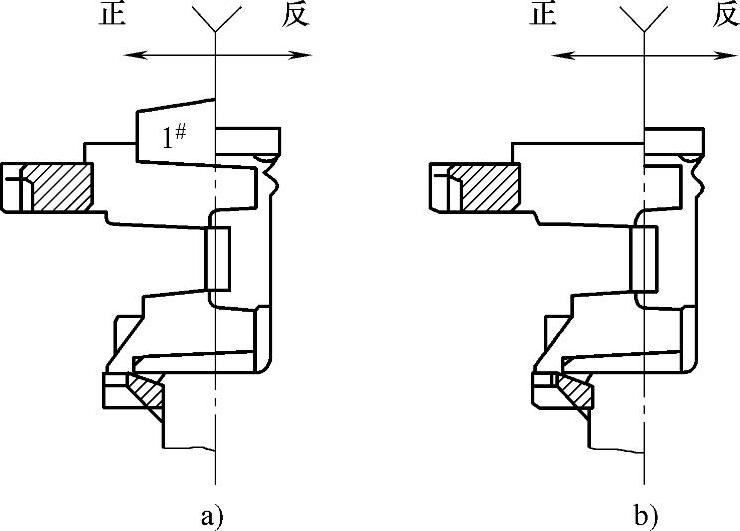
图6-8 带有外表侧凹的铸件结构的改进
a)不合理 b)合理
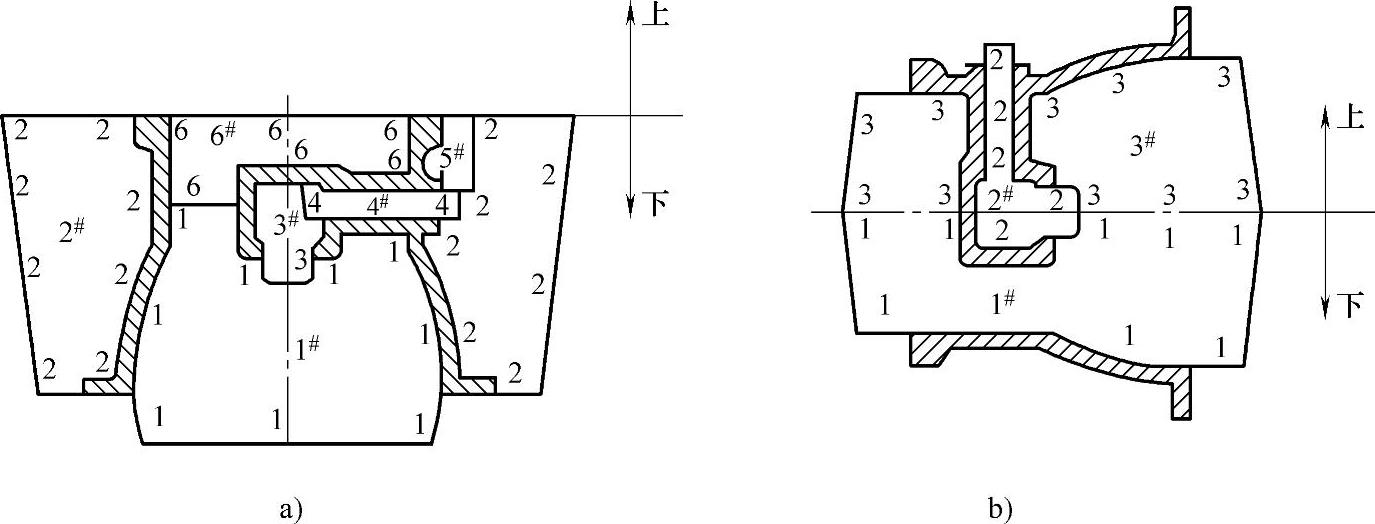
图6-9 铸件内腔结构的改进
a)合理 b)不合理
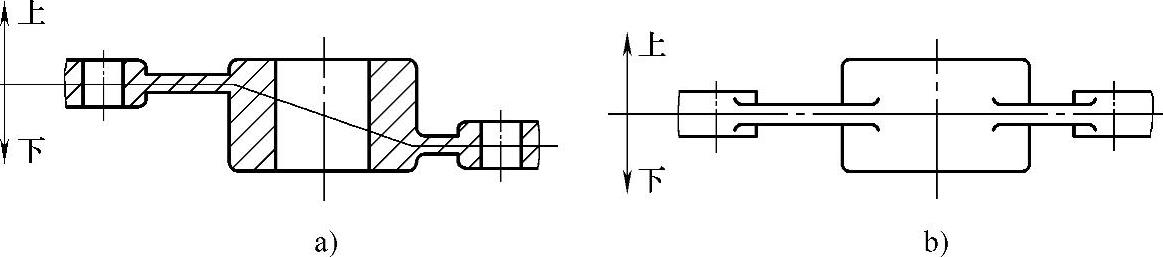
图6-10 简化分型面的铸件结构
a)不合理 b)合理
5)简化模具。单件、小批量生产中,模样和芯盒的费用占铸件成本的比很大。为了降低铸件成本,铸件应设计成规则的、容易加工的形状。图6-12所示为阀体的结构,原设计为非对称结构(图6-12a所示),模样和芯盒难以制造;改进后(图6-12b所示)呈对称结构,且采用刮板造型法,大大减少了模具制造的费用。
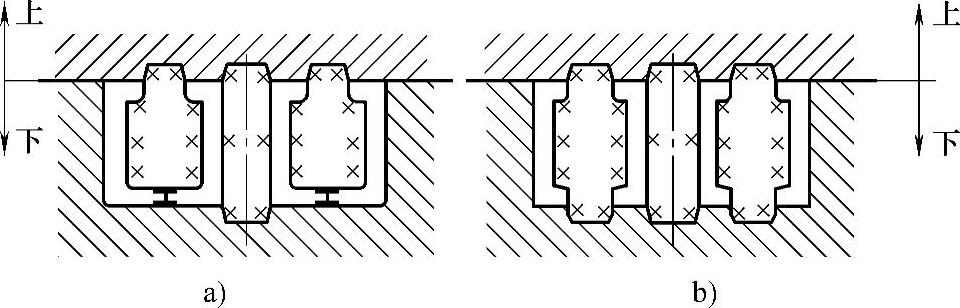
图6-11 活塞结构的改进
a)不合理 b)合理
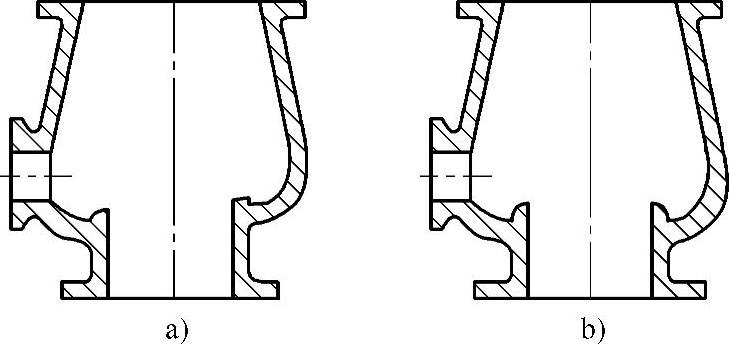
图6-12 阀体结构的改进
a)不合理 b)合理
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





